 内置元器件PCB加工工艺有什么缺点?如何使用覆盖膜保护方式解决
内置元器件PCB加工工艺有什么缺点?如何使用覆盖膜保护方式解决
内置元器件PCB是指将电阻、电容等元器件埋入PCB内部形成的产品,有效缩小连接引线长度,减少表面焊接元器件及焊接数量,确保焊接品质;同时能有效保护元器件,减轻元件间的电磁干扰,保证信号传输稳定性,提高IC性能。传统的内置元器件PCB制作工艺存在内层棕化膜高温变色、棕化后停留时间超24小时导致压合分层的品质风险。本文分析了现有内置元器件PCB加工工艺的缺点,提出覆盖膜保护方式内置元器件PCB工艺,有效改善上述工艺难点,提升产品品质。
内置元器件PCB将电阻、电容等元器件埋入PCB内部,有效解决传统PCB板面小无法满足更多元器件的贴片需求,以及传统PCB贴片后,元器件外置,彼此间形成电磁干扰,容易受到外部因素损伤元器件造成报废的问题。
内置元器件PCB传统加工流程为:芯板开料→内层图形制作→选择性表面处理→棕化→贴元器件→芯板清洗→烘烤→压合→正常多层板制作,元器件间隙通过半固化片流胶填充。
传统工艺的主要问题有:
(1)芯板焊盘先化金、棕化后贴片流程,棕化有效时间为24小时,贴片耗时长,容易超出棕化时效,导致层合分层;
(2)芯板棕化膜回流焊后高温变色,如图1所示;
(3)返工棕化造成锡膏表面变黑,如图2所示,导致锡膏与半固化片流胶结合处出现缝隙,压合品质无法保证。虽然目前并未有棕化膜变色而导致产品功能性异常的问题发生,但为确保产品品质、消除客户疑虑,确保产品可靠性,找出变色真因及改善方法是当前重要课题。
图1 棕化膜高温变色
图2 锡氧化变黑
本文从传统制作流程分析产品的工艺难点,提出覆盖膜保护方式内置元器件PCB新工艺,对传统制作工艺进行改善和优化,提升产品压合品质,从而实现产品高可靠性的加工生产。
问题分析
一、棕化超时失效
棕化是指对内层芯板进行铜面处理,在内层铜箔表面进行微蚀的同时生成一层极薄的均匀一致的有机金属转化膜[1]以提升多层线路板在压合时铜箔和环氧树脂之间的接合力。棕化处理的两个关键步骤反应式如(1)、(2)所示:
蚀铜反应:
Cu+H2SO4+H2O2→CuSO4+ 2H2O (1)
成膜反应:
Cu2++ CuA +B → 有机金属转化膜 (2)
其中A表示氧载体,B表示能与铜氧化物生成有机金属转化膜的化合物,棕化处理过程如图3所示。
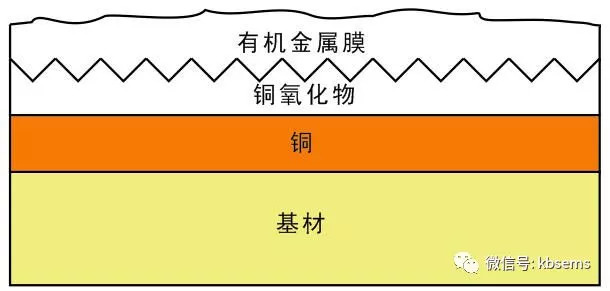
图3棕化处理过程
图4棕化超时导致层压分层
芯板焊盘先化金、棕化后贴片,芯板棕化后必须在24小时内压合,但是贴片耗时长,容易超出24小时,会导致棕化失效,压合结合力下降,导致分层,如图4所示。
二、棕化膜高温变色
棕化生成的有机金属转化膜呈暗棕色,但是芯板经过无铅回流焊炉后,裸露的棕化膜会由暗棕色变为蓝紫色。
取5张100mm×150mm的覆铜板,分别标记为1、2、3、4和5,覆铜板1正常棕化后不烘烤,覆铜板2、3、4、5正常棕化后分别按240℃、250℃、260℃、270℃烘烤3min,棕化层颜色变化如图5所示:
当温度达到270℃时,棕化层最终失效,棕化层成分随温度变化而变化的比例如图6所示:[2]
图5棕化表面随温度变化趋势
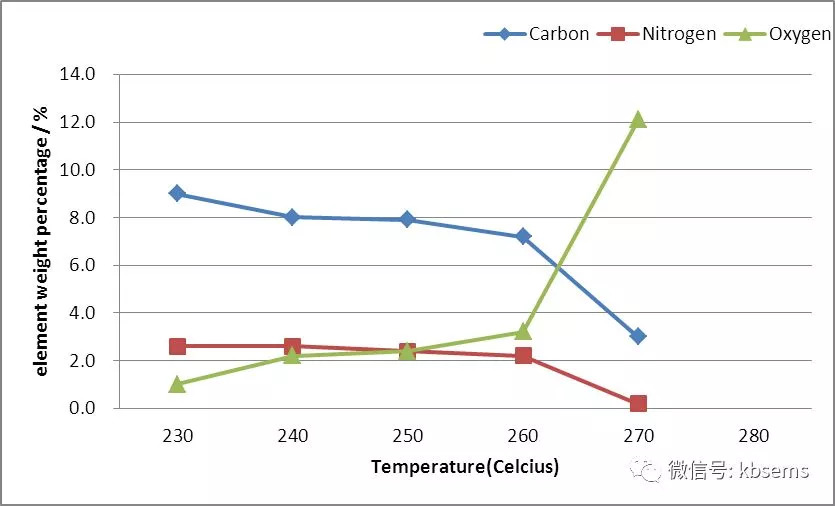
图6棕化成分随温度变化
通过上述分析得到,棕化膜变色主要原因是棕化层随着温度的变化被氧化。
为得到棕化膜变色对产品压合品质的影响,设计对比试验,取4张250mm×300mm的1oz铜箔,分别标记为1、2、3和4,铜箔1正常棕化后不烘烤,铜箔2、3、4正常棕化后分别按230℃、250℃、270℃烘烤3min,取1080半固化片将铜箔反压在0.8mm厚度的芯板上,即铜箔光面与半固化片接触压合,压合后制作3.18mm宽度的剥离强度测试条进行测量,测试数据如图7所示:
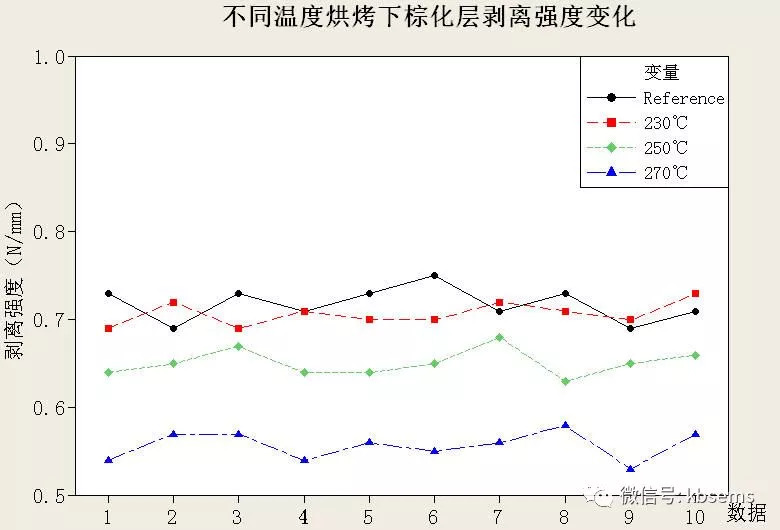
图7不同温度烘烤后棕化层剥离强度变化趋势
通过数据分析,当棕化膜经过270℃烘烤后再压合,棕化膜的剥离力只有0.54-0.58N/mm,不满足IPC标准(≥0.625N/mm),极大的影响了后工序的压合品质,增大了企业的制作风险。
三、 锡膏变黑
芯板贴片后返棕化,能解决棕化膜高温变色的问题,但是会导致锡膏变黑,导致锡膏与半固化片流胶结合处出现缝隙,压合品质无法保证,影响产品可靠性。
锡膏棕化变黑的主要原因是锡及其氧化物与棕化线的酸性药水产生反应,生成氧化亚锡(黑色固体)和硫酸亚锡(裸露在空气中氧化变成微黄色)[3],主要反应式如(3)、(4)、(5)所示:
Sn + Na2(SO4)2+ H2O → Na2SO4+ SnO(黑色固体) + 2H2SO4 (3)
SnO2+H2SO4→SnSO4+H2O (4)
2SnSO4+ 2H2O →(SnOH)2SO4↓(微黄色碱式盐) + H2SO4 (5)
锡遇酸反应生产的化合物颗粒较大,吸附在锡膏表面,压合后热冲击容易出现裂缝,如图8所示:
图8锡膏区域热冲击情况(左:结合OK;右:结合NG)
通过上述3个问题点分析,需要设计中间介质,能与芯板线路进行压合,具有一定耐高温能力,保护棕化膜进行回流焊;同时,能与半固化片进行压合并结合良好,避免压合分层的问题。参考刚挠结合板工艺,覆盖膜具有一定的耐高温、耐酸碱能力,有效与半固化片、芯板线路进行压合,结合力好,满足上述要求。同时,覆盖膜的环氧树脂层能有效填充芯板线路,提升芯板表面平整度,使得后续总压过程中,半固化片的流胶更加充分的填充元器件间隙,提高生产板平整度。
试验设计
使用覆盖膜保护棕化,对传统的贴片芯板制作流程进行优化,提出新工艺,具体如下:

刚性板棕化后压合覆盖膜,有效保护棕化膜,解决贴片芯板线路棕化膜高温变色、棕化超时的不良问题,由于覆盖膜的保护,不需要返工棕化,避免了锡膏变黑的问题,确保芯板压合品质。
图9覆盖膜保护方式内置元器件PCB层压结构图
图10覆盖膜保护化金
覆盖膜保护方式内置元器件PCB层压结构如图9所示,芯板L4层需要贴片,完成线路制作、棕化后压合覆盖膜和化金,化金效果如图10所示,清洗后隔干净白纸转移贴片生产,贴片效果如图11所示。贴片后使用成品清洗机进行清洗,清洗后烘烤去除水分,烘烤条件为:85℃、60min,烘烤后进行等离子处理,确保产品压合品质,完成压合后按常规流程制作。
图11 不同工艺SMT效果(左:传统工艺;右:覆盖膜保护工艺)
芯板压合覆盖膜后,由于覆盖膜环氧树脂胶的填充,增强了贴片芯板表面平整度,使得芯板在总压过程中,半固化片的流胶更加充分的填充元器件间隙,提高生产板平整度。
测试验证
按上述新工艺制作产品,对其进行平整度、热冲击、间隙填胶及电气性能测试,结果如下:
(1) 平整度:采用九格测试方法测量压合后板厚数据,如图12和图13所示,试样压合厚度均匀性一致,差异小,极差0.046-0.064mm,满足品质要求;
图12九格板厚测试图示
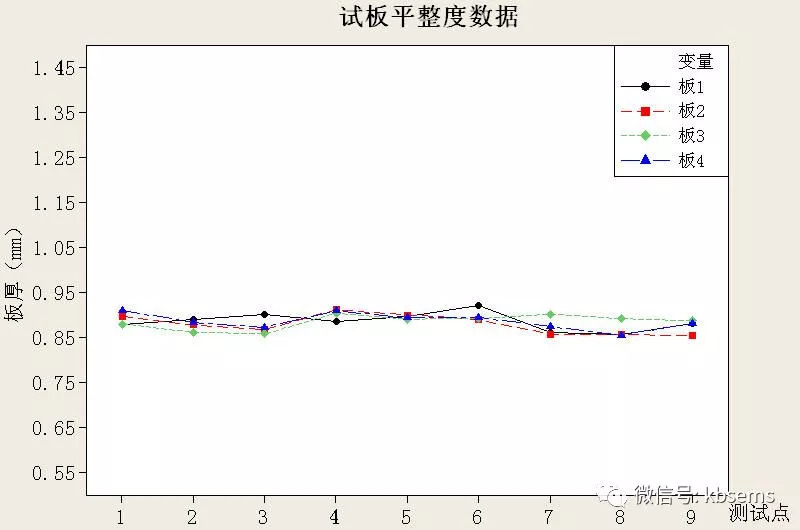
图13试板平整度数据
(2) 耐热性能:热冲击288℃,10s,3次,覆盖膜压合区域未出现分层爆板,如图14所示;
(3) 压合品质:内置元器件间隙填胶充分,无空洞,外观无变形,如图15所示;
图14热冲击效果(左:元器件位置;右:覆盖膜位置)
图15压合效果
(4) 电气性能:在芯板贴片、产品完成制作后使用数字电桥测试仪进行电容、电阻测试,通过对比容值及阻值的变化来判断层压对内置元器件的影响。
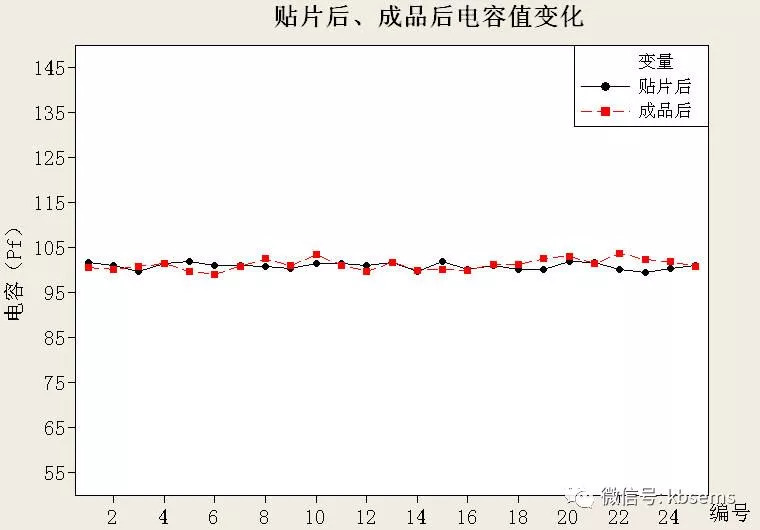
图16贴片后、成品后电容值变化
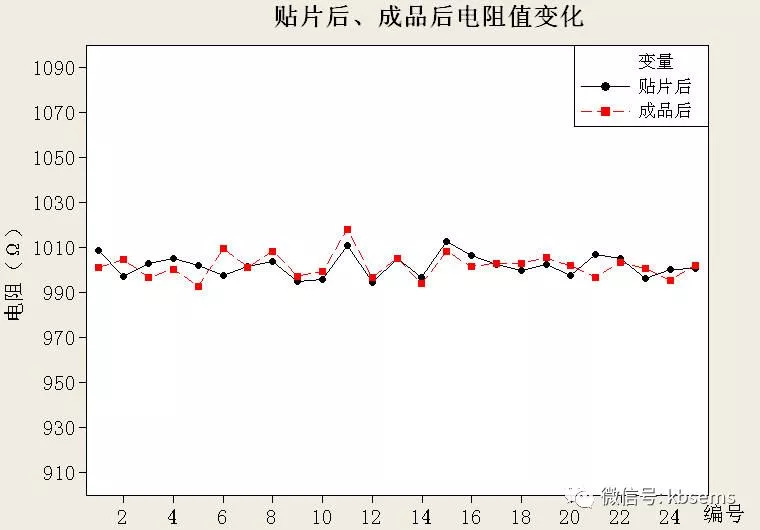
图17贴片后、成品后电阻值变化
如图16和图17所示,元器件在贴片、完成后的电容值和电阻值未产生明显变化,数值稳定,判定合格。针对试验测试数据,需要注意的是:测试数据无法反馈高温高压对元器件的寿命、稳定性等其它性能的影响。
根据测试的数据及结果,产品各项性能满足品质要求,优化可以。
针对传统内置元器件PCB产品加工出现的技术难点,分析原因,提出覆盖膜保护方式新工艺,对产品制作工艺进行优化。采用覆盖膜能有效解决产品加工中出现的芯板棕化膜回流焊高温变色、贴片超出棕化时效24小时、锡膏氧化变黑等导致层压分层的不良问题,保证压合品质,提升产品可靠性。
本文简述的覆盖膜保护方式内置元器件PCB制造工艺的研究仅供同行借鉴和参考,不足之处请大家指正。
-
pcb
+关注
关注
4316文章
22988浏览量
396121 -
smt
+关注
关注
40文章
2881浏览量
69035 -
电磁干扰
+关注
关注
36文章
2282浏览量
105304
原文标题:覆盖膜保护方式内置元器件PCB制作技术研究
文章出处:【微信号:pcbworld,微信公众号:PCBworld】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
PCB LAYOUT(2):直插元器件与AI工艺
PCB元器件布局通则和尺寸考虑
SMT贴片加工对元器件布局有哪些实质要求
pcb加工工艺流程
在贴片加工中导致元器件移位的因素有哪些
SMT贴片加工对元器件布局有哪些实质要求
贴片加工中元器件移位的6个原因
SMT贴片加工对贴片元器件的要求有哪些
PCBA加工贴片元器件与插件元器件有什么区别?
PCBA加工的有铅工艺和无铅工艺区别
SMT贴片加工中出现元器件移位的原因有哪些?





 工商网监
工商网监
评论