 数控机床机械间隙误差的测量与消除反向间隙的不良影响
数控机床机械间隙误差的测量与消除反向间隙的不良影响

引言
随着机械制造技术的不断发展,机床行业也已从过去的传统机床向数控机床这一换代产品过渡并得到迅速发展。数控机床的普及率逐年上升,主要原因在于数控技术的优越性。数控技术是适用航空、造船、宁宙飞行、武器生产等国防工业的生产而发展起来的,它特别适用于加工精度高、几何形状复杂、尺寸繁多、改型频繁的中小批量的机械零件生产。在国外从四十年代末期开始研究,随着晶体管集成电路及计算技术的发展,于五十年代末六十年代初期开始用于生产,并且愈来愈多地得到推广和应用。就我国目前制造业的技术水平及经济发展状况而论,经济型数控机床是比较适合我国企业及相关行业使用,当前此类机床的占有率较高,多数属于开环或半闭环控制系统,其加工精度很大程度受机床的机械精度影响,因而解决好由于机械间隙带来的加工误差问题,是保证加工质量的重要环节。
数控机床间隙误差分析
间隙误差
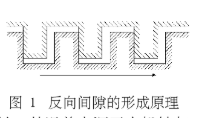
数控机床机械间隙误差是指从机床运动链的首端至执行件全程由于机械间隙而引起的综合误差,如图1所示。机床的进给链,其误差来源于电机轴与齿轴由于键联引起的间隙、齿轮副间隙、齿轮与丝杠间由键联接引起的间隙、联轴器中键联接引起的间隙、丝杠螺母间隙等。机床反向间隙误差是指由于机床传动链中机械间隙的存在,机床执行件在运动过程中,从正向运动变为反向运动时,执行件的运动量与理论值(编程值)存在误差,最后反映为叠加至工件上的加工精度的误差。当数控机床工作台在其运动方向上换向时,由于反向间隙的存在会导致伺服电机空转而工作台无实际移动,此称之为失动。如在g01切削运动时,反向偏差会影响插补运动的精度,若偏差过大就会造成“圆不够圆,方不够方” 的情形;而在goo快速定位运动中,反向偏差影响机床的定位精度,使得钻孔、镗孔等孔加工时各孔间的位置精度降低。这样的反向间隙若数值较小,对加工精度影响不大则不需要采取任何措施;若数值较大,则系统的稳定性明显下降,加工精度明显降低, 尤其是曲线加工,会影响到尺寸公差和曲线的一致性,此时必须进行反向间隙的测定和补偿。特别是采用半闭环控制的数控机床,反向间隙会影响到定位精度和重复定位精度,这就需要我们平时在使用数控机床时,重视和研究反向间隙的产生因素、影响以及补偿功能等,在学习和实践中认真总结发现反向间隙自动补偿过程中一些规律性的误差,采取恰当加工措施,提高零件的加工精度。
间隙误差的测量
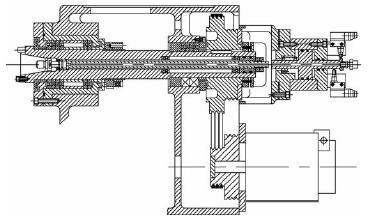
为了很好的研究反向间隙误差对于加工的影响,我们借助一个小型的三维坐标教学与实训平台。这个平台集成有多轴运动控制器、电机及其驱动、电控箱、运动平台等部件。机械装置是一个采用滚珠丝杠传动的模块化十字工作平台,用与实现目标轨迹和动作。执行装置采用了步进电机,控制装置由pc机、基于dsp闭环运动控制卡和相应的驱动器等组成。运动控制卡接受pc机发出的位置和轨迹指令,进行规划处理,转化成伺服驱动可以接受的指令格式,发给伺服驱动器,由伺服驱动器进行处理和放大,输出给执行装置。
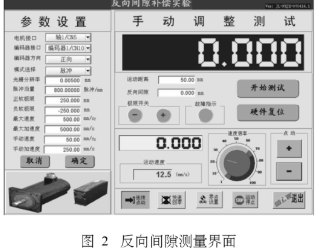
选取其中的x轴,打开其中关于测量反向间隙的控制软件(如图2所示),开始测量该轴平台在运动过程中的反向间隙误差。
(1)通过手动调整使平台置于合适的位置,一般靠近平台的副段,并设置为工件原点。
(2)在运动距离输入框中输入需要测试的运动距离,再在反向间隙输入框中输入0,不进行间隙补偿。
(3)按下正向点动按钮,让丝杠朝正方向运动一小段距离(大约10mm),然后点停止运动。
(4)按下测试按钮,系统会自动根据输入的测试距离进行测试,最后显示测试结果。
(5)重复以上动作,多次测量反向间隙。得到x轴正方向运动的反向间隙值。
(6)用以上的方法,按下反向点动按钮,测试x轴反方向运动的反向间隙,测量结果如表1所示。
(7)算出两组数据的平均值作分别为:x轴正方向运动的反向间隙为-0.482,x轴反方向运动的反向间隙为0.480。
数控机床间隙误差补偿
针对数控机床自身的特点及使用要求,一般的数控系统都具有常用的补偿功能,如对刀点位置偏差补偿,刀具半径补偿、刀位半径补偿、机械反向间隙参数补偿等各种自动补偿功能。其中机械反向间隙参数补偿法是目前开环、半闭环系统常用的方法之一。这种方法,原理是通过实测机床反向间隙误差值,利用机床控制系统中设置的系统参数来实现间隙误差的自动补偿。其过程为: 实测各运动轴的间隙误差值,然后通过控制面板键入控制单元即可,以后机床走刀时,首先在相应方向( 如纵身走刀或横向走刀) 反向走刀时,先走间隙值, 然后再走所需的数值,因而原先的间隙误差就得以补偿。由于这种方法是利用一个控制程序控制所有程序中的反向走刀量,因此只要输入有限的几个间隙值就可以补偿所有加工过程中的间隙误差,此方法简单易行,对加工程序的编写也没有影响。
具体操作:在如图2所示的反向间隙输入框中加入前面求出的反向间隙补偿值,再测量补偿精度。但是此方法的控制依据是实测得的各运动轴的间隙误差值,因此受测量误差的影响。

其存在以下不足之处:
⑴由于运动键中丝杠与螺母之间的间隙值在丝杠全长呈非线性关系, 因此以一个测量值代表共综合间隙误差是不合理的,加上测量间隙值时存在误差,因此这种补偿法准确度较低;
⑵一般进给链的综合间隙误差是在静态条件下测出的,而机床实际是在动态环境下工作的,因而静态误差与动态误差有较大差别。因此这种补偿法不能真实补偿实际误差;
⑶不能补偿因切削力引起的误差。
结束语
综上所述,反向间隙误差补偿是数控机床保证其加工精度的重要手段。系统参数补偿法不影响加工程序的编写,易操作,简单明了,在一定范围内具有一定的效果,但局限性较大。加工程序补偿法效果较好,适用于开环、半闭环系统,特别是对没有补偿功能的系统具有较大的实际作用。但这种方法,增加了零件加工编程的复杂性,对使用人员的编程技巧有较高要求。
反向间隙值输入数控系统后,数控机床在加工时会自动补偿此值。但随着数控机床的长期使用,反向间隙会因运动副磨损而逐渐增大,因此必须定期对数控机床的反向间隙值进行测定和补偿,从而大大减少或消除反向间隙对机床精度、工件加工精度产生的不良影响。
责任编辑:gt
-
数控机床
+关注
关注
19文章
877浏览量
49859 -
测量
+关注
关注
10文章
5719浏览量
116968
发布评论请先 登录



评论