 中控大中型氮肥装置框图与控制方案介绍
中控大中型氮肥装置框图与控制方案介绍
一、前言
中控作为国内领先的自动化设备供应商,在满足氮肥生产过程控制的常规要求基础上致力于氮肥装置上先进控制及算法方面的研究与实践,所提供的优化控制算法和软件,已在多套氮肥装置的造气控制、炉况优化、合成塔床层温度控制、氢氮比自调上得到广泛应用。它利用多变量预测控制、软测量等先进控制技术,可有效的克服原料性质变化和生产负荷变化的扰动,并解决重要生产过程状态和产品质量指标不可在线测量的困难,从而实现生产过程平稳操作和优化操作,有效地提高整个氮肥生产装置的经济效益。
二、工艺流程简介
氮肥行业工艺多年来有了很大的发展变化,随着规模与原料路线不同,工艺组合丰富多样。目前石油、天然气资源紧张,以煤炭为原料的氮肥生产在我国具备了更重要的地位,我国已具备了从煤气化,净化,合成氨,尿素,合成甲醇及下游产品整个工艺链的国产化技术。典型流程框图如图1、图2所示。
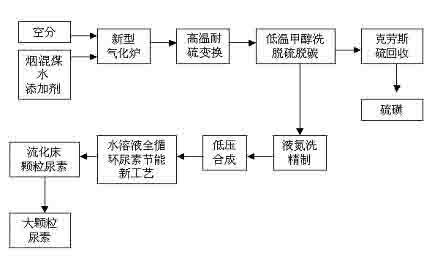
图1 大中型氮肥装置典型流程框图(国产化技术)
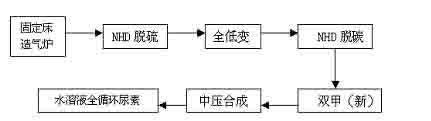
图2 中小型氮肥装置典型流程框图(国产化技术)
三、控制方案
造气专用控制软件包
间歇固定床煤造气工艺成熟,控制复杂,安全要求高,中控通过几年的努力,针对工艺特色开发的造气专用控制软件包,具备安全参数自动复位等功能,使该控制系统在系统断电等特殊情况下能安全复位,重新上电后快速恢复正常生产,大大提高了系统的鲁棒性及保障的能力。该软件包具有的功能与特色有:完全上吹功能,油压程控,吹风气有放空和回收系统,炉况寻优,阀位检测与安全联锁(报警和跳车),吹风自动排队,安全开停车,生产评估与事故分析,氢氮比自调,数据录入。
合成塔床层温度预测函数控制
稳定催化剂层热点温度,是稳定合成工段生产的重要措施,稳定热点温度,宏观上要求稳定气量,稳定成分,稳定气质。当分流确定后,温度主要用入冷管混合气温度串级+零米冷激分程调节,以零米温度(也称敏点温度)为主要控制手段。
氢氮比自调(多变量预测函数控制软件)
在造气工段控制氢氮比的方法是通过调整吹风时间或上下吹阶段的加减氮时间来控制混合气中氮的含量,从而达到控制氢氮比稳定在某一工作点的目的。此方法无需加氢系统和加氮系统,成本相对较低。
可以选作控制量的参数有:脱硫氢、变换氢、补充氢和循环氢。根据工艺原理,通过曲线拟合分析,分阶段进行预测控制,将输出结果作为造气工段改变回收时间,从而稳定氢氮比在某一比值。脱硫氢、变换氢、循环氢、补充氢与回吹时间对照操作图如图5所示。
图5 脱硫氢、变换氢、循环氢、补充氢与回吹时间对照操作图
PSA脱碳工艺与控制
变压吸附(PSA)技术是一项气体分离及净化的高新技术,是当今世界得到广泛应用的气体分离技术之一。吸附剂在一定的温度变化范围内对不同的气体组分具有不同吸附能力,以及其吸附能力随气体压力的升高而增大,随气体压力的降低而减少的特性。变压吸附(PSA)工艺过程主要采用专家顺序控制,即模仿成熟的操作人员和控制专家的控制技能和经验,自适应地处理过程系统中的各种未来行为、诊断可能发生的问题,并据此不断修正吸附周期。变压吸附中吸附时间专家系统的运用,实现了变压吸附全自动无人职守,提高了产品气纯度和产品的回收率。专家控制系统的基本结构如图6所示。
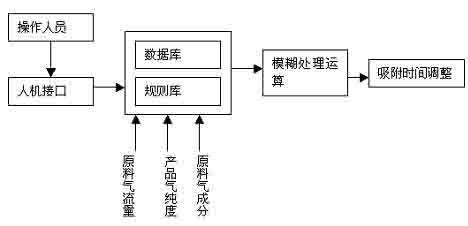
图6 专家控制系统的基本结构图
图7 脱炭工艺流程图
四、典型业绩
中控在氮肥行业典型业绩如下表所示:
-
控制系统
+关注
关注
41文章
6650浏览量
110755 -
控制技术
+关注
关注
3文章
348浏览量
33176 -
自动化
+关注
关注
29文章
5613浏览量
79498
发布评论请先 登录
相关推荐
华北地区大中型城市供暖方式分析
大中型PLC模拟量模块主要由哪些作用?
大中型客车防腐问题及工艺措施
大中型客车2001年市场分析及发展趋势
大中型客车涂层起泡原因及预防措施
大中型客车涂装打磨工艺概述
“十五”期间大中型客车需求预测
大中型水轮发电机静止整流励磁系统及装置技术条件
大中型PLC的工作过程
大中型装备产品制造BOM设计

专用无线网络为大中型企业带来的好处
大中型水闸安全监测系统解决方案






 工商网监
工商网监
评论