 采用PROFIBUS协议的智能MCC的特点及应用实现介绍
采用PROFIBUS协议的智能MCC的特点及应用实现介绍

1、概述
电机控制中心统一管理配电和仪器设备,将各种电机控制单元、馈电线接头单元、配电变压器、照明配电盘、联锁继电器以及计量设备装人一个整体安装的机壳内并且由一个公共的封闭母线供电。传统电机控制中心(CMCC)可以实现电机的起、停控制和简单的故障检测,性能可靠,利于维护,广泛应用于国民经济的各个领域,尤其是石油化工、冶金、造纸、建材、纺织、食品加工、制药、电力等需要过程控制的领域。电机控制中心的高端产品——智能电机控制中心(IMCC)功能强大,可以提供电机位置和速度伺服控制功能,多种电机故障检测和诊断功能,广泛应用于复杂的过程控制中。CMCC和IMCCG既可以单独使用完成电机控制,又可以作为分散控制系统DCS或者可编程逻辑控制器PLC的现场执行器,与之共同完成控制任务,是工厂自动化的关键设备。
智能MCC其特点是将传统对单一的马达进行保护延伸到对设备运行状态进行监控。智能电机控制中心(IMCC)功能强大,可以提供电机位置和速度伺服控制功能,多种电机故障检测和诊断功能,广泛应用于复杂的过程控制中。CMCC和IMCC既可以单独使用完成电机控制。又可以作为分散控制系统DCS或者可编程逻辑控制器PLC的现场执行器,与之共同完成控制任务,是工厂自动化的关键设备。
2、项目介绍
某氯化钾项目,在原有年产30万吨的基础上扩大到年产100万吨的规模。把西门子自动化系统产品的全方位应用到该氯化钾项目中,实现了从110KV供电向下的全部控制功能,系统中使用了上百套安科瑞(Acrel)的电力监控仪表和ARD系列马达保护器,以及西门子的变频器和PLC(可编程序控制器),是西门子自动化产品在中国的最典型应用,并与无线网络系统、GPS定位系统一起组成了一个先进的工厂自动化系统。
3、系统结构
氯化钾生产工艺整个过程包括原矿的采集、原矿的输送和由原矿加工成产品几部分。原矿的采集是通过多条水采机组在盐田中不断的采掘,并将采掘到的矿料输送到岸上的泵站;原矿的输送就是将由水采机组采集到的原矿通过多级泵站输送,经过数十公里输送到加工厂;加工厂将源源不断的原矿经过过滤、结晶、并加入化学药剂,经过物理化学过程生产出成品氯化钾。
3.1 水采机组系统
水采机组系统包括岸基站、六套水采船和六套活动加压站系统。岸基站为水采机组控制系统的中心,包括一台操作员站、一台工程师站和一套由SLC5/05组成的可编程序控制器系统,负责对岸基站设备的控制;操作站、工程师站、可编程序控制器之间使用以太网并通过无线以太网电台与六套水采船通信。
上位机包括二台前操作员站、二台后操作员站;下位机由S7-300组成的可编程序控制器系统,占用MCC柜体的1个单元,实现对整个水采船的控制;前后操作员站、可编程序控制器之间使用以太网并通过无线以太网电台向上与岸基站通信,向下通过无线串行电台与活动加压站通信。
活动加压站系统包括一个PanelView 550操作监控站和一套由S7-300组成的可编程序控制器系统,实现活动加压站的控制。
3.2 加工厂系统
加工厂系统按照工艺过程分成十个子控制系统,包括加工厂1-6号系统、冷结晶1号系统、冷结晶2号系统、干燥车间系统和包装车间系统。加工厂中心控制室中配备了6台操作员站和1台工程师站,在上一级采用了以太网网络,在下一级采用PROFIBUS网络。PROFIBUS,是一种国际化。开放式。不依赖于设备生产商的现场总线标准。PROFIBUS传送速度可在 9.6kbaud~12Mbaud范围内选择且当总线系统启动时,所有连接到总线上的装置应该被设成相同的速度。广泛适用于制造业自动化、流程工业自动化和楼宇、交通电力等其他领域自动化。PROFIBUS是一种用于工厂自动化车间级监控和现场设备层数据通信与控制的现场总线技术。PROFIBUS是过程现场总线的缩写,于1989年正式成为现场总线的国际标准。目前在多种自动化的领域中占据主导地位,全世界的设备节点数已经超过2000万。它由三个兼容部分组成,即PROFIBUS-DP( Decentralized Periphery)。PROFIBUS-PA(Process Automation )。PROFIBUS-FMS (Fieldbus Message Specification )。主要使用主-从方式,通常周期性地与传动装置进行数据交换。
4、智能MCC配置
电动机控制中心MCC(Motor Control Center)的水平也得到迅速发展。MCC指将接于交流低压回路的电动机全套控制和保护设备,按一定规格系统装配成标准化的单元组件。每台组件控制相应规格的一台电动机,将此标准的单元组件装成柜体实现多台电动机的集中控制。智能MCC系统以通信的方式提供全面的管理诊断信息,使系统的电气设备状态数据透明化,实现自动采集和分析,并提供各类报表;可对能源消耗情况进行测量、统计、分析,为电能消耗和成本结构优化提供依据;可为电气人员提供详细、明确的电气设备运行状况,使电气管理维护人员通过设备运行的数据进行有计划的设备维护和检修工作,大大地提高设备的有效运行率,提高维护人员的工作效率,节约备品备件及保养维护费用,降低备件库存及资金占用。 本系统所设计的MCC主要包括以下几个单元:
主进线单元
主进线单元分别为西门子断路器,允许故障电流为50KA。配置电子脱扣单元。
计量单元
开关柜内配置安科瑞(Acrel)新型ACR系列多功能网络仪表、谐波表,可以同时检测电压、电流、有功、无功、电能、以及谐波等电参数,通过内置PROFIBUS网络接口, 可将以
上电气参数通过现场总线PROFIBUS上传至监控中心。
馈电单元
所有馈电单元均为西门子断路器,允许故障电流为65KA。
电机起动单元
柜内所有起动单元通断控制元件均采用西门子断路器,根据实际负荷及电机满载电流选型配置。热继电器为MCS-E3电子式智能脱扣保护等级,手动复位。该热继电器直接配装在接触器上,实现电机的控制和保护。E3过载继电器有两个4开关量输入点,2个开关量输出点,1个输出触点控制接触器的控制线圈,由操作站通过内置的PROFIBUS通讯协议发出控制指令;E3过载继电器还具有可编程保护功能(报警,跳闸,延时,禁止视窗),可以保护电机因过载、失相/相间不平衡、堵转(起动/运行)、接地等而引起的故障。
变频器单元
在活动加压站内配置了1 台132KW 西门子变频器;1台600KW 西门子变频器,在水采机内配置了3 台132KW 西门子变频器;1台西门子的450KW变频器,进线均采用刀熔开关,配PROFIBUS通讯模件,柜门安装人机操作面板。
PROFIBUS网络
MCC柜内置PROFIBUS网络,通过PROFIBUS网络可以将所有控制参数反馈至操作站,并将控制指令下达给每个电机控制单元,使得整个MCC系统成为数字式控制MCC,减少了控制线的接线,对外除了动力电缆, 不需要任何常规控制电缆,从而大大提高了系统的可靠性与稳定性。
5、基于PROFIBUS协议智能MCC系统架构
基于PROFIBUS协议MCC系统架构图
系统分为三层:现场设备层、PLC数据处理层以及运行监控层。现场控制层由现场智能设备、现场智能仪表、远程I/O 和网络设备构成。在现场设备层,通过PROFIBUS总线,集成具有通信功能的智能线路保护设备、电机驱动控制设备以及ET200S数据采集与控制装置等。
PLC数据处理层位于现场设备层和运行监控中心层之间,主要完成上下层之间的网络连接转换和信息的处理交换。通过PROFIBUS现场总线,把采集的数据传送到PLC数据处理层,对数据作规范化预处理,处理的数据与时标相对应,并可在数据缓冲区中储存一周。PLC获取和处理的数据有选择性地上传到控制中心,以便于集中监视现场工况信息;同时,下达来自于控制中心的遥控和遥调信息给现场设备层的各类智能设备及仪表。运行监控层由高速工业以太网以及连接在总线上的担任监控任务的工作站或显示操作站、工程师站、PLC/DCS 控制器组成。
本系统中通过应用智能MCC,实现了:
1)只将动力电缆和一根PROFIBUS网线引入MCC柜中,无需控制电缆进入MCC柜中,节省了大量PLC I/O模件;
2)MCC抽屉单元控制回路简单标准,复杂的连锁功能只需通过PLC编程实现;
3)改变MCC抽屉单元模数或位置非常方便,只需将新抽屉的PROFIBUS网线插入垂直线槽内PROFIBUS接口即可;
4)相同容量及运行方式MCC抽屉单元不存在特殊的控制回路,可以节省大量抽屉备件;
5)现场施工任务简单化,减少了控制电缆敷设量及校对工作两,大大降低了故障几率。
-
控制器
+关注
关注
114文章
17907浏览量
195707 -
plc
+关注
关注
5052文章
14898浏览量
489210 -
电机驱动
+关注
关注
60文章
1587浏览量
89737
发布评论请先 登录
Modbus协议转Profibus协议网关接温控表与PLC通讯

Profibus转Ethernetip网关实现工业现场升级
AM335X处理器是否可以在linux系统下实现profibus?PRU实现profibus是否需要另付费用?怎么实现?如何收费?
请问使用AM1808能否实现PROFIBUS接口协议?AM1810的PROFIBUS接口是不是就是一个单纯的高速串口?
如何采用单片机+Profibus通信ASIC来实现Profibus通信接口的设计?
PROFIBUS现场总线由哪部分组成_PROFIBUS协议结构
LIN基础知识和8位PIC单片机上实现的MCC LIN协议栈库

Microchip代码配置器MCC学习教程2 -- MCC操作

Profibus DP主站协议转Modbus协议模块连接马达保护器案例

Profibus转ModbusTCP网关模块实现Profibus_DP向ModbusTCP转换
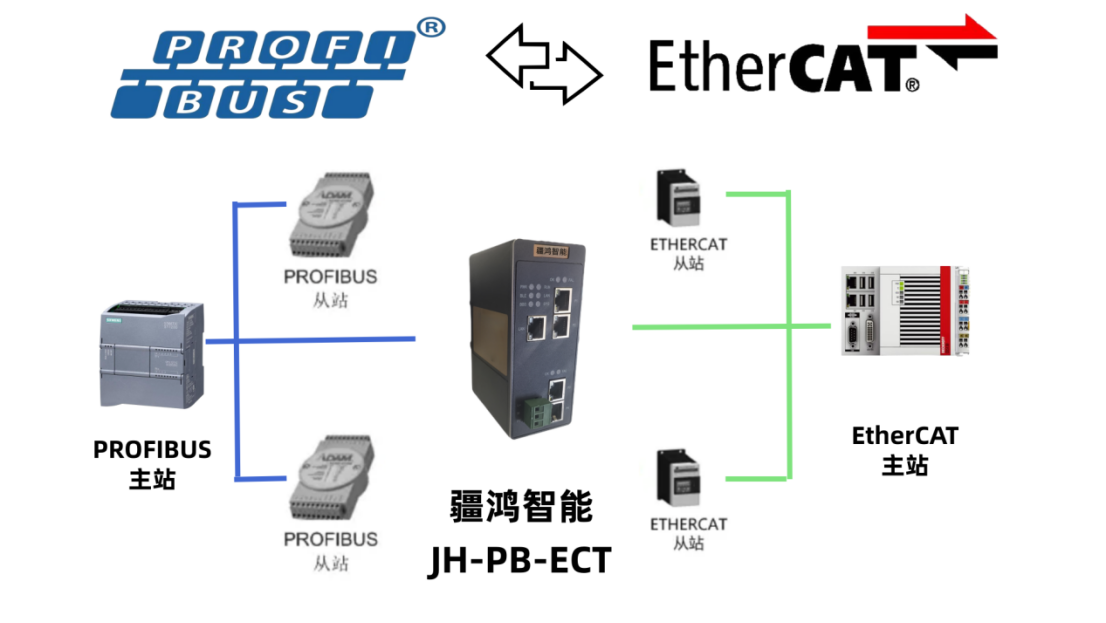
Profibus转EtherCAT协议转换网关介绍



评论