 在煤机控制系统中PLC和变频器有何作用
在煤机控制系统中PLC和变频器有何作用
引言
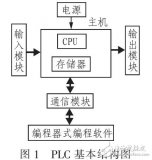
PLC是Programmable Logic Controller的英文缩写,中译名:可编程逻辑控制器。它和个人电脑上的CPU类似,都属于某一类系统上进行数据采集处理的核心,但使用范围和作用与一般CPU不同,而且PLC不像个人电脑上的CPU一样单单指一个CPU,准确说它是一种控制系统,拥有自己的CPU,同时配置了各种功能面板和 I/O 口,可通过 I/O 采集模拟量、开关量等进行分析处理,同时拥有强大的可编程能力,一般利用梯形图程序中提供的各种软继电器即可实现一些复杂的逻辑控制,省去了传统的硬件式继电器复杂的接线和经济成本。
变频器是利用电力半导体器件的通断作用将工频电源变换为另一频率的电能控制装置,能实现对交流异步电机的软起动、变频调速、提高运转精度、改变功率因数、过流/过压/过载保护等功能。国内技术较领先的品牌有英威腾、汇川、三 晶、紫日电气科技有限公司、雷诺尔、欧瑞(原烟台惠丰)、蓝海华腾。
1 系统说明
1. 1 系统工作原理
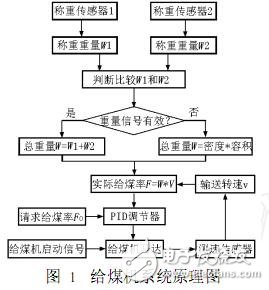
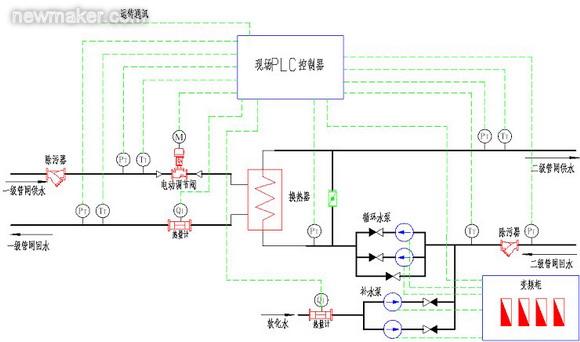
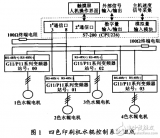
给煤机系统的主要功能就是根据发电功率的要求来调整燃烧所需要的煤量。给煤机主要由输送带和马达组成,从煤仓落至给煤机输送带上的煤通过输送带输送至磨煤机。系统原理如图1所示。系统将两路称重传感器测得重量信号转化得到实际煤重,比较两路重量大小判断称重传感器是否失效,如果没有失效,实际总重量即为两路重量之和;如果失效,实际重量等于密度与容积之积,实际重量与输送带速度的乘积即为实际给煤率,然后根据请求给煤率和实际给煤率的偏差,采用常规PID控制调节给煤机马达转速,最终实现系统煤量调节,同时也实现发电功率调节。
1. 2 系统工作方式
(1)遥控方式是给煤机控制系统主要的工作方式,所谓的“遥控”是相对DCS主控室而言,也就是说给煤机在该工作方式下接受来自DCS主控室的控制信号实现煤量控制,控制信号主要有给煤机的启停信号和请求给煤率信号。当操作人员选择“遥控方式”时,给煤机按用户请求的给煤率实现恒流量控制。
(2)停止方式
使给煤机停止工作,有2种方法: ①主控室发出一个给煤机停止信号; ②在就地控制柜的触摸屏上选择“停止方式”。给煤机的停止方式主要是为了实现在该工作方式下的“校验皮带秤”的工作。当操作人员选择“停止方式”时,给煤机先停止运行,然后用户可以选择“校验皮带秤”等功能进行相关操作。
(3)就地方式
就地方式是一种就地调节给煤机转速的工作方式,在该工作方式下,系统不接受来自DCS主控室的控制信号。当操作人员选择“就地方式”时,给煤机按现场设定的速度运行。该方式作为校验系统转速变频控制功能是否正常的一种方式。
2 控制系统设计
2. 1 系统基本组成
该控制装置主要由PLC、NT(工业触摸屏)、变频 器、重量检测机构、给煤机马达转速检测机构及各种执行机构等组成,控制系统组成结构如图2所示。
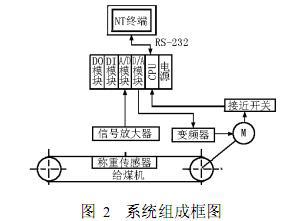
可编程控制器PLC采用日本OMRON 公司的CQM1H,CPU模块为CQM1H - CPU51,该CPU模块自带16个输入点,包括了3个高速计数脉冲输入;另外加1个D I模块CQM1H - ID211, 2个DO模块CQM1H -OC221, 1个4点A /D转换模块CQM1H - AD041, 1个4点D /A转换模块CQM1H - DA021及相应供电模块,以满足输入/输出点数及模拟量输入要求。变频器采用日本安川公司的YASKAWA—Varispeed G7系列3. 7kW变频器,该变频器具有操作简单、体积小、功能全面、抗干扰强、变频效果好等特点。
NT是与PLC配套使用的设备,它具有操作简单、界面美观直接、与PLC通讯良好、抗干扰能力强的特点,是一种取代控制面板和键盘的智能操作显示器,用于设置数据、显示参数、以动画等形式显示自动控制过程;作为PLC的人机界面,一方面扩展了PLC的功能,组成交互式工作界面的独立系统,另外一方面也可以大大减少操作台上按钮、开关仪器等使用数量,使PLC外围电路更简单。本系统选用OMRON公司的NT631C,它与PLC配套使用,实现各种开关量输入、系统参数设定、修改及各种工作状态显示,它通过RS - 232与PLC通讯。
2. 2 PLC程序设计
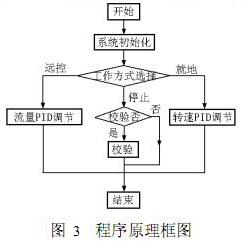
给煤机控制主要有远控方式下的流量PID调节,就地方式下转速调节,停止方式下的给煤机的校验等,根据生产工艺要求,考虑操作方便及安全可靠性,采用模块化程序设计,系统程序结构如图3所示。
给煤机的流量P ID调节是根据实际给煤率和请求给煤率的偏差进行P ID调节,实际给煤率的计算精度将直接影响到给煤机控制系统的调节精度,因此实际给煤率的计算非常重要。系统称重传感器称重的有效范围是91. 44 cm,也就是说称重传感器检测出的称重信号值是91. 44 cm长度内的重量,如果不加处理进行累加必然出现重复累加,所以必须把91. 44 cm长度内的称重重量先转化为单位长度的重量,然后才进行累加。具体做法是先将每个扫描周期所累计的称重重量除以91. 44 cm所对应的齿轮脉冲数,得出单位脉冲所对应的重量,然后再乘以单位时间所对应的脉冲数即得到实际给煤率。
2. 3 NT设计
NT631C是一个小型多功能5英寸的全屏幕显示面板,屏幕为320 ×240点,防水、防振动、防反光,可以在恶劣环境下运行。它通过本身具有的RS -232以直接连接方式与PLC或个人计算机通讯,在计算机上通过它的支持软件NTST3. 3C设计各个控制及说明画面,下载到触摸屏后,再通过与PLC的通信来完成。
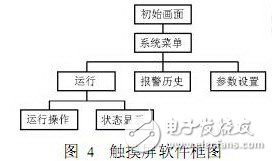
屏幕的软件框图如图4所示。2类画面之间的切换由箭头的方向表示,可有2种方式切换: ①设置功能键,两屏幕之间直接切换,不经过PLC; ②设置开关键,由PLC控制切换。
(1)初始画面显示本控制系统名称;
(2)参数设置包括就地控制转速、校验挂码重量、P ID调节参数、各报警的时间参数及报警值的设置。在每一个参数设置画面都有输入键盘,每个键盘都为触摸键,用户可直接输入数据,这些数据被放入NT631C的数据表中,通过通信再送至PLC的数据寄存区, PLC程序运行时就会调用这些参数。为了保证系统参数的安全,进入“参数设置”项必须输入密码,密码输入正确才能进入设置或者修改参数,当然密码随时可以修改。
(3)运行包括运行操作和运行状态的显示,运行中所有的操作都通过触摸屏完成,其中包括运行方式的切换,系统功能的选择都是通过触摸屏实现;运行操作按钮也同样是设置了密码的权限保护,避免其他人等的误操作。状态显示包括了系统中所有的重要参数,如请求给煤率、实际给煤率、实际转速、给煤机马达电流等。
(4)报警历史报警历史可以显示多达256 条报警记录,用于帮助分析系统出现的问题。
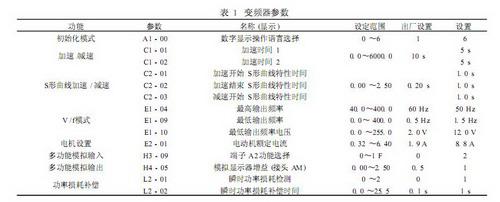
2. 4 变频器参数设置
在该控制系统中,变频器接受远方模拟量端子输入控制,也就是说PLC输出模拟量转速控制信号到变频器,由变频器来完成变频控制给煤机马达。其中主要参数设置如表1,其余参数按出厂的默认设置。
3 、结语
本系统自2006 年11 月投入运行以来,运行稳定,状况良好,显示、控制功能正确,大大提高系统控制精度和稳定性,为管理人员、操作人员带来了极大的方便。特别是本系统投资少,实用性强,在实际应用中取得了良好的效果。
-
控制系统
+关注
关注
41文章
6630浏览量
110666 -
plc
+关注
关注
5013文章
13316浏览量
463888 -
变频器
+关注
关注
251文章
6564浏览量
145035
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论