 交流接触器动态过程中弹跳控制方法和控制流程的研究
交流接触器动态过程中弹跳控制方法和控制流程的研究
引言
交流接触器是一种广泛用于电动机控制、电气传动以及自动化控制领域中的电器设备。接触器吸合动作过程中由于触头之间以及铁心之间的碰撞将会产生明显的弹跳现象,如何减少这种现象是现今交流接触器研究的一个重点。以往接触器动态控制的研究中,对于触头和铁心闭合状态的检测有多种方法,如通过检测触头或衔铁的速度、位移等方法,判断触头和铁心的闭合状态。现通过对吸合过程中线圈电流进行检测,来实现交流接触器动态过程控制,从而改善动态过程特性,达到减少动态过程弹跳、节能的目的。
1 交流接触器动态吸合过程
交流接触器电磁铁主要由线圈和铁心构成,线圈通电后,通过电磁线圈产生电磁吸力,当电磁吸力大于弹簧反力时,带动衔铁和动触头运动。
交流接触器要可靠运行必须保证吸、反力特性的良好配合。
交流接触器的吸合过程可以分为两个阶段:
(1) 触动过程。是指从线圈通电到电流增加到触动电流的过程,这一过程吸力小于或等于反力,动铁心处于静止状态。
(2) 运动过程。是指动铁心开始运动到完成吸合的过程,在这一过程中,吸力大于反力。当吸力大于弹簧的反力时,动铁心开始运动直至动、静铁心完全闭合,期间都包含着电磁、发热、机械等过程。
吸合过程中电路上遵循电压平衡方程,在力学上遵循达朗贝尔运动方程,在磁场上遵循麦克斯韦方程。这些相互联系的方程构成了描述动态过程的微分方程组(1)。

式中
u———线圈励磁电压
R———线圈电阻
i、Ψ———分别为线圈电流及电磁机构的磁链
m1、m2———电磁机构运动部件( 下标1、2 分别表示动、静铁心) 归算到铁心极面中心质量
x1、x2———电磁机构运动部件( 下标1、2 分别表示动、静铁心) 归算到铁心极面中心位移
t———时间
Fx、Ff1、Ff2———相应为折算到铁芯极面中心处动态吸力和运动反力( 下标1、2 分别表示动、静铁心),弹簧反力是位移的函数,而空气阻力则是dx1 /dt、dx2 /dt 的函数
Wμ———电磁系统的磁能
整个吸合过程是电能、磁能、机械能等能量的转换过程。动态过程的弹跳由动铁心的动能决定,任一阶段的动能由吸、反力做功的差值决定,在反力做功已知的前提下,主要由吸力做功决定。
在运动部分质量一定的情况下,减小运动部分速度就可减少弹跳,即控制线圈上的电流就可减少运动过程中的弹跳。
2 交流接触器电磁机构电路模型与吸合时刻检测
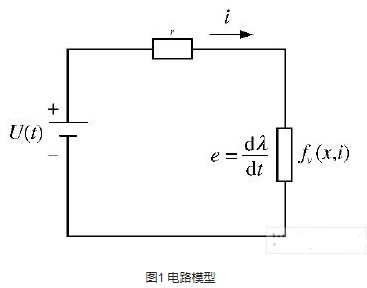
交流接触器的电磁机构简化电路模型如图1所示。图中:U(t)为线圈激磁,r 为线圈电阻,e 为线圈的感应电动势,λ 为磁链线圈的电感与导线的线径,与匝数及铁心的导磁率等因素有关;在线圈参数一定的情况下,线圈电感在运动过程中是位移的函数,与气隙的大小有关;在触动阶段,动铁心的位移不变,线圈电感可以近似认为是常量。

其中,时间常数τ = L /r,动铁心运动前可认为是一常量。另外,线圈电流的变化还受到控制电压合闸角度的影响,可设定输入电压和合闸角度,仿真求得线圈电流的轨迹。
交流接触器吸合过程中由于电流的波动,依靠单点采样吸合电流值检测吸合时刻( 运动过程的开始时刻) 并不准确,这里采用一种电流积分方法判别接触器的吸合时刻。当吸力大于反力时,动铁心开始运动。对于同一电磁机构,动铁心运动需要克服的反力可认为是一定的( 主要是弹簧的反力),对于不同电压等级,所需要的吸合电流不同,吸合时刻也不同,但在同一电压等级下,通过试验分析,同一接触器在吸合阶段的吸合电流有效值是近似相同的,因此,可以采用在一定时间内的电流积分方法来动态检测吸合时刻。下面是利用单片机控制实现电流采样的计算过程。
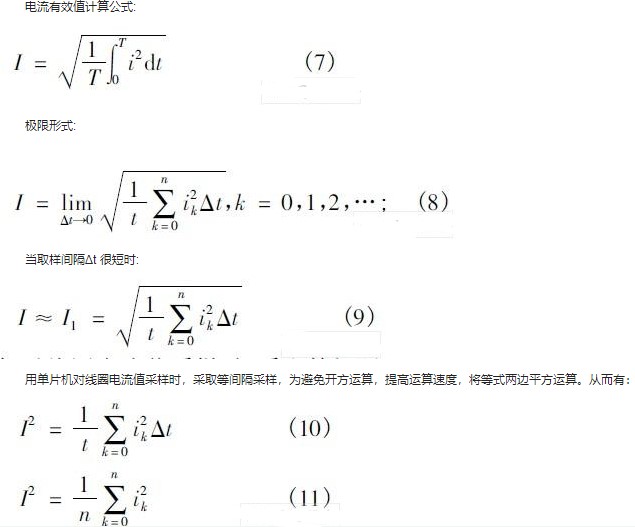
可通过提高采样频率,减小采样间隔,来修正计算带来的误差。
3 交流接触器动态过程控制
电磁铁的激磁方式分为交流激磁和直流激磁。交流激磁存在激磁能量可控性差、能量损失严重、噪声大等问题,为改善动态过程,直流激磁方式逐渐被采用。
3. 1 控制原理框图
整个控制系统如图2 所示,由电源模块、驱动模块、控制回路模块、微控制器等组成。电源部分为驱动模块和控制器供电;微控制器为驱动模块提供控制信号;控制回路控制电磁线圈的供电,并测量线圈电流作为反馈信号,为动态控制提供依据。

图2 系统框图。
3. 2 控制流程图
吸合时刻的检测利用线圈电流积分的方法来实现。将动态过程进行分段调整,以电流积分法检测吸合时刻作为调整的标志,整体控制框图如图3 所示。

首先对吸合控制电压进行检测,当达到安全工作电压后,开始检测控制电压过零点,以确定采样的起点,确定采样间隔,之后进行线圈电流的采样,进行吸合时刻的判断,检测到吸合时刻后,进行保持阶段的调节,实现低电流保持,降低功耗。
4 试验对比分析
试验采用以上控制方法,以传统交流接触器线圈作为试验对象,在不同电压等级下对整流后控制电压有无反馈的控制方法做了对比试验。采用带电流反馈的直流激磁控制前后波形的对比如图4、图5 所示。弹跳现象如图6 所示。控制前后的试验对比数据如表1 所示。

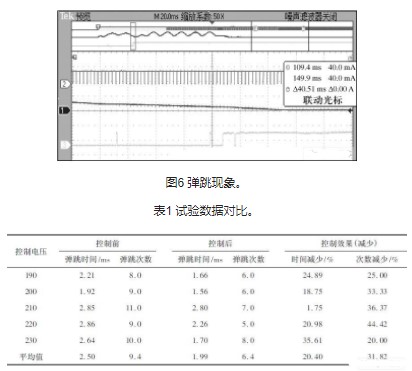
对控制前后不同控制电压下吸合过程中的弹跳时间和弹跳次数进行了对比,如图7 所示。在不同控制电压下,智能控制在触头弹跳时间和触头弹跳次数上效果,如图8 所示。上述的数据和图表表明,采用动态反馈控制后,吸合过程触头弹跳时间和弹跳次数减少。由于触头的弹跳会产生电弧,而且弹跳持续时间越长,燃弧时间就越长,电弧产生的能量对触头侵蚀,碰撞对触头和电磁铁磨损越严重,从而减少了电器的寿命。对在控制电源电压Us的85% ~ 110% 范围内电压(190、200、210、220、230 V) 下进行实验的数据进行求均后,计算得出采用动态控制后触头的弹跳时间能够减少20. 40%,触头的弹跳次数能够减少31. 82%。

5 结语
通过以线圈电流积分的方法作为吸合时刻检测的依据,调节线圈供电,来减少运动过程的弹跳,试验结果表明该方法可明显减少弹跳的时间和次数。通过电流反馈控制保持时线圈的电流,使线圈功耗降低。
-
线圈
+关注
关注
14文章
1828浏览量
44466 -
电动机
+关注
关注
74文章
4110浏览量
96355 -
接触器
+关注
关注
63文章
1197浏览量
64413
发布评论请先 登录
相关推荐
用于控制电容器组投切的新型智能交流接触器







 工商网监
工商网监
评论