 基于科威EASY系列PLC实现隧道窑控制系统的设计方案
基于科威EASY系列PLC实现隧道窑控制系统的设计方案
1、引言
隧道窑是一种连续式窑炉,由预热区、高温区、急冷区和缓冷区组成,主要用于建筑陶瓷、日用陶瓷等烧制。隧道窑的控制涉及传动控制,温度、压力的检测、控制以及其它控制。我们采用科威EASY系列PLC开发出的高可靠性、高性价比的隧道窑控制系统,已于2005年7月成功应用在湖北华窑集团中亚窑炉公司承建的越南某隧道窑中。下面介绍此窑的控制方案。
2、用户要求
1、温度控制区8组。
2、温度显示区10组。
3、热电偶:18支。 其中: K分度11支 S分度7支
4、风机选型
排烟风机: 15kw 一开一备 要星-三角启动。
助燃风机: 15kw 一开一备 要星-三角启动。
急冷风机: 11kw 一开一备 (变频)
抽热风机: 15kw 一开一备 要星-三角启动。
快冷风机: 7.5kw 一开一备 直接启动。
轴流风机: 0.18kw 8台 直接启动
5、 安全连锁。
开关量互锁:必须是硬件互锁和软件互锁。在设计时进一步落实工艺互锁要求。
6、使用人机界面控制
现场设人机界面,所有操作均可在人机界面上完成;
面板按钮与人机界面按钮互为备份。(集中分散型控制)
7.关控制信息能传到计算机,计算机只作信息管理用,不参与控制。
计算机画面应含有:现场模拟图、温度实时曲线图、控制设定曲线图、历史趋势曲线图、并完成报表打印功能。
3、解决方案
3、1系统分析
3、1、1温度采集部分
10支热电偶,K、S两种分度号。
3.1、2温度控制部分
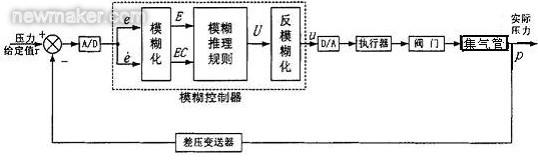
18点温度中,其中8点(设计时需指定)用来作温度控制用。在这8点温度控制中,其中7点是控制执行器阀位值,改变燃料注入量,从而使温度稳定。另外一点是控制急冷变频器输出频率,改变急冷风机运行速度,从而调节急冷区温度。其它因素由人工调整(如助燃风、燃气压力等)。
每个控温点占用一路模拟量输出,急冷变频器占用一路模拟量输出,执行器采取开度定位方式。
因此温度控制占用:
8路模拟量(输入、输出)。
3.1、3相关风机部分
3.1.3、1 排烟风机控制
排烟风机一用一备,二者逻辑上互锁,电气控制采用两套独立的星-三角控制,每套占三个开关输出点(主、星、三角),占三个开关输入点(启动、停止、故障),因此排烟风机控制占用:
6点开关输入:(启动、停止、故障)*2。
6点开关输出:(主、星、三角)*2。
3.1、3.2助燃风机控制
助燃风机一用一备,二者逻辑上互锁,电气控制采用两套独立的星-三角控制,每套占三个开关输出点(主、星、三角),占三个开关输入点(启动、停止、故障),因此排烟风机控制占用:
6点开关输入:(启动、停止、故障)*2。
6点开关输出:(主、星、三角)*2。
3.1、3.3急冷风机控制
急冷风机快慢由变频器调整,通过PLC内部PID运算输出4-20mA标准信号,来控制变频器的输出频率。同时在人机界面上也可以实行手自动切换进行控制。因此急冷风机占用:
5点开关输入:急冷A启动、急冷B启动、急冷停止、急冷A故障、急冷B故障
2点开关输出:(运行控制)*2。
1点模拟输出:频率调节(手自动调节)。
3.1、3.4抽热风机控制
抽热风机一用一备,二者逻辑上互锁,但电气控制采用两套独立的星-三角控制,每套占三个开关输出点(主、星、三角),占三个开关输入点(启动、停止、故障),因此抽热风机控制占用:
6点开关输入:(启动、停止、故障)*2。
6点开关输出:(主、星、三角)*2。
3.1、3.5快冷风机控制
快冷风机一开一备,直接输出控制,因此占用:
6点开关量输入:(启动、停止、故障)*2。
2点开关量输出:(运行控制)*2。
3.1、3.6轴流风机控制
轴流风机:0.18kw 8台,直接输出控制,因此占用:
3点开关量输入:启动、停止、故障。
1点开关量输出:运行控制。
3.1、3.7安全连锁
开关量互锁:必须的硬件互锁和软件互锁。在设计时进一步落实工艺互锁要求。
3.2控制器件选型
据以上统计,有温度采集8点;
开关量输入:49点 模拟量输入:8点
开关量输出;34点 模拟量输出;8点
温度控制:EASY—M0808R—A0404NB 2台
风机控制部分采用:Easy-M1608R 2台
另需做主站的PLC(Easy-M1608R)1台,用于控制拖车部分的PLC(Easy-M1608R)4台,
显示控制的人机界面一台(10.4英寸,真彩色),用于监控的普通计算机一台。其他电器部分:变频器,开关电源,空气开关,接触器,继电器,按钮,指示灯,报警器,柜体等。
CAN-AD1216:
有16路温度输入
有与CAN网连接的现场总线接口,可与各采集模块、Easy系列的PLC互连组成网络。
Easy-M0808R-A0404NB:
有8点开关量输入、8点开关量输出。有4路模拟量输入、4路模拟量输出。
有与CAN网连接的现场总线接口,可与各采集模块、PLC互连。
有与通用人机界面相连的RS0串口,便于现场监视和操作。
有与计算相连的RS1串口,便于计算机记录管理。
Easy-M2416R:
有24点开关量输入、16点开关量输出。
有与CAN网连接的现场总线接口,可与各采集模块、PLC互连。
有与通用人机界面相连的RS0串口,便于现场监视和操作。
有与计算相连的RS1串口,便于计算机记录管理。
每台块Easy-M1608R:
有16点开关量输入、8点开关量输出。
有与CAN网连接的现场总线接口,以便于各采集模块相连。
有与通用人机界面相连的RS0串口,便于现场监示和操作。
有与计算相连的RS1串口,便于计算机记录管理。
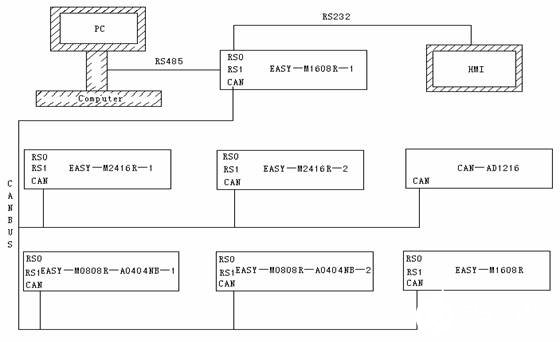
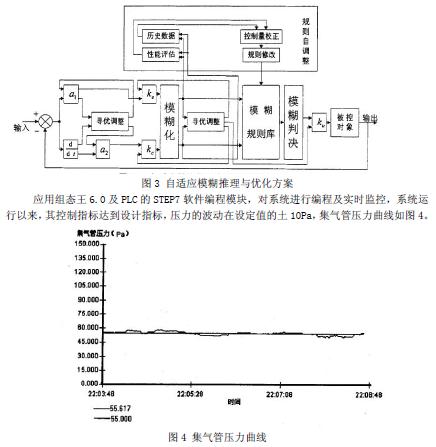
3、3控制结构图
3、4 PLC接线示意图
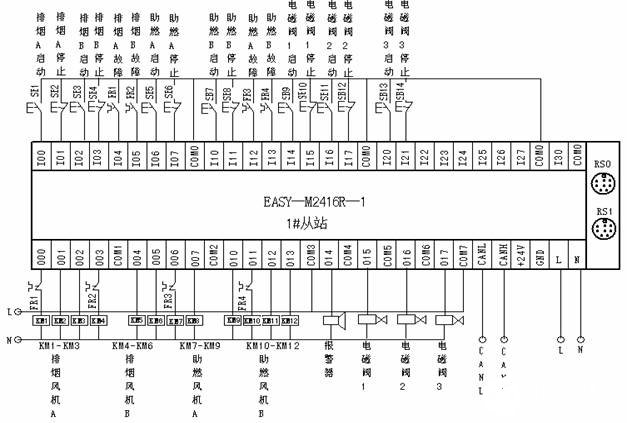
1#从站接线示意图

2#从站接线示意图
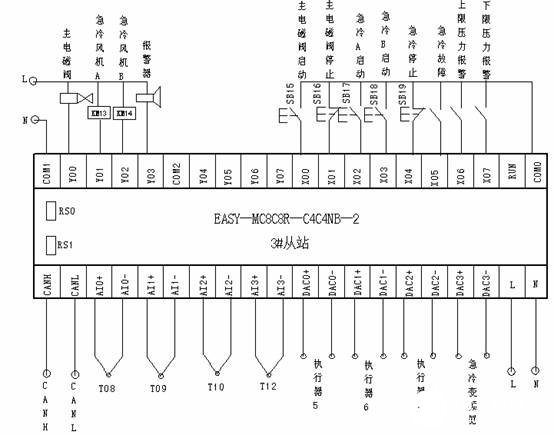
3#从站接线示意图

4#从站接线示意图
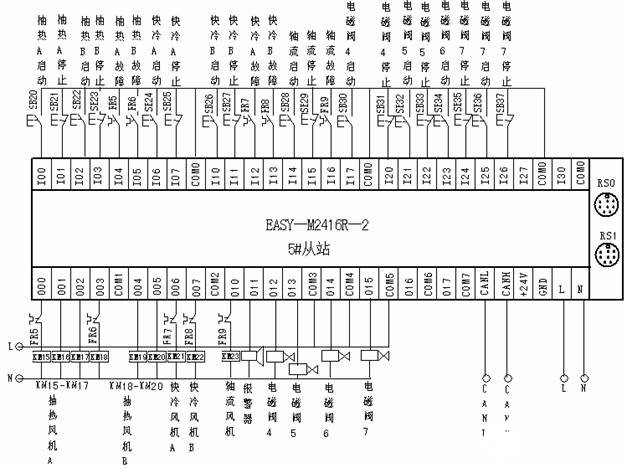
5#从站接线示意图
注:其中主站与拖车部分(6#从站-9#从站)的PLC接线示意图略
4、系统控制的实现
4.1所有的风机控制和电磁阀以及拖车都是由PLC的开关量控制。
下面是排烟风机A的星--三角控制程序的梯形图程序:

4、2 模拟量温度采集由一台AD1216采集。
4、3所有的模拟量控制都由Easy-M0808R-A0404NB完成,温度由Easy-M0808R-A0404NB经过PID调节输出(4-20mA给执行器和变频器),控制执行器与变频器,从而控制窑炉的温度。
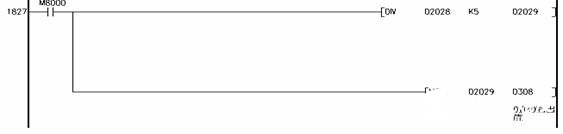
下面是其中一路PID输出控制执行器的梯形图程序:


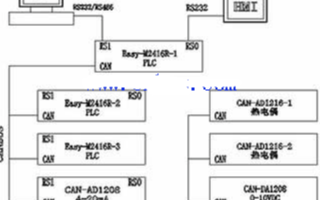
4、4所有的控制设备组成一个网络,整个CAN总线网络互联由CANSET软件来实现,它是图形化界面的软件,设置起来十分简便。设置内容包括:网络设备总数、网络设备地址、网络通讯数据的内容、网络数据通讯速度等。它还能根据用户的需要,灵活设置每个设备的任务级别,以保证网络资源的合理分配。
下图是在CANSET下设置的本系统CAN网络配置:

4、 5相关信息通过RS485网络传到计算机,计算机只作信息管理用,不参与控制。
在计算机中包含有:现场模拟图、温度实时曲线图、控制设定曲线图、历史趋势曲线图、并完成报表打印功能。计算机中的各个曲线图每隔2分钟自动保存一次。
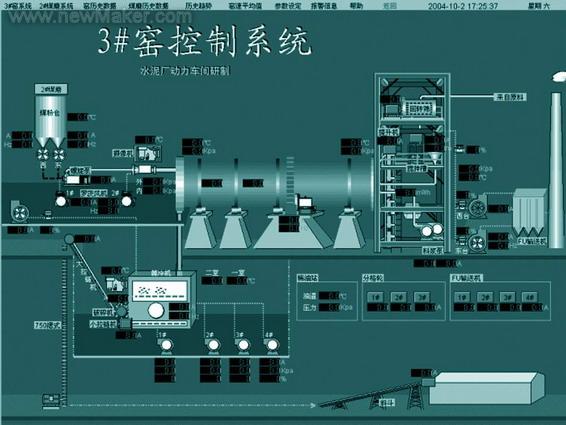
4、6 人机界面操作说明

上图是主画面,由四部份组成。最上面是日期时间显示与警报走马灯及中英文切换按钮。其中时间日期可以在“画面四”中进行设置(一般情况下无须设置)。警报走马灯显示11台风机的运行故障与燃气超限(上下限)以及9个从站掉线显示。当系统无故障时,报警走马灯显示设备运行正常。
中间上半部分是现场模拟图, 从中可以观测到现场设备及工艺运行的一些情况,如11台风机的运行指示灯,在风机运行时,相应的指示灯会变成绿色;主电磁阀以及各支电磁阀开启时其对应的指示灯会变成绿色。
中间下半部分是11台风机的启动、停止按钮以及主电磁阀的开、关按钮,根据工艺及安全连锁要求,只有排烟风机(A或B)启动后才能启动助燃风机(A或B),助燃风机启动后(A或B)才能开启总阀,总阀开启后才能开启各支电磁阀。以上各设备的连锁要求依次是排烟风机——助燃风机——总阀——各支电磁阀。在没有启动前级设备的情况下,是不会启动后级设备的,反之如果停止了前级设备,后级设备也相应的自动停止。上述各设备之间的启动顺序在程序上进行了连锁,同时在硬件配线上也进行了连锁。
最底部是四个换面按钮与警报解除按钮以及按键锁按钮,按压各个换画面按钮可以进入其对应的子画面。“警报解除”按钮是一个交替型按钮,按压“警报解除”按钮可以解除发生故障时的声光报警输出,它只能暂时解除当前的声光报警,报警走马灯上还会显示相应的故障,如果故障没有排除,在下次PLC启动运行时还会发出声光报警。“按键有效”按钮是一个交替型按钮,“按钮无效”键是为了保护界面按钮不被误按而设置的,当“按钮无效”时,按压风机启停按键及总阀按钮是不会产生动作的。
5、总结
本控制系统采用EASY系列PLC,硬件结构简单,成本低廉,响应速度快,性价比高,还可以根据实际需要很方便地进行扩展,有极强的灵活性和适应性。现场使用表明,其性能稳定,运行可靠。
责任编辑:gt
-
控制系统
+关注
关注
41文章
6541浏览量
110461 -
CAN总线
+关注
关注
145文章
1936浏览量
130621 -
plc
+关注
关注
5008文章
13149浏览量
461978
发布评论请先 登录
相关推荐
基于S7-200 PLC信号灯控制系统的设计方案
CAN总线和人机界面为隧道窑控制系统带来什么功能?
基于PLC白灰回转窑的模糊PID控制系统

基于PLC的旋窑监控系统的开发
PLC在隧道窑温度控制系统中的应用
基于嵌入式PLC Easy-AD1216和CAN总线实现隧道窑控制系统的设计

基于嵌入式PLC Easy-AD1216实现隧道窑控制系统的应用方案






 工商网监
工商网监
评论