 如何使用PLC对热弯炉加热实现自由调节控制
如何使用PLC对热弯炉加热实现自由调节控制
1、引言
电加热控制是工业中十分常见的控制项目。加热控制中以温度控制为多见,此外,一些设备需要调节加热器的功率来满足工艺要求。加热器的输出功率与通过其两端的电流和加热器本身的电阻有关。在许多应用场合,加热器的功率调节采用调节电源电压来实现,常见的有变压器方法控制简单,但增加了成本投入,不方便自动控制,而且在大量加热器功率需要单独调节的场合就无法完成。另外采用在运行中通过改变加热器的电阻这种方式来调节功率在硬件上难以实现。
2、热弯炉加热的控制要求
在汽车玻璃深加工设备中,玻璃热弯炉加热控制就是加热器功率调节控制的典型案例。热弯炉为使平板玻璃加热弯曲成有球面的汽车前挡玻璃时,根据不同的需要对玻璃四周的加热功率通常要调得大一些,达到加热器额定功率的60%-100%,以使玻璃四周弯曲弧度增大;而对玻璃中间的加热功率通常要调得小一些,达到加热器额定功率的0%-65%,使玻璃的中央弯曲弧度过渡变得平滑。
在不使用变压等其它装置的情况下,笔者通过试验,总结出利用plc晶体管输出通过固态继电器控制加热器的导通时间,来自由地调节加热器的输出功率的新的有效尝试。事实证明,这种方式不但节省了成本,而且控制简便。下面从理论上分析如何实现用plc对加热功率进行自由调节控制。
3、控制原理
为说明其控制原理,我们先从交流电说起。一个周期内平均值为零的周期电流(或电压)叫做交变电流(或电压),随时间按正弦函数规律变化的正弦交流电。我国和世界上大多数国家,电力工业的标准频率,即所谓“工频”为50hz。根据正弦的电频率公式f=1/t,可知,它的周期为0.02s,它的角频率为ω=2πf=100π,即工频每秒100次到达正弦量零值(正弦量一个周期内瞬时值两次为零,规定瞬时值由负向正变化之间的一个值叫做它的堆值)。也就是说,在1秒的时间内,相位每增加1πrad(弧度),正弦量经历了半个周期,占整个1秒时间相位角的1%。这就可把1秒钟时间内经历的周期分为100等份,每半个周期为1份。这样,如果能有一种控制器,以1秒钟作为一个循环周期,在1秒钟的时间内使加热器只导通0.01秒,那么,它输出的功率就占整个加热器额定功率的1%;如果在1秒钟的时间内使加热器只导通0.02秒,那么,它输出的功率就占整个加热器额定功率的2%,依此类推。由此可见,通过对加热器的导通时间控制,就可达到对加热器功率调节的目的。这种控制器可由plc晶体管高速输出实现。plc晶体管输出单元通过输出周期为1秒的脉冲,改变脉冲状态为1的时间,从而控制固态继电器的导通时间,来实现plc对加热器功率自由调节。
图1 组态“在线操作”界面
4、控制程序
热弯炉的加热分为若干段,某一段的加热丝分布如图1组态“在线操作”界面所示。图中每一矩形条代表一条发热丝,b1(bend1)段发热丝的数量达120余条。矩形条中间的数字为功率设定百分比,矩形条的颜色与设定的功率百分比相对应,越趋向100%时颜色越接近红色,以使操作员能很直观地查看各功率设定的总体分布。
为使组态界面的加热功率设定能得以实现,必须为plc编写相应的控制程序。这里,我们以三菱q系列plc作为主控制器为例,来说明plc的控制过程。
三菱q系列plc是以大规模系统为对象,有很强的cpu模块处理性能和较大的程序寄存器容量。cpu与网络模块、编程用外围设备之间数据通信的性能优越,支持本地i/o最大可达4096点,最快指令仅需34纳秒。是适合大量加热器单独进行功率调节控制的理想plc之一。由于plc与加热器之间的电路十分简单,这里不再祥述。需要说明的是,plc输出模块应选用晶体管输出类型的模块,以实现脉冲输出;使用固态继电器(这里不能用接触器代替固态继电器)接在输出模块的端口,控制加热器的导通。单条发热器的plc控制程序如图2所示,其它的程序与此类似。
图2 plc控制程序图
程序中,sm409为0.01秒时钟,d4995对sm409的脉冲进行加1计数处理,当d4995递加到数字为100时,正好为1秒时间,当d4995大于100时即清0;d6000为加热器1的功率设定值,如果设定值大于当前d4995内的数值,且功率设定值大于0,y360(加热器1)即输出为1,否则输出为0。例如当d6000设定值为30(即设为加热器额定功率的30%),d4995以0.01秒为单位进行递增计数时,当d4995计数值在0-30之间,由于d6000内的数字30大于或等于d4995的当前值,y360输出状态为1;当d4995计数值在31-100之间,由于d6000内的数值30小于d4995内的数值,y360输出状态为0。d6000的取值范围为0-100间的整数,通过调节d6000的数值,即可对加热器1的输出功率进行自由地调节。
5、结束语
用plc实现加热器功率调节的控制,具有电路简便、方便控制等优点,特别适用于大量加热器需要分别进行功率调节的场合,容易实现自动化控制。为工业设备中的加热器功率调节控制提供借鉴作用。
-
电源
+关注
关注
185文章
17870浏览量
252184 -
plc
+关注
关注
5019文章
13400浏览量
465957 -
温度控制
+关注
关注
7文章
286浏览量
36752
发布评论请先 登录
相关推荐
提高加热炉PLC系统稳定性的实现
基于PLC 的电加热炉流量控制系统的设计与实现
管式加热炉热效率优化控制
PLC的加热炉仪表控制系统

维控人机界面LEVI70LK和PLC在热弯机中的应用
PLC系统在环形加热炉中的应用
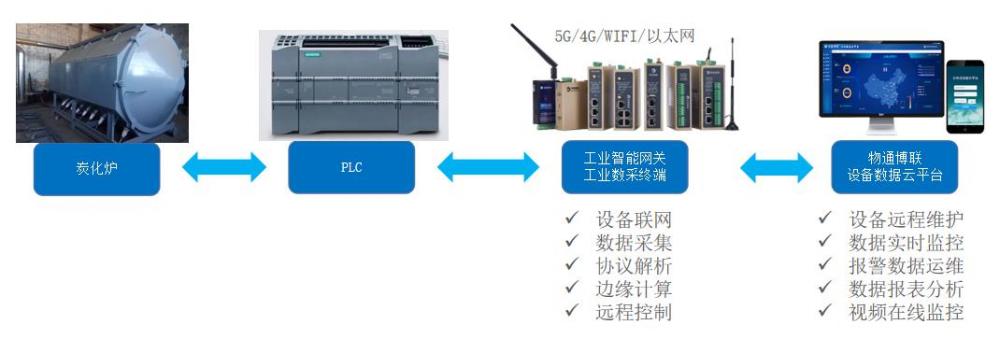
基于PLC控制的炭化炉如何实现远程监控和故障报警
基于PLC温控系统的电加热炉设备监控运维管理系统

红外热像技术在加热炉的应用






 工商网监
工商网监
评论