 采用RFID技术对仓储物流入库流程分析与效率进行优化
采用RFID技术对仓储物流入库流程分析与效率进行优化
引言
随着国际物流业的迅猛发展,大量的信息技术被采用以提高该行业的服务效率和质量,但仍有很多工作仍主要依靠人工来完成,例如货物的清点、盘库和数据录入等。由于这种数据收集方式难以标准化,导致了仓库空间利用率降低,劳动生产率低下,最终影响企业效益。
RFID作为一项识别技术,与在物流业内广泛使用的另一项技术——条码技术相比,有其独特的一面。推广RFID技术,让该技术尽快发挥其对物流行业强大推动作用,是国内物流企业尽快加入RFID技术应用的大趋势 。
1 物流中心与RFID技术介绍
1.1 物流中心的主要功能及发展趋势
物流中心的主要功能包括运输、仓储、装卸搬运、包装、流通加工、物流信息处理等,并且物流中心的功能应该根据情况向上、向下进行延伸,在实际设计中最为关键的是要确定如何根据情况向上、向下延伸及延伸的范围。现代物流发展趋势为:
物流的系统化趋势;
物流的信息化趋势;
物流中心、批发中心、配送中心的社会趋势;
仓储、运输的现代化与综合体系化趋势;
物流与商流、信息流一体化趋势;
可以清楚地看出,物流发展的五大趋势里非常突出的是信息化。因此,物流中心的发展趋势在现代物流发展的大前提下,尤其需要重视的是信息技术的发展及应用[4]。
1.2 射频识别技术(RFID)及其特性介绍
RFID(Radio Frequency Identification,无线射频识别),是一种非接触式的自动识别技术,它通过射频信号自动识别目标对象并获取相关数据,识别工作无须人工干预,可工作于各种恶劣环境。与传统的条型码、磁卡及IC卡相比,标签具有非接触、阅读速度快、无磨损、不受环境影响、寿命长、便于使用的特点和具有防冲突功能,能同时处理多张卡片。RFID技术可识别高速运动物体并可同时识别多个标签,操作快捷方便。在国外,射频识别技术已被广泛应用于工业自动化、商业自动化、交通运输控制管理等众多领域。
2 物流中心入库流程分析及效率优化方案
2.1 现有入库流程:
◆入库计划录入:
录入入库货物基本信息包括数量、尺码、重量、预计时间等,有的还可提供条码序列;
◆送货车辆登记:
此环节控制进入收货区的车辆,防止过度拥挤而降低效率;
◆理货:
清点货物,记录具体货物信息,包括扫描、打托等;
◆入库:
货物移入库内存放,需要货物状态、库位管理、机械调度等;
◆完工:
货物入库作业完毕。
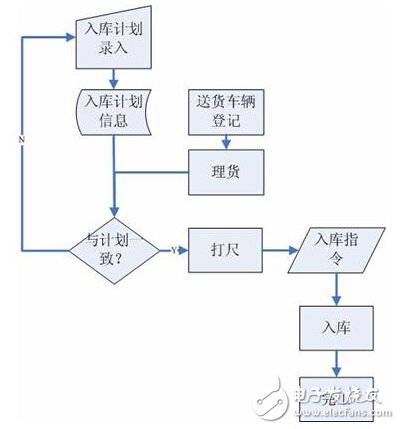
图2 入库流程图
2.2 分析流程薄弱环节
从作业效率来看,数据采集效率至关重要,条码要一个一个扫描,平均扫一个需要2-3秒钟,会大大降低效率;
从准确率上来看,如果在入库操作之前提前知道相应条码,扫描的时候就可以进行校对,从而降低差错率;
为了保证准确率,在库门上还应进一步校验经过的货物是否有相应的入库计划,是则放行,否则阻止,从而有效地防止出错。
2.3 需要改造优化的环节
◆入库计划环节:
与客户数据对接,统一标准,提前获取相关条码号或RFID,以提高后续环节作业效率。
◆实际入库信息采集环节:
采用RFID批量识别,提高采集环节效率;
◆库门数据检验,检查是否有误入库操作,防止此类错误发生:
在库门处读取货物RFID信息,有相应入库计划中的放行,否则报警。
2.4 设计具体优化措施
◆建立RFID数据库:
在标准不统一的情况下,应征求客户意见,尽量跟长期稳定客户统一标准。
◆在货物上放置RFID标签:
最理想的情况是,厂家生产货物时提前放置好RFID标签,若没有可以在货物数据采集时临时贴、挂仓库自行制作好的RFID标签。
◆使用智能托盘:
塑料托盘的制造是RFID PCB应用的一个很好的例子。在塑料托盘制造周期的超声焊接阶段之前,将PCB置于塑料托盘中。这样,PCB就把托盘变成了一个“智能托盘”,在整个物流链中都可以将数据读写到托盘中。
◆在库门安装RFID读写装置:
考虑到作业效率及作业环境,可以采用门形RDID天线读写器,这样货物进库时就可以直接进入而无需停下扫描,从而提高其效率。
◆库管人员配备手持式RFID读写器:
这样既可以用来查找货物,也可以盘点货物,库管人员仓库走一圈,就清楚知道货物存放情况。
2.5 设计优化后入库流程
◆入库计划导入
将准备入库货物基本信息包括数量、尺码、重量、预计时间,每件货物的RFID信息、送货卡车的信息等,直接导入数据库。
改进处:尽量避免手工输入环节,以减少差错率环节;利用货物数据电子化、自动化的方式提高数据运转效率,有助于提高总流程效率。
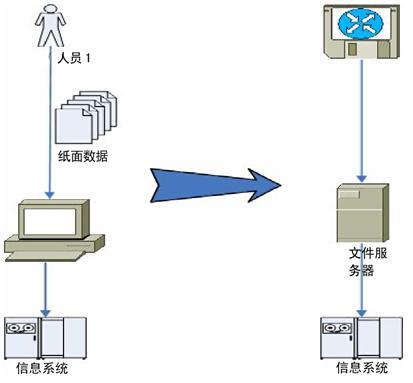
图3 手工录入方式改进
◆送货车辆登记
送货卡车登记,查询有无入库计划,有则直接调出。
◆理货入库
利用RFID批量识别技术采集到货物信息,与数据库内的入库计划信息比对,若无异常则将货物打托入库,经过库门时,通过门形天线的读写器,系统自动采集到移动中的托盘的RFID信息及放置在该托盘上的每件货物的RFID信息,实时记录到数据库,入库完成。
图4 物流托盘
RFID标签及天线放置:
对于托盘有两种方式:表面固定和嵌入。表面固定即在外表面通过粘贴等方式进行固定,嵌入就是放置在木质托盘内部。阅读器的天线可以依照门的形状做成门形的天线,以保证货物经过门时都能顺利读写
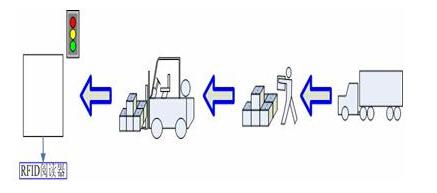
图5 带有RFID货物入库示意图
货物识别流程:货物从卡车上卸下后被放置在托盘上,叉车将装有货物的托盘运至库门附近时,阅读器可以批量读出托盘及其上的货物的RFID信息,由于托盘与货物的编码类别不一样,可以分辨出哪个是托盘信息哪些是货物信息。而阅读器将采集到的数据传送至信息系统处理单元,判断该货物是否有入库计划,若没有则发出警报,禁止该货物入库。反之放行,让货物顺利入库。图6反映了货物托盘于阅读器的三种关系。
A状态是:带有RFID标签的货物放在有RFID标签的托盘上,在入库途中,接近到库门时的状态。当托盘与库门间的距离缩小到一定程度,就进入了RFID阅读器的有效读写范围。
B状态是:货物运动中切割库门口放置的RFID读写器的门形天线,此时已进入读写器有效读写范围,阅读器将识别的信息传回数据库,由入库环节检查模块分析处理,并通过报警方式提示错误情况。
C状态是:货物信息通过了检查,正在被运送到指定库位。
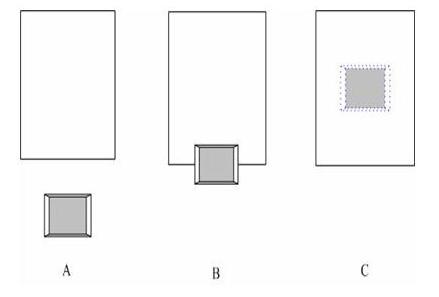
图6 货物经过库门处RFID阅读器
◆完工
新的流程对于量越大的货物效果越明显,并且货物入库作业完毕系统会自动计算是否有溢缺。判断方法根据流程设计有两种:
入库前检查:货物在月台集中打拖盘,然后用手持式阅读器读取货物RFID信息,计数,并与入库计划比对,不符则报警。
入库后统计:货物一边打托盘一边入库,入库中识别、比对、计数,最后统计溢缺数情况。
后一种效率更高一些,在入库计划相对准确的情况下采用,效果会比较好。
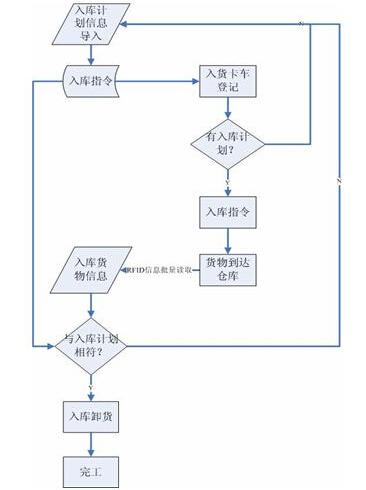
图7 改进后入库流程
3 采用RFID技术优化前后流程对比及总结
3.1 入库流程对比
优化后的入库流程中与优化前的入库流程相比,较为突出的有:
变手工录入计划为电子数据导入的方式,减少了人工录入的环节。
减少了货物逐个扫描的过程,改为RFID批量识别的方式,这种方式特别适合大批量货物。
如果单件入库的情况,还可以实现货物经过库门时有安装在库门的读写器自动识别并记录的方式。
货物的基本信息包括尺寸、颜色、型号等等也可以由RFID存储取得,省掉了仓库门口检验的环节。
增加了在库门处检查的功能,这是以前采用条码的流程不好处理的问题,因为用条码管理若要检查必须在库门处停留足够时间来扫描核对,而这样做无疑会加大作业时间并导致作业效率降低。现在采用RFID系统,利用其在运动中可以识别的特性,就可以轻松实现库门处检查核对的目标了。
由于条码的局限性,表面污损、温度等因素都会影响其准确率,而RFID本身不受此种因素影响,并且可以做成内置的,又增加其稳定可靠性。
3.2 总结与展望
从仓储物流入库流程分析优化的结果来看,基本上由于手工数据采集、多标签批量读取、运动中数据采集、读取距离等问题,都可以通过引入RFID技术加以改善,而且还存在进一步优化的可能。同时应该看到的是,要想用好该项技术,一些关键问题的处理是非常重要的。
经过以上工作得出的优化后流程,充分利用RFID技术特点,从多个环节上起到了提高工作效率和质量的目的,达到了预期目标。如果大范围采用,效果会更加明显,整个行业经济效益会很可观。
建议仓储物流中心考虑自身情况及外部环境,尽快采用RFID技术,以提高作业效率及质量,达到加强管理、提高服务的目标,对于提升企业形象、拓展业务领域,都将产生深远影响。同时,也希望更多相关厂家也尽快研发性价比更高的RFID产品,推动物流业的快速发展。
-
射频
+关注
关注
104文章
5591浏览量
167823 -
RFID
+关注
关注
388文章
6158浏览量
238013 -
自动识别
+关注
关注
3文章
222浏览量
22841
发布评论请先 登录
相关推荐
UHF 超高频RFID烟草仓储管理系统
RFID叉车应用系统
基于RFID技术的电力计能表仓储管理系统
RFID烟草仓储物流管理系统的设计流程是什么?
基于RFID的智能物流系统怎么设计?

RFID技术在烟草工业物流系统中的应用
RFID智能仓储物流管理

智慧物流仓储,RFID智能柜系统





 工商网监
工商网监
评论