 LM系列PLC在直线式拉丝机中具体应用的介绍
LM系列PLC在直线式拉丝机中具体应用的介绍
引言
拉丝机是金属加工行业主要加工设备之一,主要是将粗线加工成各种规格细线,一般由放线、水冷、收线等部分组成,其中电气传动部份主要由拉线电机和收线电机实现。通过PLC来实现拉拔速度设定、操作自动化、生产过程控制、实时闭环控制、自动计米等功能。通过变频器来控制电机的转速。
1 直进式拉丝机变频控制系统
该直进式拉丝机主要对精轧出来的不锈钢丝进行牵伸,设计的工艺要求为:(1)最高拉丝速度18m/s;(2)加工品种主要是进线Ф6mm→出线Ф2mm(3)停车不能有断头(紧急停车除外)。
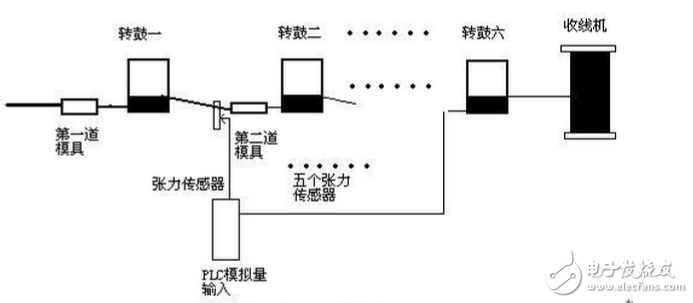
直进式拉丝机是拉丝机中最难控制的一种,由于它是多台电机同时对金属丝进行拉伸,作业的效率很高。不像以前经常遇到的水箱拉丝机和活套式拉丝机,允许金属丝在各道模具之间打滑。由于比较容易在作业过程中拉断,它对电机的同步性以及动态响应的快速性都有较高的要求。本系统共有六个的转鼓,每个转鼓由一台变频器控制并带有机械制动装置,和一个收线电机。每个转鼓之间安装有用于检测位置的气缸摆臂,采用位移传感器可以检测出摆臂的位置,当丝拉得紧的时候,丝会在摆臂的气缸上面产生压力使得摆臂内移。
2 控制工艺原理
该直线式拉丝机控制系统主要分为:点动、联动、加速启动、自动工作和刹车五部分组成。
1) 点动:点动分为前转和后转。当踩下点动脚踏开关时,所选控电机以固定的转速运行,使每个转鼓上的线绕紧。
2) 联动:联动分为前联和后联。第一台转鼓没有前联,第六台转鼓没有后联,中间四台转鼓前联和后联都有。当踩下前联开关时,所选控电机及之前的电机一起转动绕丝;当踩下后联开关时,所选控电机及之后的电机一起转动绕丝。当联动时,电机以某一固定速度旋转。
3) 加速启动:加速启动与联动类似,但没有前后之分,当按下加速按钮时,所选择电机及之前的电机加速启动到设定的速度。
4) 自动启动:当把线全部绕到转鼓上时,按下启动按钮,所有电机一起加速启动,通过PLC里面的PID来调节各个电机的转速,保证在高速运行的状态下不会拉断丝,直到速度达到设定值,收线机也一起运行。当按下停止按钮时,所有电机减速停止。
5) 刹车及急停:当停车状态下,为了防止断线,所有转鼓不允许转动。当在运行状态下,如果发生断线,所有的转鼓要立即停止,防止发生意外。
3 控制系统介绍
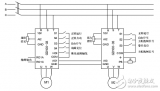
控制系统上位机采用和利时HT6600C系列触摸屏,下位机CPU选用和利时LM3109 PLC控制器,上、下位机之间通过RS485进行通讯。通过逻辑编程处理来自触摸屏以及按钮、传感器等信号,控制6台变频器。图3为控制系统配置图。
3.1可编程控制器部分
本系统采用HOLLiAS LM系列PLC控制,配置1个CPU模块LM3109、1个16通道数字量输入模块LM3212、1个8通道数字量输出模块LM3222、1个8通道模拟量输入模块LM3313和3个2通道模拟量输出模块LM3320。
1)CPU模块:LM3109模块的额定工作电压为AC220V,自带40点I/O,提供24路DC24V输入/16路继电器输出。具有1个RS232和1个RS485通讯接口,支持专有协议(仅RS232)/Modbus RTU协议/自由协议。
2)数字量扩展模块:LM3212模块是16路数字量输入处理通道,主要完成数字量信号处理,数字量输入信号的额定工作电压为24VDC。LM3222模块是8路数字量输出处理通道,主要完成触点型数字量的输出处理工作,输出额定负载的电压为24VDC或220VAC。
3)模拟量扩展模块:LM3313模块提供8通道模拟量输入通道,输入范围-10-10V电压信号和-10-20mA电流信号可选,主要完成现场模拟量的输入、采集与处理工作。LM3320模块有2路模拟量输出处理通道,输出范围0~10V电压信号或0~20mA电流信号,完成模拟量信号的输出工作。
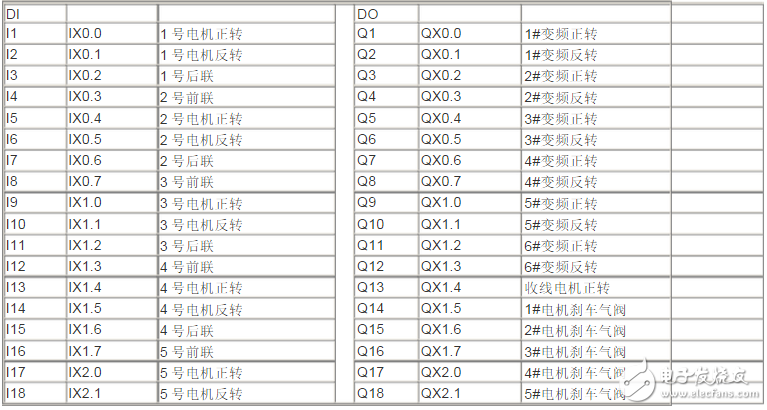
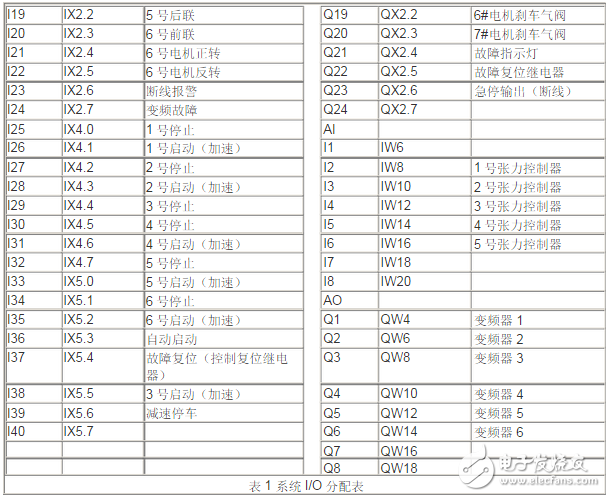
表1为系统I/O分配表。
3.2 监控部分
上位监控部份采用和利时HT6600系列触摸屏,配以监控软件来完成。触摸屏上可以进行参数设置、电机启停控制和显示转速和故障等信息。图4-图7为触摸屏部分监控画面。
结论
采用和利时可编程控制器、和利时的触摸屏以及变频器,为直线拉丝机设备提供了机电一体化的系统解决方案,可进行点动、联动和自动控制,提高了拉丝机的自动化程度。同时,控制系统提供非常高的运算速度和控制精度,保证了拉丝的质量,具有很高的可靠性和性能价格比,在保证质量的同时,最大化的降低生产成本。
-
plc
+关注
关注
5019文章
13400浏览量
465963 -
拉丝机
+关注
关注
0文章
20浏览量
8048 -
变频控制系统
+关注
关注
0文章
4浏览量
1104
发布评论请先 登录
相关推荐
Niehoff M5 拉丝机国产化设计
直线式拉丝机的PLC控制

双变频拉丝机专用变频器说明书
关于拉丝机中四方与东元变频器的联动应用设计





 工商网监
工商网监
评论