 锂电池极片分切工序有什么特点?是如何处理毛刺问题的?
锂电池极片分切工序有什么特点?是如何处理毛刺问题的?
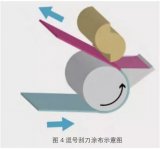
在极片分切工艺中,刀具的侧向压力和重叠量是圆盘切刀部的主要调整参数,需要根据极片的性质和厚度详细调整。
1、锂电池极片圆盘剪的裁切方式具有完全不同的特点:(1)极片分切时,上下圆盘刀具有后角,类似与剪刀刀刃,刃口宽度特别小。上下圆盘刀不存在水平间隙,而是上下刀相互接触并存在侧向压力。(2)板料分切时上下基本上都有橡胶托辊,平衡上下刀在剪切时产生的剪力和剪切力矩,避免板料的大幅变形。而极片分切没有上下托辊。(3)极片涂层是由颗粒组成的复合材料,几乎没有塑性变形能力,当上下圆盘刀产生的内应力大于涂层颗粒之间的结合力,涂层产生裂缝并拓展分离。
2、极片分切质量影响因素影响毛刺的大小、断面形貌特征及极片尺寸精度等质量的因素有很多,根据现有的理论,可以总结为:极片的物理力学性能、极片厚度、上下成对刀具的侧向压力、上下成对刀具的重叠量、刃口磨损状态、咬入角、圆盘刀精度等。
(1)材料物理力学性能的影响。一般说,材料的塑性好,剪切时裂纹会出现得较迟,材料被剪切的深度较大,所得断面光亮带所占的比例就大;而塑性差的材料,在同样的参数条件下,则容易发生断裂,断面的撕裂带所占的比例就会偏大,光亮带自然也较小。(2)上下成对刀具侧向压力的影响。在极片的分切中,刀具侧向压力是影响分切质量的关键因素之一。剪切时,断裂面上下裂纹是否重合、剪切力的应力应变状态都与侧向压力的大小关系密切。侧向压力太小时,极片分切可能出现分切断面不齐整、掉料等缺陷,而压力太大,刀具更容易磨损,寿命更短。
(3)上下成对刀具的重叠量的影响。重叠量的设置主要与极片的厚度有关,合理的重叠量有利于刀具的咬合,其影响包括剪切质量的优劣、毛剌的大小和刀具刃口磨损快慢等问题。(4)咬入角的影响。咬入角增加,剪切力所产生的水平分力也会增大。如果水平分力大于极片的进料张力,板材要么打滑,要么在圆刀前拱起来而无法剪切。而咬入角减小,刀片的直径就要增大,分条机的尺寸相应的也要增大。因此如何平衡咬入角、刀片直径、板料厚度以及重叠量,必须参考实际工况而定。
3、极片分切的主要缺陷极片分切断面典型形貌图,断裂面涂层主要颗粒之间相互剥离断裂,而集流体发生塑性切断和撕裂。当极片涂层压实密度增大,颗粒之间的结合力增强时,极片涂层部分颗粒也出现被切断的情况。极片分切中存在的主要缺陷包括以下几种:(1)毛刺毛刺,特别是金属毛刺对锂电池的危害巨大,尺寸较大的金属毛刺直接刺穿隔膜,导致正负极之间短路。而极片分切工艺是锂离子电池制造工艺中毛刺产生的主要过程。图3所示即为极片分切产生的金属毛刺的典型形貌,极片在分切时形成了集流体毛刺,尺寸达到100μm以上。通过切刀倒角、刀具侧向压力以及收放卷张力的调节来控制毛刺的数量和尺寸。
为了避免这种情况出现,调刀时根据极片的性质和厚度,找到最合适的侧向压力和刀具重叠量是最关键的。另外,通过还可以切刀倒角,收放卷张力来改善极片边缘品质。(2)波浪边极片分切时存在的掉料和波浪边缺陷,波浪边。出现波浪边时,极片分切和卷绕时会出现边缘纠偏抖动,从而引起工艺精度,另外对电池最终的厚度和形貌也会出现不良影响。
(3)掉粉极片出现掉粉会影响电池性能,正极掉粉时,电池容量减小,而负极掉粉时出现负极无法包裹住正极的情形,容易造成析锂。以上品质问题主要都是通过寻找合适的调刀参数来解决。
(4)尺寸不满足要求极片分切机是按电池规格,对经过辊压的电池极片进行分切,要求分切极片尺寸精度高等。卷绕电池设计时,隔膜要包裹住负极避免正负极极片之间直接接触形成短路,负极要包裹住正极避免充电时正极的锂离子没有负极活物质接纳出现析锂,一般地,负极和隔膜、负极和正极的尺寸差为2-3mm,而且随着比能量要求提高,这个尺寸差还不断减小。因此,极片尺寸精度要求越来越高,否则电池会出现严重的品质问题。
注:源于生产实践或工艺实验结果。
-
锂电池
+关注
关注
260文章
8207浏览量
172380 -
刀具
+关注
关注
0文章
46浏览量
9693 -
毛刺
+关注
关注
0文章
29浏览量
15695
原文标题:【誉辰自动化•技术π】锂电池分切工序毛刺分析
文章出处:【微信号:gh_a6b91417f850,微信公众号:高工锂电技术与应用】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
关于锂电池电极材料SEM测试、氩离子截面解剖电极片
CCD视觉检测系统在锂电池极片上的外观检测的应用
寻求锂电池代加工工厂及求购电池极片
锂电池常用的保护方案特点
锂电池生产中的常见极片缺陷问题有哪些?





 工商网监
工商网监
评论