 变频器在砌块成型砖机中起到了怎样的作用
变频器在砌块成型砖机中起到了怎样的作用
一、前言
传统的红砖虽然在抗折抗摔方面略具优势,但由于制作红砖会消耗大量耕地,国家已经逐渐限制红砖的制造和使用。灰砖、空心砖等新型建材,使用水泥、炉灰等作为主要原料,得到国家政策的大力推广。
砌块成型机是一种用于压制灰砖砖坯的典型制砖机械,使用按比例搭配好的原料,经分布、压制后成为砖坯,再经高压水蒸气处理等工艺,最终制成灰砖。
为提高砌块成型机的工作效率和产品品质,保定方正机械厂使用台达G系列变频器用于机械模震的6模砖机,收到良好的效果。
二、制砖工序
砌块机的工序大体分为送料、布料、压模。
送料:按比例搭配好的原料经料斗装入小车,小车经导轨前进到砖模上方开始布料。
布料:小车在砖模上方反复筛料,使原料均匀的填充在砖模内,一般要分布3-4次。布料的同时,模震必须启震,保证填充均匀、密实。填充好后小车退回。
压模:小车回位后压头开始落下,同时压头震动装置启震,模震保持但需要切换模震频率,在震动中将砖坯压紧压实。
压模完毕后,压头升起,退出砖坯,开始下一次送料。
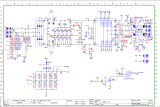
附图为小车进给、压头施压和砖模升降的液压装置
三、机械模震设计:
由于送料时间较为固定,而布料的时间和次数取决与使用原料的品质和砖模的规格,所以砌块成型机的工作效率和产品品质主要决定于压模过程的效果,特别是压头压力的大小和模震的效果。
传统的模震和压震都采用液压震动电机实现,虽然能够提供很大的压力,但液压震动装置结构复杂、成本高、启震慢,一次压模需20s左右,而机械震动装置结构简单、成本不高、启震快,一次压模只需16s左右(最快可缩短至14s),大大提高了制砖效率,而且设备维护也更加简便。
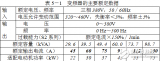
用户采用台达VFD220F43A-G变频器控制2台7.5KW 2级电机,通过1:1.5的皮带传动,分别带动震动箱中的2根曲辊转动。如设定变频器的最高操作频率为55Hz,设定加速时间为2s,通过1.5倍加速的皮带传动,震动箱中的2根曲辊可在2s内获得接近5000rpm的转速,产生高频大功率震动。
测试过程中,机械模震系统顺利启震,启动电流小于60A,震动中电流在30A左右。启震时间2s,停止时间1.5s,震动压力达到预期。
用户对测试结果非常满意。准备将这种机械模震的设计推广到其他设备上。
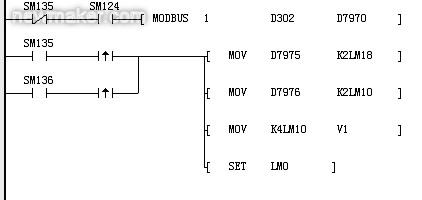
参数设置:
四、总结
目前砌块成型机设备所需要的变频器,要有优秀的低频转矩特性、稳定的品质、优良的性价比。台达G系列变频器原本为注塑设备开发,其主要的设计优点恰恰是低频转矩特性非常优秀,低速带载能力强,正好满足了砌块机的工艺要求,在制砖行业游刃有余,在全国各地多有建树。是G系列变频器的又一发展方向。
目前,砖机市场正在迅速成长,为提高工作效率和产品品质,使用变频器的机械模震方式已经在全国开始普及。由于传统的手动设备受操作人员的经验和熟练程度影响,难以保证品质,使用PLC和HMI的全自动砖机也已成为砖机的主流方向。台达机电产品的一体化解决方案为用户的产品开发节约了大量的时间和成本,及时的技术支援和完善的售后服务体系为用户解除了后顾之忧。我们相信,不仅是变频器,包括PLC、HMI在内的各种台达产品必然会在全国迅速成长。
-
plc
+关注
关注
5011文章
13299浏览量
463435 -
变频器
+关注
关注
251文章
6555浏览量
144749 -
电机
+关注
关注
142文章
9021浏览量
145507
发布评论请先 登录
相关推荐
Twido PLC在多功能混凝土砌块成型机的应用
电抗器在变频器中的作用
砌块成型机数据采集物联网系统





 工商网监
工商网监
评论