 中空吹塑机电气控制系统的原理、组成及温漂问题解决
中空吹塑机电气控制系统的原理、组成及温漂问题解决
1. 概述
中空吹塑成型是将从挤出机挤出的,尚处于软化状态的管状热塑料性塑料坯料放入成型模内,然后通入压缩空气,利用空气的压力使坯料沿模腔变形,从而吹制成颈口短小的中空制品。空吹塑又称吹塑模塑 是借助于气体压力使闭合在模具中的热熔型坯吹胀形成中空制品的方法,是第三种最常用的塑料加工方法,同时也是发展较快的一种塑料成型方法。吹塑用的模具只有阴模凹模与注塑成型相比,设备造价较低,适应性较强,可成型性能好(如低应力),可成型具有复杂起伏曲线 ( 形状 ) 的制品。吹塑成型起源于19 世纪30年代。直到1979年以后,吹塑成型才进入广泛应用的阶段。中空吹塑机主要是用于生产瓶、壶、罐、桶及小型异形件等各种单层、双层(双层)可视液位线吹塑中空制品,特别适用于PVC、PE、PC、PP、PS、PA等原料的中空吹塑。市场前景看好。
中空吹塑成型机原理为“挤—吹”成型。挤出机均采用变频电机调速,既可获得大的调速范围以满足不同制品的要求,又可使挤出型坯相当稳定,以保证产品重量的统一。挤出机塑化的熔融塑料经挤出机头形成型坯,型坯进入模具吹塑成型,即完成一个循环。
中空吹塑机由机械,电气,液压,气路,水路及伺服油源(选配)等部分组成:
机械部分包括:挤出装置;机头;移模和开合模机构;机架;升降机构;吹气装置;坯料电热切刀;抬模头装置;除溢装置等。
气路部分:用于气缸工作及制品的吹塑等部分。
水路部分:冷却水供模具、机筒、吹针、减速箱等部位的冷却用。
2. 系统描述
中空吹塑机采用变频电机的调速控制系统;机头及挤出机的加热与温控系统;动作程序控制系统(PLC)及相应的安全防护系统等。人机界面采用触摸屏输入。
加料挤出装置启动转矩较高,变频器采用施耐德ATV58高力矩系列,ATV71系列等,PLC采用Twido 40点本体加扩展模块;由于温度加热段一般都有6-8段,采用施耐德专用温度模块8路输入。触摸屏采用施耐德的XBTG触摸屏做主站,PLC做从站,通讯使用Modbus协议。变频器速度给定由外部电位计给定。Modbus 协议是应用于电子控制器上的一种通用语言。通过此协议,控制器相互之间、控制器经由网络(例如以太网)和其它设备之间可以通信。它已经成为一通用工业标准。有了它,不同厂商生产的控制设备可以连成工业网络,进行集中监控。此协议定义了一个控制器能认识使用的消息结构,而不管它们是经过何种网络进行通信的。它描述了一控制器请求访问其它设备的过程,如何回应来自其它设备的请求,以及怎样侦测错误并记录。它制定了消息域格局和内容的公共格式。
工艺流程:机筒模头加热保温—启动挤料—成型管坯—[合模—吹针上—电热切片切段管坯—抬模头上—模架右移—吹针下移—吹气冷却定型—吹针微抽—拉底下—开模—开模吹针上—模架左移—拉底上—合模>自动循环。其中开模出成品。
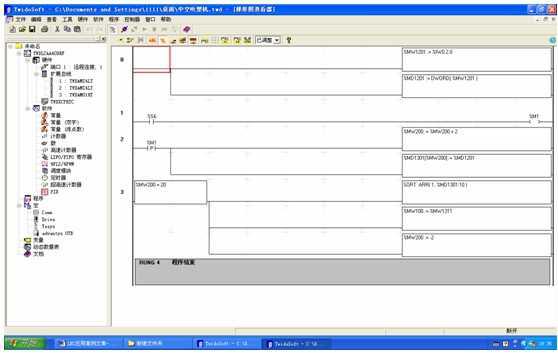
3. 解决温度漂移问题
由于中空吹塑机采用Twido PLC实现全自动控制,而中空吹塑成型机是通过加热塑料粒子“挤—吹”成型的机器。主要的控制思想是:通过施耐德PLC温度模块每隔0.1s(可以人为改变采集一次的时间)采集一次信号,当达到采集十次时进行排序,取中间一个值,第一次开机作为温度输出值,同时送到中间变量中保存,直到保存到5次,除去两个最大值,除去两个最小值,取中间一个值作为正常温度输出值。PLC编程思想如下:
对于温度加热,采用温度范围(即温度控制区域)来控制加热器什么时候开,什么时候关,而不是采用温度控制点来决定加热器的开关。这样温度一旦加热到设定温度,即在稳定的范围内加热,同时加热器接触器也不是很频繁的工作,接触器(Contactor)是指工业电中利用线圈流过电流产生磁场,使触头闭合,以达到控制负载的电器。接触器由电磁系统(铁心,静铁心,电磁线圈)触头系统(常开触头和常闭触头)和灭弧装置组成。其原理是当接触器的电磁线圈通电后,会产生很强的磁场,使静铁心产生电磁吸力吸引衔铁,并带动触头动作:常闭触头断开;常开触头闭合,两者是联动的。当线圈断电时,电磁吸力消失,衔铁在释放弹簧的作用下释放,使触头复原:常闭触头闭合;常开触头断开。既保证了接触器的使用寿命,又保证了温度的稳定性,对提高产品的质量和产量有很大的帮助。具体编程思想如下:
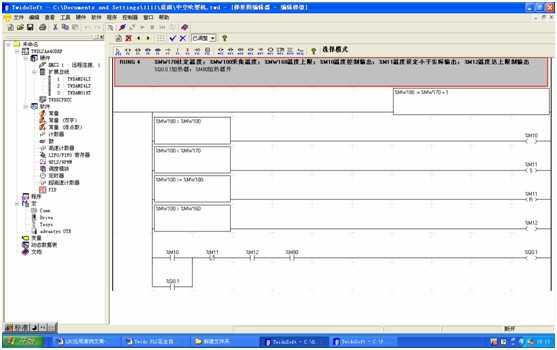
为了最大限度的减少温度漂移,在加热器吸合的2秒内,让温度模块不采集信号,这样可以减少由于接触器吸合时电流对温度的影响。
4. 结束语
中空吹塑机电气控制系统采用触摸屏+Twido PLC进行控制,各时间、压力、温度参数随心可调,有报警查询等,能适合各种功能的匹配。自动化程度高:能完成从上料到合格制品的全自动循环工作。采用施耐德全套方案,系统非常稳定,温度漂移非常小,提高了产品质量和产量,得到客户的高度赞誉。
-
控制系统
+关注
关注
41文章
6671浏览量
110969 -
plc
+关注
关注
5019文章
13400浏览量
465955 -
变频器
+关注
关注
251文章
6596浏览量
146052
发布评论请先 登录
相关推荐






 工商网监
工商网监
评论