 JD-BP32-90T变频器在调度绞车中的应用介绍
JD-BP32-90T变频器在调度绞车中的应用介绍
1 引言
位于江苏省沛县境内的大屯煤电公司建立 30 年来 , 依靠倒推成本 、 科技创新等方式 , 始终保持旺盛的市场竞争力 , 成为我国煤炭行业唯一一家自投产以来从未亏损过的企业 。 大屯选煤厂是大屯煤电公司的下属单位之一 , 于 1979 年 4 月兴建 ,1982 年 9 月投产 , 是一座年处理能力 210 万吨的矿区选煤厂 。选煤厂在生产中采用了大量的先进工艺和技术,变频调速技术在该厂得到了广泛应用。 该厂有两台调度绞车 , 该设备是铁路煤仓调运铁路车辆的专用设备 , 可调运整列列车 。
2原设备存在问题
大屯选煤厂有两台调度绞车 ,该调度绞车采用双速三相异步电动机拖动,电机参数为:
电机型号 YDJ-45/55-4/8
额定电流 84.4/114.8A
额定转速 1473/733rpm
额定功率因数 0.8
绝缘等级 B
该调度绞车在未采用变频器前 ,用户首先采用工频45KW电机高速将铁牛从牛棚里拉出,经过40min拉到位,与列车车厢连接,然后装车。采用55KW电机低速拖动车厢,由于用户出料口出料时多时少,绞车为配合列车装煤 , 需要频繁起动 、 停止 , 启动电流比较大 , 接触器的触点及线圈经常损坏 , 影响了列车的正常装车 。 为了提高装车效率 , 大屯选煤厂决定选用我山东新风光电子科技发展有限公司生产的 JD-BP32-90T 变频器对其调度绞车进行变频调速改造 。 改造达到了预期目的 , 现对改造方案作一介绍 。
3 调度绞车变频控制系统
调度绞车变频控制系统设备包括变频控制柜 、 PLC、主操作台。
供电电源为 AC380V,50Hz,三相四线制,由外部用户开关引至变频控制柜,内设总开关,其额定容量根据装机总容量选配,具有短路、过载、失压等多种保护功能。
控制及信号电源为 AC220V,由单相隔离变压器供电,变频控制柜设有风机进行通风散热。主电路主要有变频器电机回路,控制回路主要有西门子PLC、检测元件、电磁阀、中间继电器及指示灯等组成。
( 1)变频控制柜
内设保护变频器的断路器、风光变频器、及三相双掷开关等。
系统采用我山东新风光电子科技发展有限公司生产的提升机专用变频器,该产品具有较大的启动力矩、加速力矩和制动力矩,电机可在四象限运行,并且具有能量回馈单元,将制动时产生的再生能量回馈给电网。本产品除一般变频器所具有的过压、欠压、过载、短路、温升等多种保护功能外,还具有开机连锁保护,自动限速保护,完全适用调度绞车要求的力矩大,频繁启停、频繁加减速及四象限运行等运行特点,是矿用调度绞车变频改造的理想选择 。 变频器上的数字输入、数字输出接口与 PLC 相连,交接信息,随时控制调度绞车的运行速度。在变频器中可设置加减速时间, S 形速度曲线加速 , 可最大限度地减小启动过程中的机械冲击,对调度绞车具有较高的安全性。
( 2 ) PLC 控制柜
PLC 控制系统采用德国西门子 PLC 系列,模块化结构,配置包含有数字输入、输出模块、模拟量模块、电源模块、 CPU 模块等。在本系统中采用采用西门子 CPU224 和模拟量模块 EM232 。 CPU224 有 14 个( I/O )输入接口和 10 个输出接口。模块 EM232 控制变频器的运行频率,进而控制电机的转速。
PLC 输入数字信号有:控制调度绞车运行的正转指令信号,反转指令信号,停机指令信号,低速指令,中速指令,急停指令,变频器故障复位,控制调度绞车的东限位开关信号,西限位开关信号,断绳保护信号,变频器故障信号 。 。 PLC 输出信号有开停机信号,正反转信号,复位,急停及各种状态指示信号。 PLC 的模拟量输出信号用来控制变频器的运行频率。 PLC 通过程序对输入指令信号进行各种逻辑处理,转换成一套高效执行的控制指令,控制执行元件,完成自动化控制功能。
( 3 )主操作台
主操作台装有调度绞车运行距离的监控显示,以方便司机进行操作控制。其操作采用手柄的方式。为不改变司机的操作习惯,仍采用原操作台控制。
4 风光变频器 JD-BP32-90T 主要技术指标
变频器额定功率 90KW
额定输出电流 170A
输入频率 45Hz~55Hz
允许电压波动 ±20%
频率分辨率 0.01Hz
过载能力 160%连续1min 220% 1.5S
转矩特性:
启动转矩大于两倍额定转矩;
低频转矩, 6Hz时大于1.6倍额定转矩
直流制动、回馈制动等多种制动方式。
除一般变频器所具有的各种保护功能之外,还具有开机连锁保护,自动限速保护功能等,确保调度绞车安全,避免各种事故发生。
5 90KW大屯绞车接线图
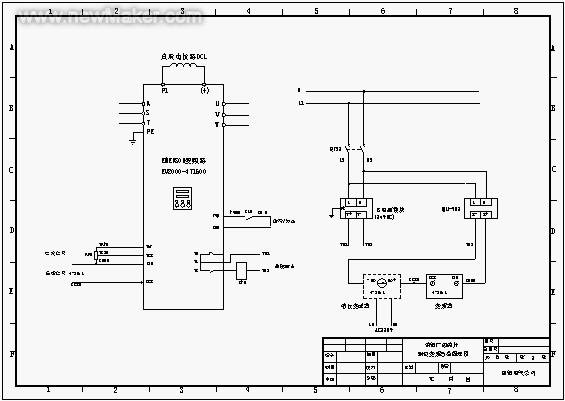
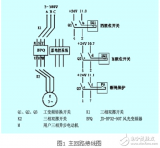
(1)主回路接线图
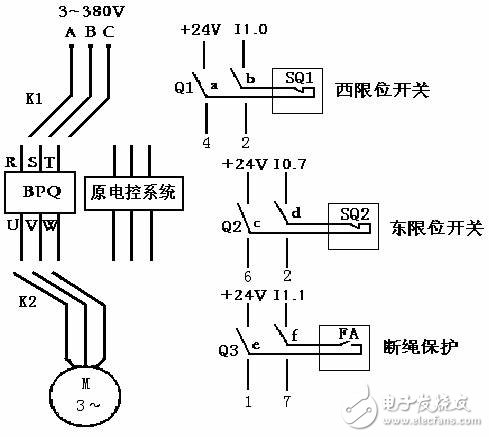
图 1主回路接线图
Q1、Q2、Q3 工变频转换开关
K1 三相双掷开关
K2 三相双掷开关
BPQ JD-BP32-90T风光变频器
M 用户三相异步电动机
( 2 ) PLC 接线图
在该系统中 , 西门子 PLC 接线如下图 2:
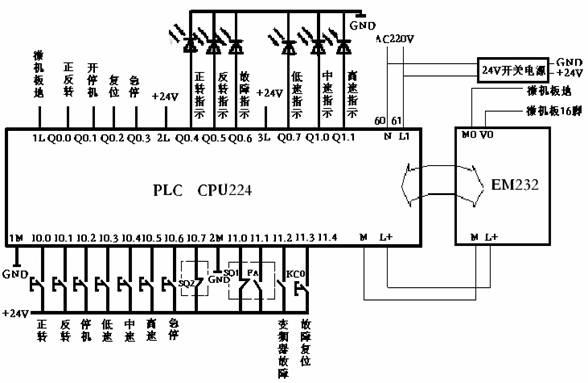
图 2 西门子 PLC 接线图
KC0 为变频器内部故障继电器常开触点。
用户通过操作台发出各种指令,经过 PLC 处理后,给出开停机等各种动作信号。由模拟量模块 EM232 接受 CPU224 发出的指令,给出模拟电压信号控制变频器的频率高低,进而控制调度绞车电机的速度大小。
6 PLC 控制流程图及程序
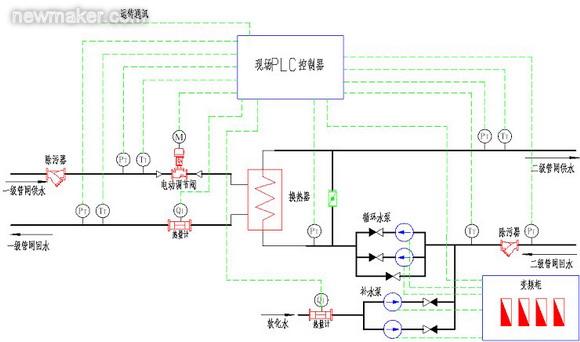
( 1 )系统 PLC 控制流程如下图 3 示 :
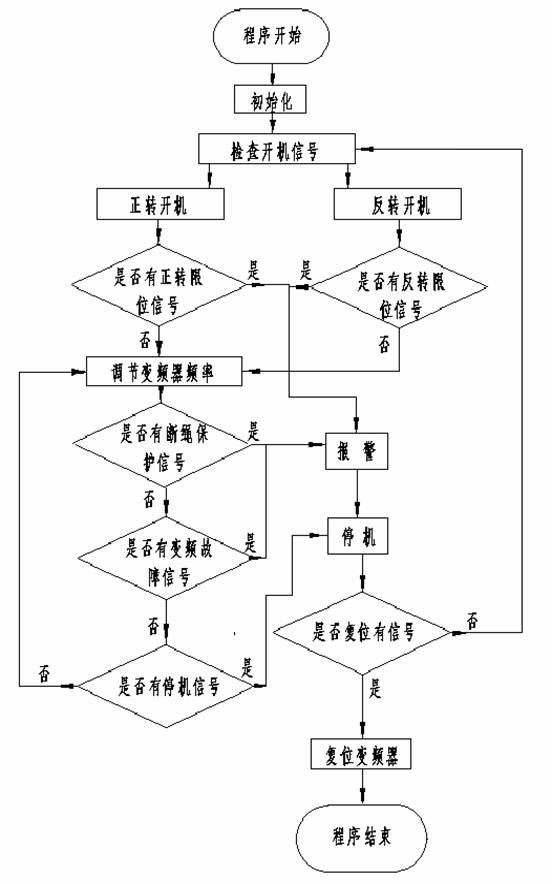
图 3 PLC 控制流程图
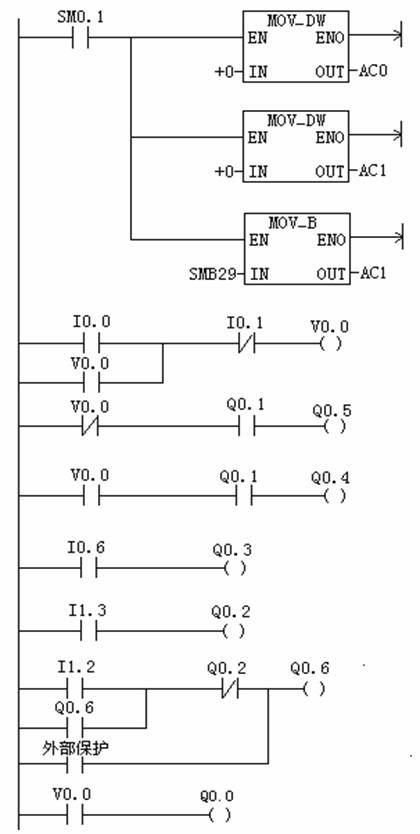
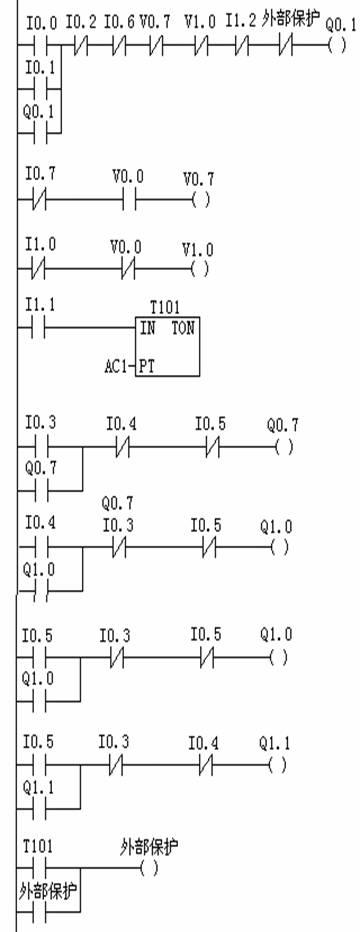
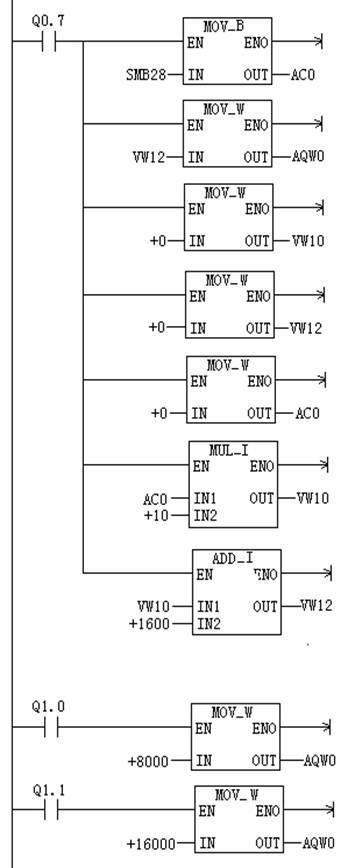
( 2 )系统 PLC 控制程序如下:
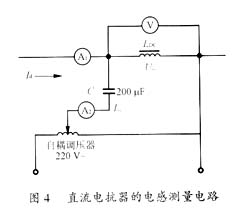
7 对再生能量的处理
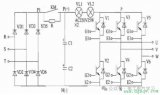
为了再生能量能够回馈电网,变频器的主回路采用双向逆变方案。主回路原理示意图如图 4 示。
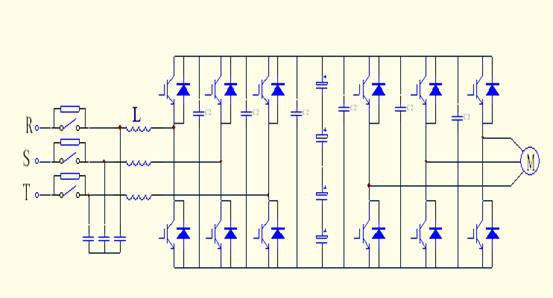
图 4 主回路原理示意图
8 调度绞车变频控制系统的主要优点:
( 1 )变频系统甩掉了原电控系统用的交流接触器,设备不再频繁启动,提高了系统的可靠性。
( 2 )变频系统实现了低频低压的软启动和软停止, S 形速度曲线加速,使运行更加平稳,机械冲击小,延长了机械设备的使用寿命。
( 3 )采用德国西门子 PLC ,抗干扰性强,能在比较恶劣的情况下使用,方便地适应工艺现场要求,使整个系统性价比高。
( 4 )采用能耗制动、回馈制动技术,成功解决了调度绞车在快速减速或急停时的再生发电能量处理问题,保证了变频器的安全运行。
( 5 )节能效果显著。变频改造后,据实测,节电效果可达 40% 左右。
( 6 )采用变频控制后,原双速电机不用更换,将原电机当作 45KW 高速电机使用即可,节约了用户投资。
( 7 )提高了生产效率。采用变频控制后,当出料口的出料多时,变频器采用中速拖动列车车厢前行;当出料少时,变频器采用低速缓慢拖动列车装车,不再需要电机频繁启动。用户 50 节列车车厢装料,若用原电控系统需要 30min ;变频改造后,仅需要 21min ,大大提高了装车效率。
9 结束语
总之,风光牌 JD-BP32-90T 变频器在大屯选煤厂调度绞车上的改造是成功的。它不仅大大提高了生产效率,而且节电效果显著,可以在类似场合大力推广。
-
变频器
+关注
关注
251文章
6471浏览量
144096 -
电机
+关注
关注
142文章
8898浏览量
144961 -
接触器
+关注
关注
63文章
1191浏览量
64203
发布评论请先 登录
相关推荐
变频器在环境风洞中的应用
变频器在调度绞车的实现
变频器在薄膜制袋机中的应用
典型变频器的结构组成及典型变频器的使用
变频器在石油钻井网电改造中的应用





 工商网监
工商网监
评论