 采用0TD系统及c系列的CNC机床的应用
采用0TD系统及c系列的CNC机床的应用
数控(英文名字:Numerical Control 简称:NC)技术是指用数字、文字和符号组成的数字指令来实现一台或多台机械设备动作控制的技术。数控一般是采用通用或专用计算机实现数字程序控制,因此数控也称为计算机数控(Computerized Numerical Control ),简称CNC,国外一般都称为CNC,很少再用NC这个概念了。 数控机床它所控制的通常是位置、角度、速度等机械量和与机械能量流向有关的开关量。数控的产生依赖于数据载体和二进制形式数据运算的出现。1908年,穿孔的金属薄片互换式数据载体问世;19世纪末,以纸为数据载体并具有辅助功能的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代计算机,包括计算机数字控制系统的基础。数控技术是与机床控制密切结合发展起来的。1952年,第一台数控机床问世,成为世界机械工业史上一件划时代的事件,推动了自动化的发展。
现在,数控技术也叫计算机数控技术(CNC,Computerized Numerical Control)是一种由程序控制的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,通过计算机将其译码,从而使机床执行规定好了的动作,通过刀具切削将毛坯料加工成半成品成品零件。目前它是采用计算机实现数字程序控制的技术。这种技术用计算机按事先存贮的控制程序来执行对设备的运动轨迹和外设的操作时序逻辑控制功能。由于采用计算机替代原先用硬件逻辑电路组成的数控装置,使输入操作指令的存贮、处理、运算、逻辑判断等各种控制机能的实现,均可通过计算机软件来完成,处理生成的微观指令传送给伺服驱动装置驱动电机或液压执行元件带动设备运行。
1.0T数控系统的应用
数控车床一般为2轴联动的CNC机床,采用0TD系统及c系列全数字交流伺服驱动和主轴驱动的方案基本上能满足数控车床的数控改造。
(1)系统配置0TD 的系统配置如图1所示。系统由主板以及插在主板上的电源板、轴板、I/O板、 图1 0TD系统配置存储器板等组成,系统内置PMC。为了便于使用编辑卡进行梯图编辑,选用带软键的9in CRT/MDI单元。
(2)进给伺服回路车床一般为2轴控制,因此只需选用2轴轴卡。伺服回路如图2,机床半闭环控制时,位置反馈和速度反馈均由伺服电机内置编码器实现。全闭环控制时,外置编码器或直线尺作位置反馈,内置编码器作速度反馈。对于无主轴伺服的场合,选用带电源的SVM型伺服放大器,对于有主轴伺服的场合,选用不带电源的SVM型伺服放大器。
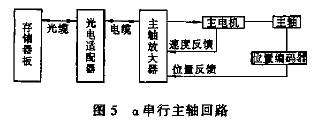
(3)aC串行主轴回路aC串行主轴回路如图3。存储器板与主轴放大器之间使用光缆通过高速串行接口进行连接。
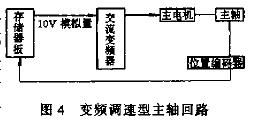
(4)变频调速型主轴回路机床主轴调速可以采用三相交流电机作主机,系统输出IOV模拟量命令给交流变频器进行主轴词速,如图4所示。
迄今为止,已采用16套0TD系统改造数控车床14台。
2.OM 数控系统的应用
0M 系统主要用于数控铣床和加工中心的控制。
(1)BSIO0数控铣床的改造该机床系专用铣床只能铣平面,3个坐标轴不能联动。进给驱动为SIMENS直流伺服,其控制使用PLC调整极不方便。
改造方案采用0MD系统,x、Y、Z3个坐标轴均采用aC12交流伺服电机。主运动不作改动,仍沿用原机械变速。改造后,该铣床为通用数控铣床,可以3轴联动。
(2)XK715B数控铣床的改造 采用0MD系统x、Y、Z3个坐标伺服电机分别为aC22、aC22、aC30B。考虑到aC系列主轴伺服为开环速度控制,控制精度不高,故主轴伺服采用tl系列。a 串行主轴回路如图5。位置编码器可以接至主轴放大器,也可以接至存储器板。
该机床主要用于模具加工,其加工程序较长。现设计3DNC运行方式,计算机只将加工程序传到系统缓冲区,边传送边运行。
(3)XH754卧式加工中心的改造 该机床原控制系统为FANUc一6M,立柱固定,主轴箱在立柱上做上下移动(Y轴),工作台可在水平面上做两坐标直线运动(X 轴和z轴)以及5。×72等分分度(TAB轴)。机床采用无机械手换刀系统,换刀时,由主轴箱运动到刀库上的换刀位置,利用主轴直接取走或放回刀具。
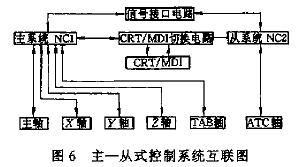
由于0MD最多只能控制4个坐标轴,采用两套OMD以主一从方式运行实现5坐标轴的控制如图6。NC1和NC2经信号接口电路互连,NC1为主,NC2为从。为了尽可能减少两系统间的信号互换,机床的控制尽量集中到NC1,只将刀库轴的运动控制分割到NC2。改造后,运行稳定可靠,加工节拍由6min45s缩短为5minl5s。
(4)ZH5120立式钻削中心的改造原控制系统为FANIIc一3M。改造采用0MC系统,进给驱动为n交流伺服,主轴为a交流串行主轴。此方案还具有如下特点:① 该机床刀库为纯机械式换刀,刀库换刀是通过z轴短距离的运动来进行。因此,换刀程序用宏程序编制。换刀宏程序体由T代码调用。②自动、MDI以及JOG方式均可进行换刀操作。③ 主轴电机采用内置㈣s。r作位置反馈和速度反馈,以便进行刚性攻螺纹。
3.0G数控系统的应用
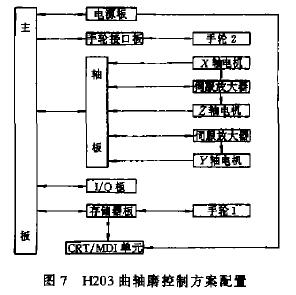
H203曲轴磨床原采用大隈OSP5000型控制器。改造方案采用0GCC系统,3个坐标轴均采用绝对位置测量的a系列交流伺服电机,如图7。选用4轴轴卡,即x、Z、Cf、Y4轴。Cf轴为旋转轴,y轴可以定义为直线轴,但不能进行圆弧插补,也不能进行刀具补偿。
机床加装回零撞块困难,故采用无撞块方式回零。建立的零点是任意的机械位置,由于伺服系统采用绝对位置测量,一旦机床零点建立起来以后,只要电池不掉电,该机床零点将一直保持不变。
加工程序和修整程序均采用B型用户宏程序编制。加工程序按主程序方式编制,修整程序按子程序方式编制。对于使用用户宏程序B的场合,选用全键式CRT/MDI单元。砂轮每次修整后,x轴和y轴需要进行补偿。x轴的补偿引用刀具补偿变量 2002。由于y轴不能使用刀具补偿,引用y轴偏置变量 2401作y轴补偿。
由于工艺要求至少有2点的尺寸,即半精磨和精磨终到尺寸由量仪控制,因此系统配置了多点跳动功能(Multi—step Skip)。半精磨和精磨使用G31指令,在执行G31的中途, 由外径量仪输入跳过信号(P2或P3)冲止该指令的剩余部分,转而执行下一个程序段。
-
计算机
+关注
关注
19文章
7520浏览量
88247 -
自动化
+关注
关注
29文章
5598浏览量
79430 -
数控机床
+关注
关注
19文章
786浏览量
46529
发布评论请先 登录
相关推荐
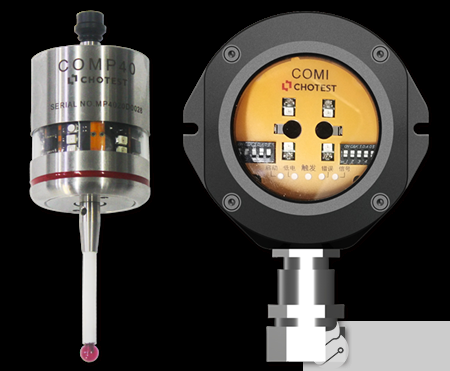
COMP机床测头在CNC加工生产中的优势是什么
数控机床的常用CNC参数汇总
PLC、CNC与数控机床的关系

cnc机床测头工作原理





 工商网监
工商网监
评论