 数控系统的四次位移曲线加减速方法的开发与验证
数控系统的四次位移曲线加减速方法的开发与验证
加减速控制是CNC 系统的关键技术之一,也是实现数控系统高实时性的瓶颈。在CNC装置中,为了保证机床在启动或停止时不产生冲击、失步、超程或振荡,必须对进给电机的脉冲频率或电压进行加减速控制。即在机床加速启动时,保证加在电机上的脉冲频率或电压逐渐增加;而当机床减速停止时。保证加在电机上的脉冲频率或电压逐渐减小。好的加减速控制算法除了应保证数控机床运动平稳,在启停和程序段间速度有变化时不产生失步、超程、冲击和振荡外;还应当具有算法简单、系统加减速处理时间短、实时性强的特点。此外,很好的柔性(通用性)也是必要的,以便适应不同配置的机床,特别是在高速加工中,这显得尤为重要。
1 加减速控制方法
1.1 直线加减速控制方法
直线加减速控制方法是加减速控制方法中最为简单的一种,也是最常用的一种。数控系统每插补一次,都要进行稳定速度、瞬时速度和加减速处理。整个过程共有加速、匀速、减速三个阶段。
1.2 S 曲线加减速控制方法
直线加减速启动和加减速结束时存在加速度突变,产生冲击,因而不适合用于高档的数控系统。一些先进的CNC 系统采用S 形加减速,通过对启动阶段即高速阶段的加速度衰减,来保证电机性能的充分发挥和减小启动冲击。正常情况下S 曲线加减速的运行过程可分为7段:加加速段、匀加速段、减加速段、匀速段、加减速段、匀减速段、减减速段。
1.3 四次曲线加减速控制方法
是一种四次位移曲线,三次速度曲线的加减速控制方法。非常实用于高档的数控系统上,具有算法简单,柔性好的优点,是一种值得推广的加减速模式。
2 四次位移曲线加减速系统总体结构与组成
2.1 系统硬件结构
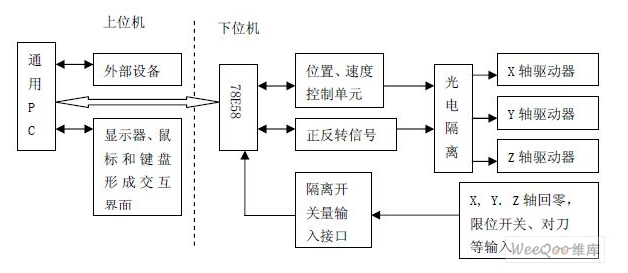
本数控系统采用通用PC 机和单片机构成的主从式二级控制总体结构,系统硬件组成如图1 所示,上位机采用通用PC 机,完成系统参数的设置、加工数据的实时计算和仿真等任务,而下位单片机系统完成不同方向的进给驱动控制,并从外部机器上获取加工状态的反馈信息,上、下位机间以中断方式进行串行通信。

图1 硬件系统结构框图
下位机系统能根据主机命令,独立完成全部数控功能,基于单片机技术设计的速度位置控制单元,用于同时对三轴((x, Y, z 向)电机进行多功能的控制。速度位置控制单元采用Winbond78E58 作为主控芯片。整个电路主要由开关量输入控制电路、脉冲控制电路及通讯电路等组成。脉冲控制电路由三个定时/计数器8254 来实现对三个驱动电机的位置及速度控制。当前加工轨迹段运行完毕后可向主机申请中断,78E58 也可通过查询中断的方式获得当前运行状态。开关量输入电路可检测限位开关、对刀仪等状态,并向78E58 申请中断。
2.2 系统软件结构
根据数控机床的功能控制要求,并结合图1 硬件总体结构,本数控系统的系统软件,由PC 系统控制软件和驱动接口卡软件两大部分组成,它们之间相互独立,如图2 所示。其中PC 机上的系统控制软件采用面向对象的编程技术((OOP)、由高级编程语言Visual C++编制而成,各个功能模块被独立地封装在不同的对象中,系统具有良好的扩充性和可移植性。驱动卡上的软件部分由汇编语言编制而成。
PC 系统控制软件负责整个系统的综合管理、人机交互和数据处理等工作。具体由以下几部分组成:人机接口部分、数据处理软件部分、工作模式控制软件部分、通信部分、诊断部分和联机帮助系统软件部分,各个部分各自包含一些独立的功能模块。其中,人机接口部分用于管理机床参数、提供NC 程序全屏幕编辑窗口并且可以在加工过程中动态显示机床加工状态,以实现用户与系统之间的信息交互。数据处理软件部分用于对NC 程序进行语法检查和译码,间隙补偿、加减速控制和插补运算等强实时功能。工作模式控制软件部分提供各种常见的工作模式控制,协调控制机床实时运动,并实现动态图形仿真功能。通信软件部分用于实现PC 机和接口卡之间的双向串行数据通信,保证数据通讯畅通。诊断软件部分可以在系统工作过程中随时发现系统故障、并指示故障类型,以实现在线诊断功能,保证系统正常运行。联机帮助系统提供联机帮助功能。
图2 系统软件的组成图
接口卡软件接收计算机发送的加工信息,驱动电机完成刀具几何位置及运动速度的控制,并且反馈加工信息。PC 机和接口卡之间通过RS-232C 接口,按照自行定义的通信协议,以中断机制实现具体功能的数据传输。整个系统已通过与驱动器和电机的联机调试,取得了符合要求的控制效果。该系统的运行过程分为以下几步:
2.2.1 开启计算机,运行本系统控制软件,检测下位机的连接状态是否正常,如异常会出现提示对话框。软件启动时,计算机上首先显示启动画面,随后便可进入系统控制界面。
2.2.2 设定或复位相关的系统参数后,可进行辅助加工工作:手动控制、回机械零点、对刀、碰边对中((1/2 功能)及各方向置零、温机等。
2.2.3 读入加工代码文件,前台还原显示加工路径文件描述的图形,可检查加工的工件是否超过出了工作台面的范围,后台解释该文件,提取出数控命令和数控数据,将其存储在约定的数据结构中,以供后续加工重复使用。
2.2.4 选择不同加工方式:自动、模拟、选段。加工时,系统实时跟踪加工过程及显示加工进程中相关信息。另外在不关闭控制软件的情况下,用户可在计算机上操作其它软件,不会影响系统的正常运行。
2.2.5 加工过程中,可执行急停和暂停命令。在暂停状态下,可用手动控制任意移动主轴头位置,不会影响继续加工。在加工结束或急停后,自动将主轴头Z 方向提升到安全高度。
2.3 工作过程
本系统共使用了三种加减速控制方法,分别是直线加减速、四次曲线加减速、S 曲线加减速。可以任意选择一种加减速方式来进行实际加工,同时可根据实际情况,调整相应的参数使加工效果更趋于理想。
3 四次位移曲线加减速系统的实验及结果分析
为了验证微线段轨迹加工的实际效果,设计了三种插补器,一种是传统的直线插补器,一种是具有微线段终点控制算法的直线插补器,最后一种是具有微线段插补终点控制算法的四次曲线插补器。对最具代表性的圆弧进行了实际加工,由于篇幅所限,圆弧的代码段不显示了,读者需要请与作者联系。
图3 是经过传统直线插补器插补后的理论曲线和实际加工曲线,由于速度变换频繁,加工过程不稳定,从图中可以看到在实际加工曲线中有微小的锯齿型误差存在。加工时间为2.960s。
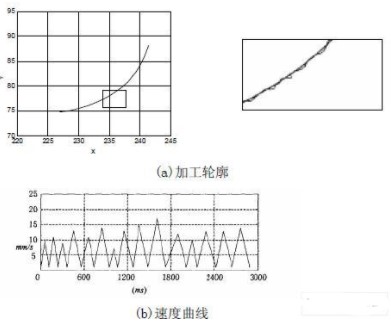
图3 采用传统直线插补器的加工实例
图4 是经过具有微线段终点控制算法的直线插补器插补后的理论曲线和实际加工曲线,从图上可以看出理论曲线和实际加工曲线的差别已经很小,同时基本保持一个较高的速度在运行,在很短的线段内甚至可以达到最高速度,运行时间是1.704s。与上面的方法相比较,效率有很大的提高。
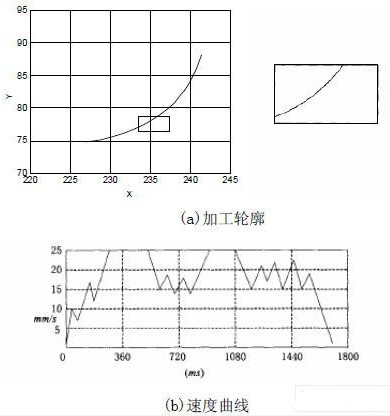
图4 基于微线段终点控制算法的直线插补器加工实例
图5 是经过具有微线段插补终点控制算法的四次曲线插补器插补出来的,实际加工曲线和理论加工曲线已经很逼近,同时速度基本上保持以较大值运行。运行时间是1.820s,虽然加工时间比基于微线段插补终点算法的直线插补器稍微慢一些,但它的柔性和平稳性却是最好的。
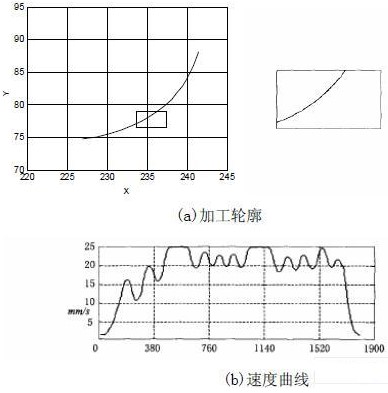
图5 四次曲线插补器加工实例
4 学术价值和创新点
由以上实验数据结果表明,四次位移曲线加减速系统在加减速、定位、微线段插补终点控制等方面都取得了良好的效果。与传统的数控系统相比,性能得到很大的改善。好的加减速算法要求进给过程中速度变化尽可能平稳,即要求系统加减速具有高度的柔性,同时程序复杂度要较小。传统的直线加减速在进给过程中存在柔性冲击,而S 曲线加减速程序分为很多段,变化复杂,实现起来有比较大的困难。而四次曲线加减速具有算法简单,柔性好的优点,是一种值得推广的加减速模式。
-
单片机
+关注
关注
6050文章
44687浏览量
641160 -
CAN
+关注
关注
57文章
2788浏览量
465178 -
数控系统
+关注
关注
5文章
262浏览量
24464
发布评论请先 登录
相关推荐
解析四次位移曲线的CNC数控系统的研究





 工商网监
工商网监
评论