 西门子LOGO可编程序控制器实现PS板打孔机控制系统的设计
西门子LOGO可编程序控制器实现PS板打孔机控制系统的设计
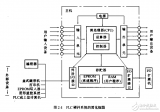
LOGO可编程序控制器十分精巧(如图所示),其编程简单,具有丰富的逻辑控制功能,抗干扰能力强,可靠性高,特别适用于恶劣的工作环境。
LOGO虽然属微型可编程序控制器,西门子最新推出的LOGO则有下列功能特性:
① LOGO的功能:基本逻辑控制功能有 “与”、“或”、“非”、“与非”、“或非”、“异或”等;特殊控制功能有通/断延时、RS触发器、脉冲继电器、时钟、加减计数器、随机发生器及模拟量PI控制功能等。
② LOGO编程:带操作按键和文本显示的LOGO可以通过使用控制器的操作按键和LCD面板或个人电脑进行程序的输入、编制和显示及监视运行状态,这一特性优于同点数的PLC。不带有液晶显示器和按键LOGO则可以通过个人电脑机上应用软件进行编程。LOGO还可通过个人电脑测试、模拟和打印控制程序等。
③LOGO硬件结构: LOGO的电源有24VDC/24VAC、24VDC/12VDC、24VDC及115V~240VAC,不同电源的LOGO有不同的电压等级的开关量输入、高速脉冲输入及0-10V等模拟量输入,输出有可达10A的继电器输出和晶体管输出,可以满足较多的控制需求,适用于较多的场合。LOGO控制器的CPU主机自带有8DI/4DO且可扩展,LOGO扩展模块有4DI/4DO、8DI/8DO 及2AI/2AO等模块。
④ LOGO程序加密及复制功能:利用LOGO编程软件可实现这二个功能,黄色模块可复制应用程序,红色模块可保护程序。另外通过操作按键和LCD面板也可设置密码。

二、PS板打孔机
PS板打孔机是印刷行业所用到的一种自动化机械,其用途是对PS板进行打孔及折弯成型方面的加工。PS板打孔机的工序变化是比较多的,用户对PS板打孔机提出的要求也多,很难进行标准化生产。传统的PS板打孔机工序控制是使用继电器来完成,工序复杂些的PS板打孔机的电控板上能用几十只继电器组成逻辑控制电路,密密麻麻的一片,设计接线调试很费工时,也跟不上时代的要求。
近年来,有些PS板打孔机开始使用PLC控制,但也出现了PLC对生产过程中工序时间的变化适应困难,不能总拿着编程电脑去现场改,故一般都采取尽量延长工序时间的办法,但这样又会影响生产的速度,如加人机介面彻底解决则又会使得PS板打孔机的成本上升很多。对于这些问题,我们与今年二月份起开始在PS板打孔机试用西门子公司的LOGO可编程序控制器,利用LOGO上的操作按键及LCD显示器解决上述问题。
通过对PS打孔机的功能、工艺过程、结构等特点进行分析论证后,决定采取编制通用控制程序并选择使用的设计方案。通过对LOGO程序的仔细推敲,基本上做到了对于不同机型无需变更程序,只需根据不同的工艺要求选用即可。见下示意图:
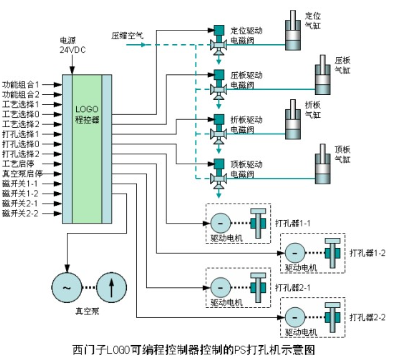
三、PS板打孔机 LOGO控制系统的设计描述
控制系统是以LOGO可编程控制器为控制核心,再配24VDC电源、电源控制开关、断路器、接触器等,该控制系统LOGO可编程控器DI、DO配置及其功能如下:
●“I1”工序一:吸风,打孔。打第几那组孔由有“I3”、“I4”位决定。
●“I2”工序二:定位、压板、折板、停折板、松压板、顶板、停顶板、放定位。打孔选定必须在0位即“I3”或“I4”位都不选。
●“I3”打孔选定:组一。
●“I4”打孔选定:组二。
●“I1”+“I2”均不选时为自动工序0:例:“I7”+“I8”均不选时为00功能,其工艺过程为为吸风,打孔(打第几那组孔由有I3、I4决定)、停吸风、压板、折板、停折板、松压板、顶板、停顶板。打孔选定必须在“I3”或“I4”位。
●“I5”启停真空泵。按一次启动真空泵吸风,再按一次停真空泵。
●“I6”工序及打孔启停。
●“I7”功能组合选择一。01功能。
●“I8”功能组合选择二。02功能。
●“I9”停止打孔磁开关:孔组1—1。
●“I10”停止打孔磁开关:孔组1—2。
●“I11”停止打孔磁开关:孔组2—1。
●“I12”停止打孔磁开关:孔组2—2。
●“Q1”定位驱动:驱动定位电磁阀。
●“Q2”压板驱动:驱动压板电磁阀。
●“Q3”折板驱动:驱动折板电磁阀。
●“Q4”顶板驱动:驱动顶板电磁阀。
●“Q5”组1-1打孔驱动:驱动1-1组打孔电动机。
●“Q6”组1-2打孔驱动:驱动1-2组打孔电动机。
●“Q7”组2-1打孔驱动:驱动2-1组打孔电动机。
●“Q8”组2-2打孔驱动:驱动2-组打孔电动机。
●“Q9”吸风真空泵驱动:驱动真空泵接触器。
由于PS打孔机经常出口到韩国等地,供货距离远,现场维修不便,如出现控制问题可能会将整机送回来维修,所以如采用LOGO程控器控制,就必须做到克服任何程序上的死点(即就是乱操作也不会出问题)。
四、在PS板打孔机上使用LOGO可编程序控制器的优点
① 与PLC相同的是LOGO也可完全代替继电器的逻辑功能,从而简化了PS板打孔机的电气控制电路,简化了PS打孔机的制造、调试和维护等工作。
② 使用LOGO实现了多功能并供选择使用,总体性能比原先的继电器控制更加完善,适应工艺变化的范围广,在制造和使用过程中,修改工序参数和程序方便快捷,有利于实现标准化设计。
③ 又与PLC相同的是LOGO也具有与上位计算机通信的功能,可为控制系统自动化程度的进一步提高——实现远程监控奠定了基础。由于LOGO控制的接线简单,电气控制板占地少也使得PS板打孔机的整体结构变得更加精简合理;方便使用时的工序调整和PS板品种的变更。
五、应用比较
LOGO与PLC比较:PLC虽然功能更强些但价格较贵;PLC应用得广泛与其出现的早有关,就LOGO很轻易地就能完成的普通的逻辑控制而言,有了LOGO就感到PLC是在“牛刀宰鸡”,其大多数功能都用不上,说起来也是种资源浪费——特别是对小型自动化系统和设备。编程对PLC来说都要配编程器或个人电脑,而且对软件版本还有要求,LOGO则可不用。另外,LOGO可以通过操作按键和LCD显示器随时根据需要修改程序及工序参数这一功能也是多数PLC所不及的。
LOGO与的继电器控制方式比较:一般的,LOGO会比继电器控制方式的投资稍大,但对于较复杂的逻辑控制,LOGO控制也会比继电器控制的投资低,况且LOGO功能更强大,性能价格比要超过继电器控制很多。LOGO的电气接线要比继电器控制接线简单的多,调试简单,降低了制作人工成本。另外LOGO软件的设计成本要比继电器控制电路的设计成本要低且便于修改,开发周期也短。
六、结束语
通过上述比较及应用案例,我们可以知道:LOGO可编程控制器是小型系统及设备实现自动化程序控制的一种简单而快捷的方式,它不仅易满足各种不同工艺需求,且稳定可靠,易做到标准化高效生产。
最后,我们可以得出结论:LOGO在小型的以少点数逻辑控制为主的系统或设备上使用比PLC更合适,通过不断的推广应用必将为更多的企业带来实惠。
责任编辑:gt
-
控制器
+关注
关注
114文章
16830浏览量
182176 -
控制系统
+关注
关注
41文章
6739浏览量
111594 -
可编程
+关注
关注
2文章
959浏览量
40309
发布评论请先 登录
相关推荐
可编程序控制器(plc)有哪些应用
基于西门子LOGO!的洗衣机自动控制系统设计
可编程序控制器在电气控制系统改造中的应用
对可编程序控制器控制系统的可靠性探讨
第7章 S7-200系列可编程序控制器
第8章 可编程序控制器的程序设计(改)
第9章 可编程序控制器的应用系统设计(改)
可编程序控制器
PLC可编程序控制器的应用市场和发展趋势
西门子全系可编程序控制器(PLC)系列解决方案介绍






 工商网监
工商网监
评论