 基于PLC控制技术实现定尺剪切控制系统的设计
基于PLC控制技术实现定尺剪切控制系统的设计

1、引言
生产饮料筒、油漆筒(桶)、机油筒(桶)等薄板类金属容器的第一道工序就是把厚为0.2~0.5mm、宽为320~1200mm的卷板按所生产容器的不同剪成不同长度的板料,然后送到下面的工序,如套色印花、焊接、胀型、封口(底)等最终成型。由于后面的工序,特别是套色印花工序对长度偏差的要求甚高,为±0.25mm/1000mm(对角线偏差为±0.4mm/1000mm),单位时间的剪切数量较高,一般不少于50/min,普通的剪切设备达不到上述要求。有经济实力的大型企业从国外进口生产线,这种生产线从板料的开卷、校平、定尺剪切到最终成型,由工控计算机作上位机,控制多台PLC,既由计算机根据动作需要向PLC写入或读出数据,达到控制整条生产线的目的。这种生产线结构复杂,价格昂贵。对于中小企业,我们研制了一种仅需1台PLC控制的、结构简单、造价低廉、剪切精度和剪切产量达到和超过上述要求的高精度定尺剪切系统。
剪切系统的结构示意如图1所示。由图1可见,系统的机械部分由夹送机构和剪切机构两部分组成:夹送机构由交流伺服电机驱动旋转,上下夹送辊的加紧力调至刚好压紧板料,使板料在两辊中按设定的速度无滑动滚动;剪切机构与一般剪床同,只是剪切的驱动力来自高压气体。
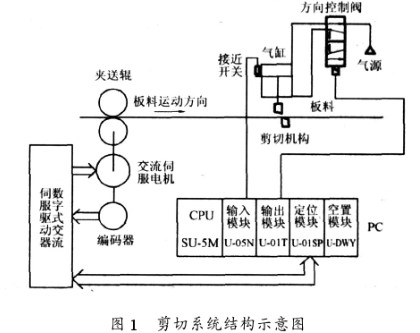
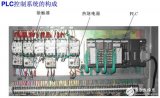
系统的电气控制部分采用日本光洋的SU系列可编程序控制器;包括SU-5M(CPU模块),U-01SP单轴伺服定位控制摸块;U-05N16点DC12/24V输入模块;U-01T8点AC220V继电器输出模块等;人机界面为CL-02DS液晶汉字显示设定单元。伺服系统采用日本安川的交流伺服电机SGMGH-20ADA61和SGDM-20AD数字交流伺服驱动器。
2、定尺剪切控制
2.1 控制原理
在手动状态(板料安装)时,夹送辊可作正反2个方向转动。在自动工作情况下,夹送辊的转动方向如图1所示。若确定单位脉冲的移动量和编码器每转一圈的脉冲数,当夹送辊的直径一定时,夹送辊每转一定的角度或圈数,板料的移动长度也就确定了。当PLC检测到伺服电机反馈的脉冲数达到所设定的目标值(既长度)时,PLC发出信号,交流伺服电机停止转动,同时,方向控制阀的电磁铁通电,气缸执行剪切动作。剪切机构的每一次剪切使接近开关获得1个脉冲,此脉冲即可计算剪切数量,又能作为下1个循环的开始信号。
2.2 参数设置
(1) 一般参数的设置
a) 主轴转速(自动运转时,下同)的确定:确定主轴的转速要兼顾2个方面,一是生产能力,二是转动惯性。转速不是越快越好,太快,转动惯性大,达不到精确停止的要求,剪切长度精度不高;当然,慢了,达不到生产力的要求。
b) 脉冲当量的确定:在本例中,之所以能进行高精度定尺剪切,实际上就是精确的控制夹送辊每个脉冲转动的角度(脉冲当量)。当夹送辊直径一定时,它转过一定的角度,就对应转过一定的弧长,既为板料移动的长度。从理论上说,脉冲当量越小,剪切长度精度越高,但对控制系统的要求也越高,不经济。一般情况下,脉冲当量比加工精度高一个数量级即可。
c) 脉冲编码器反馈的每转脉冲数(分周比)的确定:脉冲当量确定以后,这个参数就好确定了。设计时,夹送辊的直径已定,则其周长也已确定。只要用主动辊的周长除以脉冲当量,即为脉冲编码器反馈的每转脉冲数。该数应为整数,当得数为小数时,与脉冲当量一同作一些调整即可。应注意的是确定的脉冲编码器反馈的每转脉冲数必须在所选的脉冲编码器最大的每转脉冲数范围之内。
d) 伺服驱动器工作模式:速度控制模式。
(2) 智能模块的参数选择
U-01SP智能模块的参数共有21个,主要参数有:
a) 设定的主轴转速时智能模块发出的脉冲频率FBF:U-01SP智能模块与数字式交流伺服驱动器配合使用,可以在交流伺服电机额定的转速内任意设定,这个设定值就是FBF:
FBF(kHz)=主轴转速(RPS)×脉冲编码器反馈的每转脉冲数(PPR)该参数必须在智能模块的最大FBF范围之内。
b) 主轴手动速度的确定:根据手动安装板料的需要,一般设定为主轴转速的10%~20%。
c) 加、减速时间,即主轴从0转速到额定转速(或反之)所需要的时间:主要根据剪切的板长确定,剪切的板长较短时,该时间可短些,反之,可长些。对于本例,可选500~1000ms。
d) 紧急停止时间,在自动运转时,从额定转速到停止转动的时间:当系统发生意外时,控制系统需急停,以减少对系统和机器的损伤。该时间可少些,一般选500ms以内。其余参数可用该模块出厂时的原设定值或根据需要设定。
2.3 程序设计
这里使用的SU-5M型PLC与大多数型号的中型PLC在程序设计上并无大的差异,由于采用了高级语言编程,更接近计算机的流程图设计思路。特别需要指出的是U-01SP单轴伺服定位控制模块采用类似数控CNC系统的G语言,编程方便、功能强大。
举例:G00 X(位置值) F(速度值);代表一个典型的阶梯形定位指令。
单轴伺服定位控制模块U-01SP的控制信号通过模块所占I/O定义号对应。
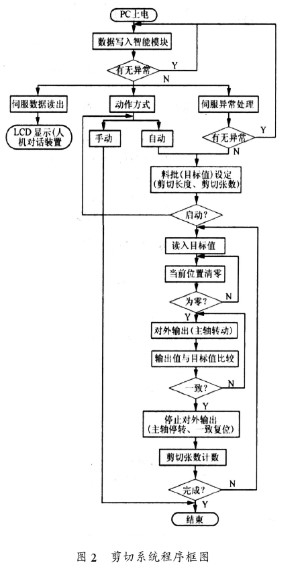
(1) PLC上电后,首先进行初始化处理:把为系统建立的参数表从CPU写入智能模块U-01SP、检查系统有无错误、数据有无错误、语法有无错误,检查结果判断为正常时,系统进入伺服准备状态,这其中包括进入到动作方式(手动、自动)选择、数据监控状态(伺服数据读出)、伺服异常(数据出错、系统出错、语法出错)处理完毕状态。
(2) 在手动状态下,按下主轴正、反转按钮,主轴可驱动板料前进、后退;按下手动剪切按钮,剪去板头。此状态一般在新安装板料时使用,手动剪切不计数。
(3) 在自动状态下,料批(剪切长度、剪切张数)在人机对话装置CL-02DS液晶设定显示单元上设定完毕后(实际上料批可在PLC上电后任意动作方式下设定),CL-02DS将料批数(十进制数)转换成BCD数,存入到CPU的指定寄存器中,程序根据已确定的脉冲当量进行计算,转换成脉冲数,再将脉冲数变换成BIN数,存入到U-01SP内的指定目标寄存器而成为目标值。然后,人机对话装置CL-02DS进入监控状态。按下自动剪切按钮,主轴开始转动,每次转动的周长就是目标值的脉冲数与脉冲当量的乘积。到了目标值后主轴停止,气缸执行剪切动作,剪刀回位的同时,计量剪切 张数,然后重复上次操作。直至达到剪切张数的目标值后停止。
由于圆周率的存在和转动惯性,主轴每次转过的实际周长与应该转过的周长还会有一点差异,虽然很小,在1mm以内,但对于±0.25mm的长度精度还有影响,这样,在程序中按需要设定几个尺寸段进行一定数量的脉冲补偿(分段补偿),最终完全达到了剪切长度精度要求。
3、结束语
适当改变脉冲当量、夹送辊直径和脉冲编码器反馈的每转脉冲数,剪切精度可提高一个数量级;剪切动作换成液压缸执行,能剪厚板,可用于机械、汽车等其它行业。该系统已在济南、深圳等地投入使用,经过近一年的运行,剪切长度精度、剪切速度完全达到设计要求和用户要求,系统运行情况良好。该产品填补了我省空白,现已通过技术鉴定,正批量生产。
责任编辑:gt
-
控制器
+关注
关注
114文章
17877浏览量
195101 -
控制系统
+关注
关注
41文章
6989浏览量
114378 -
plc
+关注
关注
5052文章
14803浏览量
488521
发布评论请先 登录
基于组态软件的PLC控制系统仿真实现
PLC控制的自动剪切机系统
PLC控制的自动剪切机系统

基于PLC的售油控制系统设计与实现






评论