 利用PLC技术对轻轨精整控制系统进行设计
利用PLC技术对轻轨精整控制系统进行设计
1.引言
唐山钢铁公司中型厂是生产型钢的企业,原有4套钻、铣床设备,用于轻轨精整。其电气控制系统采用继电器及接触器构成,控制手段比较落后,控制效果完全取决于操作工经验和精神状态,各道工序间连贯性差,费时又费力,故障率较高且维修困难,影响了生产效率。因此,有必要进行技术改造。 PLC控制具有可靠性高、柔性好、开发周期短等优点,特别适合于机床控制和故障自诊断系统,可以大大减少继电器等元器件的数量,提高电气控制系统的稳定性和可靠性,从而,用PLC控制系统替代体积大、投资大、耗能大的继电器是电气控制系统发展的趋势。鉴于上述原因,我们利用PLC技术对原有电气系统进行了全面技术改造。
2.系统功能
轻轨精整PLC智能控制系统包含铣床和钻床控制,实现的基本功能如下:
(1) 切换功能:可实现手动与自动控制的切换。在通常情况下使用自动档,当需要检修或调试的时候,切换到手动档。
(2) 自动报警功能:发生异常情况,可随时报警。当夹紧头快下、动力头快进、动力头工进以及动力头快退四个部分中任何一段出现异常情况时,与之相应的声光报警就会动作,让现场工作人员迅速采取措施,避免或减少事故所造成的损失。
(3) 自动记忆功能:配有“停车”及“继续运行”按钮。当工作过程中出现某些问题需要暂停运行时,按下“停车”按钮后,机床停止运行,各部分均停留在原处不动。再按下“继续运行”按钮,则机床继续运行。
(4) 紧急停车复位功能:配备有“紧急停车复位”按钮。当在工作过程中发生异常,或中途突然停电后恢复时,按下此按钮使机床各部件回到加工前的初始状态。
为实现上述功能,需要对运行过程进行智能判断,进行相应的控制。同时考虑到PLC的运算功能的限制,需要加入故障诊断模块,并进行相应的显示。
3. 系统组成
PLC选用三菱公司的FX2N系列可编程序控制器实现,由可编程序控制器构成的轻轨精整智能控制系统结构如下:

图1. 轻轨精整智能控制系统结构图
该系统有输入、控制运算和输出三大部分组成。
a.操作按钮用来人工设置参数或进行手动操作,处理紧急情况。
b.信号检测是由传感器自动监测生产线上机床的工作情况,一旦出现异常情况,马上报警提示操作者,以进行相应的故障处理,如紧急停机处理等,从而避免事故的发生。
2)控制运算部分
控制运算部分主要由PLC来完成,由控制系统的应用软件来完成信号的输入、处理、控制输出的主要功能。
3)输出部分包括报警装置、输送和动力装置、固定装置
a.报警装置由闪烁的红、黄、绿三种颜色灯和报警铃声构成,三种颜色分别对应三种不同报警级别。绿色表示系统正常,$表示系统参数超范围,但仍能工作,需要进行处理;红色报警并伴随报警声音,必须紧急停机处理。
b.输送装置由PLC输出的信号控制主电路,给电机发送指令,让其自动完成原料的传送与动力传送。
c.液压装置是固定装置,由PLC控制器给定的信号,经电磁阀控制液压设备,将原料固定在某一位置,为原料加工服务。
4.系统软件设计
4.1 PLC软件设计考虑的问题
利用梯形图编制控制程序,在 PLC软件设计中要考虑以下几个问题:
(1) 强电关断优先原则:在铣床软件设计中,只要控制信号中有强电关断的信号,则不管其它信号如何都要关断强电。如图2所示,只要关断信号XO2= 1,则中间继电器 M100 都要被关断。 (2) 动作互锁原则:有些控制不能同时动作,就要进行互锁。如主轴正、反转控制,图 2为主轴互锁控制示意图,任何一个回路启动后必须同时关断另一 个回路,从而保证两者不能同时动作。
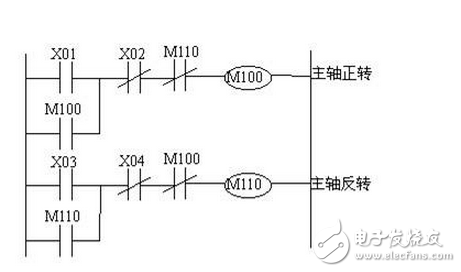
图2
3) 顺序联锁控制原则:即有些控制要求次序不能颠倒,这就要求前一个动作常开触点串在下一个控制动作中,同时将后一个动作中的常闭触点串在上一动作的控制回路中,如图3所示。
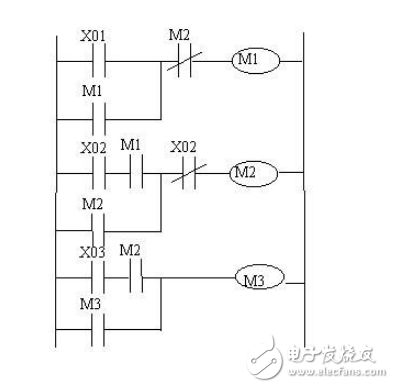
图3
总之,影响PLC控制系统的因素很多,只要我们在软件设计时充分考虑到各方面因素,就可避免出现故障,控制系统的运行就会更加稳定 。
4.2 PLC基本控制程序设计
具体铣床控制功能框图如图4所示,钻床控制功能与之类似。
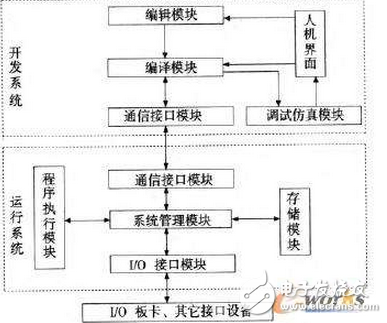
图4. 铣床控制顺序功能框图
4.3 故障诊断模块的程序设计
对于PLC系统,由于内存资源有限,复杂的智能诊断难于实现,为此加入了故障诊断智能模块,该模块以单片机为基础,采用C51编程,可方便实现各种控制算法。
采用故障树推理与专家经验规则推理相结合的方法,利用智能模块的I/O功能及内部信息进行故障诊断。
(1) 故障结构分析
在进行故障诊断设计时,首先必须对整个系统可能发生的故障进行分析,得到系统的故障层次结构,利用这种层次结构进行故障诊断部分的设计。图6为系统的故障层次结构。
(2)程序设计
系统故障结构的层次性为故障诊断提供了一个合理的层次模型。在进行系统的程序设计时,应充分考虑到故障结构的层次,合理安排逻辑流程。在引入故障输入点时应注意两点:
a. 必须将系统所有可能引起故障的检测点引入PLC,这主要是从系统的安全可靠运行考虑,以便系统能及时进行故障处理;
b. 应在系统允许的条件下尽可能多的将最底层的故障输入信息引入PLC的程序中,以便得到更多的故障检测信息为系统的故障自诊断提供服务。
5.结束语
经过在线调试和工业试验运行阶段后,该控制系统已于2004年正式投入运行,运行以来,效果良好,实现了预定的控制功能要求,克服了继电器、接触器控制带来的局限,避免了原控制系统辅助元件多、故障率高、工作噪声大、控制方式单一、维护困难等问题。手动与自动切换方便,抗干扰能力强,适合钢厂生产线的恶劣的工作环境,且易于计算机通讯,实现网络监控。
本文作者创新点:将PLC和单片机结合,设计了用于轻轨精整钻、铣床设备的控制系统,并使之具有故障诊断和报警功能,系统结构简单,操作方便。
-
plc
+关注
关注
5013文章
13322浏览量
463989 -
铣床控制
+关注
关注
0文章
2浏览量
5070
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论