 采用变频器实现皮带称重给料系统的设计
采用变频器实现皮带称重给料系统的设计
1 工作原理与应用
封闭式称重给料机经常用于电力或其它行业锅炉用煤以及固体物料上料的计量给料。给料过程为皮带连续给料。
给料机工作原理胶带/螺旋给料机把经过的物料通过称重桥架进行检测重量,以确定胶带上的物料重量,装在尾部的数字式测速传感器,连续测量给料机的运行速度,该速度传感器的脉冲输出正比于给料机的速度,速度信号和重量信号一起送入给料机控制器,控制器中的微处理器进行处理,产生并显示累计量/瞬时流量。该流量与设定流量进行比较,由控制仪表输出信号控制变频器改变给料机的驱动速度,使给料机上的物料流量发生变化,接近并保持在所设定的给料流量,从而实现定量给料的要求。 给料机将来自于给料仓或其它给料设备的物料输送并通过称重桥架进行重量检测;同时装于尾轮的测速传感器对皮带进行速度检测;被检测的重量信号及速度信号一同送入6150B积算器进行微积分处理并显示以t/h为单位的瞬时流量及吨为单位的累计量。
其内部调节器将实测的瞬时流量信号值与经过通讯板来自于(工控机)DCS的设定流量值进行比较,工控机即工业控制计算机,但现在,更时髦的叫法是产业电脑或工业电脑,英文简称IPC,全称Industrial Personal Computer。工控机通俗的说就是专门为工业现场而设计的计算机。并根据偏离大小输出相应的信号值,通过变频器改变电机转速的快慢以改变给料量使之与设定值一致,从而完成恒定给料流量的控制。累积量信号被送入(工控机)DCS,实现设定给料总量达标停机功能。运输机计量均在坚固的耐压腔体内进行。在输送机计量下部设有刮板式清扫装置,撒落料及飞灰都能被清理到出料口。
1.1结构特点
称重给料机的壳体是由钢板拼焊成的密封槽体,其两端及侧面开有密封良好,方便安装、检修的活动门。输送、计量各部件均固定在槽体两侧壁上,整体刚性好,有利于计量。
电子称重桥架采用N30B型结构全悬浮式,称重传感器精度高、稳定性能好,具有良好的温度补偿性。秤体不须维护,秤架无物料堆积,由此产生的零点漂移的可能性不复存在。零点漂移概念零点漂移可描述为:指当放大电路输入信号为零(即没有交流电输入)时,由于受温度变化,电源电压不稳等因素的影响,使静态工作点发生变化,并被逐级放大和传输,导致电路输出端电压偏离原固定值而上下漂动的现象。
头尾部设有头部清扫器和内部清扫器,能够清扫掉皮带里、外面粘附的粉料,可以避免物料的重复计量和由于粉料粘结而导致的皮带跑偏。头部清扫器刮板为高分子聚乙烯板,内部清扫器刮板为橡胶板。
在底部槽体内还设有链传动式刮板清扫装置。刮板清扫链用于清理飞灰和撒落料。给料机机壳上四周开有观察窗,顶部装有照明灯。可以随时观察给料机里的运行情况,而不须打开门或停止给料机的运行。
主驱动和清扫刮板驱动采用轴装式减速机,结构紧凑、质量可靠,维护量小。减速机是一种动力传达机构,利用齿轮的速度转换器,将电机(马达)的回转数减速到所要的回转数,并得到较大转矩的机构。在目前用于传递动力与运动的机构中,减速机的应用范围相当广泛。
1.2主要配置
每台含有全封闭称重给料机主机一台(含胶带输送机及称重桥架和测速传感器);并配置6105B积算器一只。传感器工作原理的分类物理传感器应用的是物理效应,诸如压电效应,磁致不同样式的传感器(16张)伸缩现象,离化、极化、热电、光电、磁电等效应。被测信号量的微小变化都将转换成电信号。化学传感器包括那些以化学吸附、电化学反应等现象为因果关系的传感器。
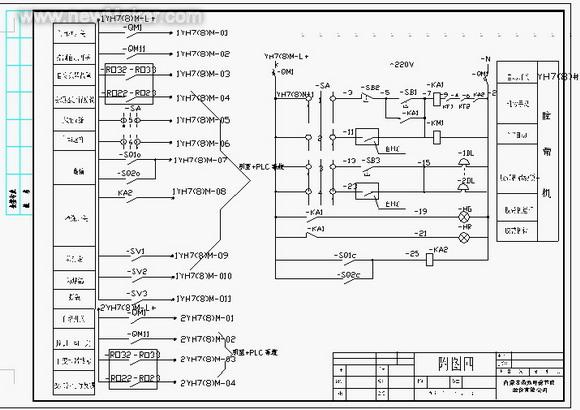
2 操作及控制原理
2.1手动操作:
2.1.1给料机接通主电源前,要注意检查各按钮开关位置,使之处于断开位置,在控制柜操作面板上使给料机工作方式选择开关处于“就地”位置,控制柜中的总电源开关及其它电源断路器置于断开位置。断路器按其使用范围分为高压断路器和低压断路器,高低压界线划分比较模糊,一般将3kV以上的称为高压电器。 低压断路器又称自动开关,俗称"空气开关"也是指低压断路器,它是一种既有手动开关作用,又能自动进行失压、欠压、过载、和短路保护的电器。
2.1.2检查机械秤体部分有无异物卡住或其它影响开机故障,检查皮带是否跑偏,跑偏开关是否复位。
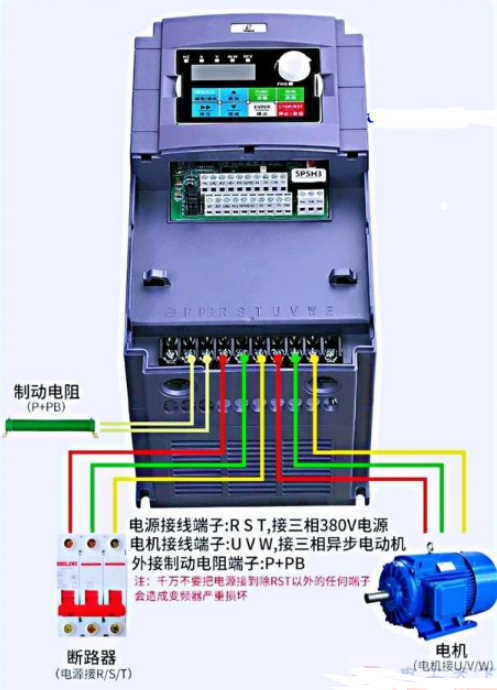
2.1.3检查机械部分正常后,闭合总电源开关,闭合变频器电源开关,此时控制柜内变频器得电,变频器上的LED显示相关信息。操作面板上可以显示变频器输出的运行频率、电流、电压等相关参数,也可以显示变频器的输入状态及输入端连接是否错误或断线等信息。
2.1.4在控制柜中给仪表送电,仪表6105B得电并有显示,流量为0。
2.1.5闭合控制电源开关,此时运行前的准备工作就绪,注意观察系统及故障情况,如有报警需检查故障原因并及时排除故障。
2.1.6设定变频器参数,启动给料机,在变频器操作面板上按“频率增大”按钮,使变频器输出频率增大,输出的电压、电流发生变化且现场电机的转速也发生相应变化;在输送机运行过程中要检查皮带是否跑偏,若跑偏要及时停输送机通过螺旋张紧器对皮带进行跑偏校正。
2.1.7启动清扫链:
通过按钮启动、停止清扫链。
2.1.8仪表参数设定:
在运行一段时间皮带趋于稳定后,可对6105B仪表参数设定,如输入仪表小数点位置、秤的单位、秤容量、传感器容量及其灵敏度,皮带一周长度、标定方式、低流量报警设定等原始参数。
2.1.9称重给料机的标定
首先获取测试周期,然后进行零点标定,零点稳定后可进行间隔标定。间隔标定有实物标定、链码标定、挂码标定等方法。经过几次的间隔标定,使秤达到了称重计量标准,就可以用于物料的正常称重计量、累计。
2.1.10秤标定完成后,就可以进行PID自动控制的调整。PID控制器的参数整定是控制系统设计的核心内容。它是根据被 控过程的特性确定PID控制器的比例系数、积分时间和微分时间的大小。PID控制器参数整定的方法很多,概括起来有两大类:一是理论计算整定法。它主要是 依据系统的数学模型,经过理论计算确定控制器参数。这种方法所得到的计算数据未必可以直接用,还必须通过工程实际进行调整和修改。
首先将变频器的频率设定命令设置在“电压和电流输入”状态,6105B仪表处于“自动”状态,通过键盘设定给料量设定值,则系统进行自动恒量给料状态,适当调整PID参数,使系统响应快、超调小,达到最佳控制状态。6105B仪表根据给料量设定值,通过输出4~20mA信号控制变频器自动调整皮带机转速,使动态流量尽可能接近设定值,同时仪表显示出控制误差值。
2.1.11故障处理及信息显示:
在手动运行时,可能出现的故障会以指示灯量显示于控制柜上。指示灯分别代表电源指示、输送机运行指示、清扫链运行指示、堵料报警指示、清扫断链报警、变频器故障指示、跑偏报警指示和断料报警指示等。
2.2远程自动控制
进入自动工作方式之前,请注意将所有给料机按上述方法调试,只有经过调试确认给料机完全工作正常后才可以进行自动工作。
2.2.1需自动运行,系统全部送电,这时将控制柜的操作旋钮旋到远程位置,在接收到远程启停指令信号后(在出料闸门开时),输送机自动运行。
2.2.2这时,控制柜上的指示灯表明:系统控制回路得电;输送机正在运行。
2.2.3在接到远程停止指令信号时,系统将停止输送机运行。
2.2.4在输送机运行过程中,如果清扫机控制开关处于自动运行位置,清扫机将进行间歇自动运行。
2.2.5在系统运行过程中,设备的运行和报警情况都会有显示,并这些信号按照一定的要求送给DCS使用。
3 结束语
自从称重给料机系统的投运以后,皮带输送机通过变频器的控制,使得固体物料的称重给料系统得到稳定运行,为下道工序的生产提供了重要的基础。
-
控制器
+关注
关注
112文章
16382浏览量
178331 -
变频器
+关注
关注
251文章
6563浏览量
144957 -
PC
+关注
关注
9文章
2086浏览量
154283
发布评论请先 登录
相关推荐
如何给电机选择合适的变频器

艾默生工控产品在皮带机启动控制中的应用
皮带运输机高压变频器的设计

英威腾矢量型高压变频器在煤矿皮带机上的应用

变频器在井下皮带机上的应用
如何给电机选择合适的变频器,如何选择大功率变频器型号
浅谈变频器在皮带机领域的应用及优势
如何使用变频器给电机调速

变频器在洗煤厂皮带机上的应用





 工商网监
工商网监
评论