 采用PLC和HMI的印刷机控制系统的应用介绍
采用PLC和HMI的印刷机控制系统的应用介绍
现代印刷机一般由装版、涂墨、压印、输纸(包括折叠)等机构组成。它的工作原理是:先将要印刷的文字和图像制成印版,装在印刷机上,然后由人工或印刷机把墨涂敷于印版上有文字和图像的地方,再直接或间接地转印到纸或其他承印物(如纺织品、金属板、塑胶、皮革、木板、玻璃和陶瓷)上,从而复制出与印版相同的印刷品。印刷机的发明和发展,对于人类文明和文化的传播具有重要作用。印刷业的发展由比较简单的活版印刷方式,渐渐转变为现时普遍采用的柯式印刷及日渐茁壮成长的数码印刷模式。而推动此种发展模式的背后信念,当然是根据厂家对不断改良生产效率及提高产品在市场上之竞争力和质量的诉求下出现。
由于人们对智能印刷生产方法以及对报纸生产多样化提出了越来越高的要求,因此相应在印刷机管理方面也形成了新的理念。在这种新的印刷环境下,柔性和一致性成为关键要求,而基于PLC和HMI的印刷机控制系统就完全能够达到此项要求。
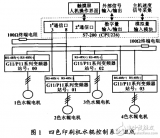
多色印刷机要求易于操作,精度高,故其输入,输出点较多,因此采用了双机通讯。上位机主要负责主传动的控制,各机组离合压的控制,以及气泵,气阀的控制等,下位机主要负责水辊电机的控制,主传动的调速输出,调版电机数据采集等。上位机与下位机采用了RS485通讯,通讯方便,可靠。
对多色机而言,安全因素很重要。在设计中,每个机组既要考虑到安全控制,其中包括本位机组的急停,安全按钮;还要考虑方便操作,包括每个机组均应有正点,反点按钮。因此,一方面输入点增加很多;另一方面,走线也很不方便。采用双机通讯,可以很好地解决此问题,各机组的走线可以按照就近原则,进入离它较近的控制柜内,既节省了走线,也方便了控制。
印刷品的好坏一方面在于机械加工以及安装的精度,另一方面,也取决于水路,墨路的平衡以及合压的准确性。双色机的每一色组,都有水路和墨路装置。为了便于水辊速度的调节,每根水辊都用一个变频器控制,同时,主电机速度也需要变频器调节。因此,为了实现多路速度调节,需要采用数模转换器,它将PLC方给出的数字量,根据相应的算法,转换成0~10V直流电压输出,很好地实现了多路速度调节要求。PLC = Programmable Logic Controller,可编程逻辑控制器,一种数字运算操作的电子系统,专为在工业环境应用而设计的。它采用一类可编程的存储器,用于其内部存储程序,执行逻辑运算,顺序控制,定时,计数与算术操作等面向用户的指令,并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。是工业控制的核心部分。早期的可编程控制器称作可编程逻辑控制器(Programmable Logic Controller,PLC),它主要用来代替继电器实现逻辑控制。随着技术的发展,这种采用微型计算机技术的工业控制装置的功能已经大大超过了逻辑控制的范围,因此,今天这种装置称作可编程控制器,简称PC。但是为了避免与个人计算机(Personal Computer)的简称混淆,所以将可编程序控制器简称PLC,plc自1966年美国数据设备公司(DEC)研制出现,现行美国,日本,德国的可编程序控制器质量优良,功能强大。
在印刷过程中,调版是一个比较繁琐的过程。尤其对多色机来说,各组版对正的精度会对印品产生很大的影响。如果套印不准,印刷品就会出现字面重叠或影像不清。一般来说,印版轴向调节范围为-2mm~+2mm ,周向调节范围为-1mm~+1mm。如果使用手动调版,会浪费很多时间,而且精度不高。
触摸屏的应用省略了原有的一些按钮、指示灯、计数器、转速表、时间继电器及润滑程控控制器等元器件,降低了故障率,也减少了接线的工作量。触摸屏的画面中可以以走马灯的形式提供了大量的报警信息,也可以设计多屏PLC输入、输出状态监视画面,还可以在系统帮助里看到本机电气操作及维修提示的详细介绍,使整机的电气系统操作、使用、维修简单方便。
该系统应用在印刷机批量生产后,没有发现大问题。PLC功能齐全,可靠耐用,指令简洁,触摸屏与PLC有很好的通用性,可通过触摸屏监视并修改程序,给设计人员和用户带来了很多方便。
-
plc
+关注
关注
5024文章
13520浏览量
468642 -
数据采集
+关注
关注
39文章
6610浏览量
114797 -
HMI
+关注
关注
9文章
615浏览量
49242
发布评论请先 登录
相关推荐
兼容西门子S7200PLC自动控制系统的控制系统特点
全自动锡膏印刷机运动控制系统的研究Researching o
全自动锡膏印刷机运动控制系统的研究Researching o
用三菱PLC实现对印刷机精确控制
利用PLC实现对印刷机的精确控制
印刷机张力控制技术

纸箱印刷机PLC数据采集监控运维系统解决方案






 工商网监
工商网监
评论