 西门子机器视觉系统的系列类型及应用
西门子机器视觉系统的系列类型及应用
1 机器视觉简介
机器视觉就是用机器代替人眼来做测量和判断。机器视觉系统是指通过机器视觉产品(即图像摄取装置,分CMOS和CCD两种)将被摄取目标转换成图像信号,传送给专用的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据比较结果来控制现场的设备动作。
人们运用机器视觉系统是为了提高生产的产品质量和生产线自动化程度,尤其在一些不适合于人工作业的危险工作环境或人眼难以满足要求的场合,同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。与机器视觉关联的学科有图像处理、计算机图形学、模式识别、人工智能、人工神经元网络等。
2 西门子机器视觉系统
西门子机器视觉系统属于嵌入式视觉系统,分为VS100系列和VS700系列。VS100系列是专用型视觉产品,SIMATIC VS 100 系列视觉系统用于特定的图像处理任务。SIMATIC VS 110用于轮廓检测;SIMATIC VS 120用于目标查找和搜索;SIMATIC VS 130适合二维码的检测。
SIMATIC VS 700 系列通用视觉系统主要用于生产过程中的质量检测和质量控制。这种通用系统可以通过编程完成图像采集、图像处理、负载驱动以及联网通讯(通过PROFIBUS或工业以太网)等功能,非常适宜于在一个测试循环中完成许多的测试任务。新型VS720生产线专门用于处理更为复杂的任务,比如图像捕捉、图像加工、最终结果的生成以及通信都是结合在一个紧凑的过程中的,是在一个检测周期进行几种检测任务的理想方案。
VS721 CMOS和VS722基本型代表了适用于大批常规任务、较为经济的解决方案。而带有CMOS摄像头的VS721,特别适用于精度要求不是非常高而价格比较经济的场合。VS723是一台用于高速摄影的摄像机,例如包装技术领域,以及众多需要执行性能检测任务的领域,例如表面检测。VS724是高分辨率传感器,提供高达130万像素,能拍摄非常详细的图像,因此非常适合需要高精度的检测任务。VS725彩色传感器系统具备分析色彩和检测特定色彩值的能力,因此可以通过彩色码,安全、可靠地区分零部件,检测标签的打印色或是识别胶珠。
VS720系列中的传感器提供1个集成以太网接口和8个可自由配置的数字输入、输出端。摄像机可以很容易地通过以太网连接到网络上,并接受几乎任何一台PC机的访问,因此极大地简化了设备的维护和诊断。VS链接接口模块可以在一台监视器显示几个摄像机所拍摄的图像。也可以通过PROFIBUS与连接模块相连,这样可以省去用做监测功能的另外的PC机。而且,由工业以太网提供的带宽,能使质量数据和故障图像快速在外部设备上做备份。
作为VS720系列传感器的组态软件SPECTATION提供了多种检测功能算法,通过非常友好的界面来建立定制图像处理解决方案,当无视觉传感器在线连接时,也可以使用仿真器来进行组态。
3 工艺描述
在某汽车发动机合资生产厂扩容新建的装配车间中,为了确保产品质量,决定采用VS722来实现发动机缸体号码打刻质量的自动检测和发动机装配完成后的外观检查。
3.1 缸体打刻号码检查工位
缸体打刻号码检查工位位于缸体标签打刻工位的后面,主要功能是通过VS722拍照检查缸体标签打刻的质量和号码正确与否。缸体共有两大系列:FR(打刻面在左边)和FF(打刻面在右边)系列,共有97种不同的型号,在本工位需要系统自动读取被检测缸体的型号,以便进行比较。
3.2 总成后的发动机外观检查工位
发动机外观检查工位位于外装线的线尾端,在发动机装配完成之后,利用五个VS722传感器分别从顶部和左右两侧拍照检查,在左右两侧各装两个传感器,工件进入工位之后通过定位抬起首先进行信号识别,然后开始拍照,然后再旋转90度再次拍照。这样保证将发动机的前后左右四个方向都能检查到。
总共有97种型号的发动机,每种发动机的检查项目大致有:放水塞是否漏装, 发动机吊钩是否漏装, 机油尺是否漏装, 通气软管漏装, 出水接头误装, 隔热罩螺栓漏装, 机油冷却软管是否漏装, 氧传感器是否误装(线束黑色或灰色)等。
4 系统工作原理
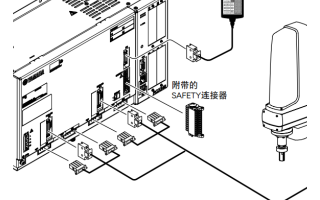
4.1 VS722与PLC之间的数据通讯
视觉传感器VS722与PLC之间的数据传递可以通过三种方式:
VS722提供了8DI/DO的硬件接口,可以与PLC硬件连接实现拍照触发指令,结果返回等简单的数据传递。
通过PROFIBUS或以太网实现VS722与PLC之间简单通讯,这种通讯方式使用标准通讯功能块FC72,通过VS LINK 用PROFIBUS总线方式 能实现28K字节的通讯,通过以太网可以实现60K字节的通讯。在这次应用中VS722和PLC之间的通讯就是通过这种方式实现的。
如果数据通讯要求更高可以选择增强型通讯,通过PROFIBUS 可以用背景脚本映射虚拟I/O的方式来实现;如果要用以太网来实现增强型数据通讯,可以选用两种驱动模式:系统/数据连接驱动和背景脚本触发。
总之,VS722提供的通讯方式非常灵活方便,在实际应用中要根据数据通讯量、实时反馈速度要求、项目成本等实际情况来选用合适的通讯方式。
4.2 缸体打刻号码的识别
缸体打刻检查控制系统由主控PLC、VS722、ELS、TP170B以及RFID读写识别系统构成。VS722与PLC的信息传递通过以太网实现。
进入工位的缸体携带M/P存储卡,卡中存有缸体号码信息,PLC通过串口利用RFID读写器从存储卡中读取号码信息,并在触摸屏TP170B上显示出来。PLC通过读取的号码信息判断是需要启动左边或者右边的传感器进行拍照,显示了拍照的实物图像,VS722完成拍照后马上进行字符识别。

为实现号码的识别,需要在SPECTATION软件中进行编程,创建一个PRODUCT下载至VS722中,在PRODUCT 里定义了16个OCR软传感器。
4.3 发动机零部件错装漏装的实现
发动机外观检查工位由主控PLC (CPU313-PtP),VS722,ELS以及用户指定的OMRON的RFID读写系统构成。VS722与PLC的信息传递通过以太网实现。监控计算机的上位软件采用WINCC。
发动机工件进入工位,定位抬起上升到位后开始拍照,每个传感器对比检查不同的部件,如果发现有工件与标准图像不同将发出报警,同时WINCC画面上将不合格项对应的图片自动弹出。由于已将VS722拍摄的图像显示画面集成在WINCC软件中,如果出现不合格项将自动捕捉实时画面,由操作人员根据画面或实物进行最终检查确认。
对于发动机零部件错装漏装的检查,SPECTATION提供了下列软传感器,特征值(Feature Count)、边沿计数(Edge Count)目标发现(Object Find)、模板匹配(Template Match),计算工具(Math Tools)。针对不同的检查部位,根据不同 的图像特征选择合适的软传感器进行检测。
5 结束语
在此次项目的实施过程中,我们深深体会到,如果要让机器视觉系统发挥最佳效果,有三个基本要素缺一不可:选择合适的光源,设计理想的机械结构,对视觉传感器正确合理的编程。
在VS722使用在该发动机生产线之前,所有的相关检测都需要设置人工工位由工人肉眼来完成,由于工作量大、内容枯燥,非常容易出现人为错判、漏判的现象,由此出现的质量事件曾经给用户造成很大的负面形象。此次采用了西门子机器视觉系统后取消了相关的人工岗位,大大提高了工作效率,并保证了产品的质量,取得了良好的经济和社会效益。
-
plc
+关注
关注
5010文章
13269浏览量
462987 -
西门子
+关注
关注
94文章
3034浏览量
115775 -
机器视觉
+关注
关注
161文章
4369浏览量
120270
发布评论请先 登录
相关推荐
雅马哈机器人配置方法之西门子S7-1500控制技巧分享
ABB工业机器人与西门子S-1200 PLC通信的实现
高价回收康耐视视觉系统 求购闲置西门子1200系列模块
西门子系列PLC原理及应用_隋媛媛

畅销西门子助听器价格表_西门子助听器价格大全
西门子是哪个国家的品牌_西门子发明了什么
博世和西门子哪个好_博世和西门子的关系
机器视觉如何与西门子如何进行通讯连接实现以太网通信协议
西门子plc数据类型_西门子plc通讯方式





 工商网监
工商网监
评论