 基于S7-400 PLCC和工控机实现BI包装机组电控系统的改造
基于S7-400 PLCC和工控机实现BI包装机组电控系统的改造
1、引言
目前我国大多卷烟厂的主力机型B1卷烟包装机组是在上世纪80~90年代从德国斯慕门公司引进的高速软包包装机组。但由于该卷炯包装机组工作年久,各电子控制部件逐步老化、失效,故障率很高。近年来,BI机组电气控制系统缺陷日益凸显;逻辑组件老化;出现故障不能自动停机;控制线路板布局复杂,国内无相关元件生产厂家,备件困难且价格高。同时BI机组还存在控制方式落后、英文显示导致维修不便等问题。
改造后的BI机组是以PLC和工控机为核心的电气控制系统。PLC完成所有数据采集和实时控制,完成启动、停车、工艺流程控制、检测等整个运行过程。工控机作为上位机,具有良好的人机界面,同时增加统计报表和预留网络化管理功能,并为远程数据采集提供技术支持,从而彻底解决BI机组电控系统所存在的问题。
2、BI包装机组电控系统硬件构成
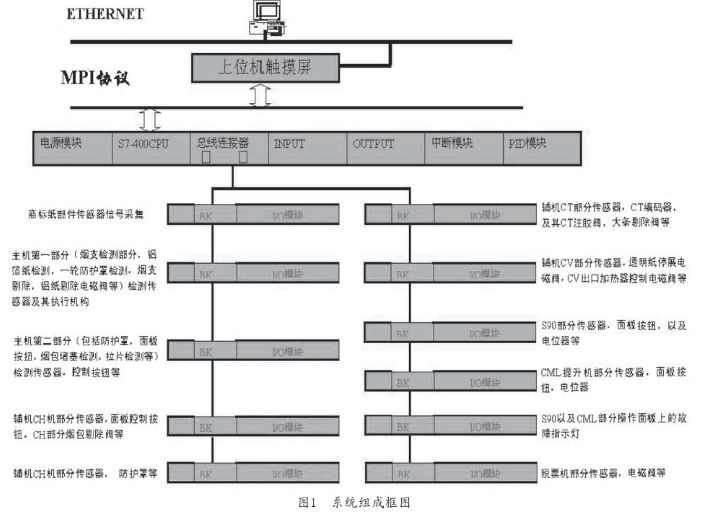
BI包装机组由NF卸盘机、BE包装机、RC小包透明机、PHZ大条机和NK大条透明机等5部分组成,如图1所示。
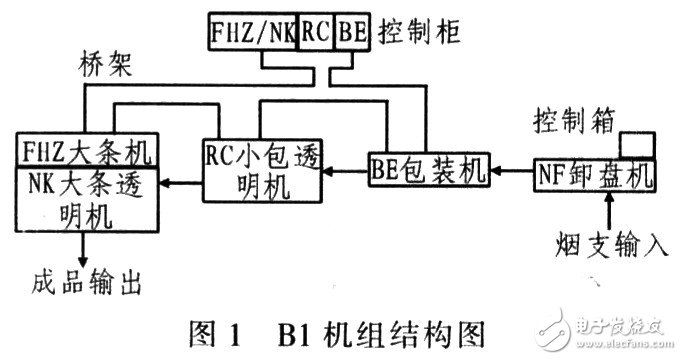
改造后的电控系统则采用BE、RC、NF、FHZ/HK等4个独立部分组成,并且各部分之间单独控制和单独显示。其中BE包装机为主机,其他部分为从机。各部分之间增加信息交换功能,实现B1机组的整体控制,而相位控制则采用绝对值编码器,从而使B1机组协调工作。
3、改造设计方案
3.1 改造总体框图
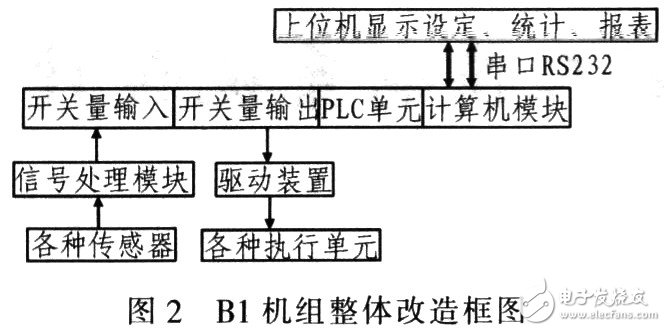
原BI机组的主机BE、RC、FHZ/NK的控制系统不在同一套控制柜中,各部分通过开关量交换设备运行信息。BE机的主要动作是由机械装置完成,各部分共同特点为检测信号多,执行元件少。针对这一特点,整体改造BI机组,其改造框图如图2所示。
3.2 BI主机改造
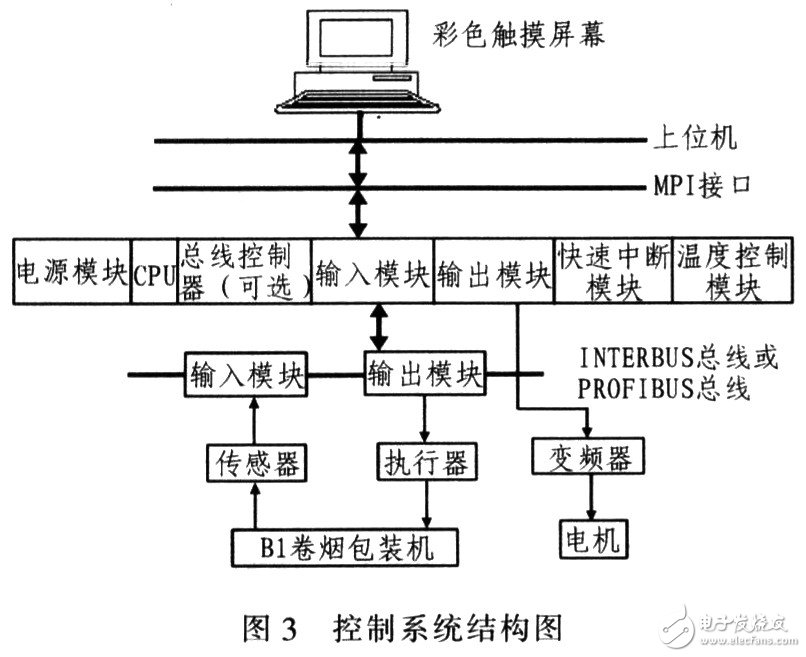
控制器采用高性价比的S7-400 PLC,该器件是西门子公司生产的高性能大型PLC控制系统,具有高速、稳定、可靠、开放等特点。该软件功能强大,具有面向对象、直观的用户界面,易于使用。新的设计只保留极少数的继电器,控制逻辑由PLC实现。去除继电器后多出来的空间用于放置PLC的子站点,PLC的子站点主要包括通讯、输入输出和特殊功能等模块。改造BI主机主要是对其角度反馈系统、控制系统和调速传动系统进行改造。图3为BI主机控制系统结构图。
3.2.1 角度反馈装置的改造
采用绝对型编码器替换原机的增量型编码器。与增量型编码器相比,绝对型编码器实时反馈输出角度值,无需通过脉冲计数方式计算设备当前角度,即使设备断电,在恢复供电后也可立即知道断电前的角度值,并立即投入生产,无需重新寻找零脉冲。
3.2.2 主驱动的改造
鉴于现今交流变频技术已具有较高的可靠性,可取消原系统直流电机、直流调速器和智能随动单元,采用交流电机加变频器方式实现主机速度控制。同时,采用BI主机的改进机型BO机特点,在其控制台增加手动调速电位器,便于操作和维护人员调试保养设备。
3.2.3 辅助驱动系统的改造
除主驱动系统外,BI主机还有进料传送带、下烟道电机、盒皮胶辊、封签胶辊和出口传送带等5个辅助驱动装置。这些辅助驱动的直流电机全部改为普通交流调速电机,均选用西门子420变频器控制。
3.2.4 温度调节系统的改造
需调节控制BI主机的烘干转塔的加热温度(虽然原机有油加热器,但一般不用,因为设备在卷包车间内工作时润滑油是绝对不会出现冻结的)。原机温度调节系统由Pt100热电阻、TEMPMOD A176/A177转换板、测温板SMC-MAX(A30)、A/D转换板SMC-02B(A24)、和固态继电器、加热器组成。改造温度调节系统是在保留原机的热电阻和加热器的基础上,取消热电阻转为4~20 mA的模块TEMPMOD A176/A177,而将热电阻的线直接引入控制柜,接至西门子PLC的模拟量模块。温度调节采用软PID实现,由西门子PLC的PID功能块控制加热器温度。
3.2.5 人机界面的改造
采用液晶触摸屏技术代替老式的CRT显示和键盘输入,大大减轻机组重量,缩小外形体积,提高显示质量,并新增有关整机的参数设置、产耗分析、故障信息报警定位等功能。采用全中文菜单设置监控功能,实现运行状态显示、车速显示、参数设置、故障指示、交班记录等;设置有密码功能防止无关人员改动参数。维修密码可授权给机器维修人员。
3.2.6 烟支检测器的改造
选用ZN0228-B1型B1光电小包烟支检测器替代原装小包烟支检测器。恢烟支检测器是一款全新的数字化检测模式,它由空头检测探头、缺支检测探头和控制器3部分组成,无需改动原主机,只需将原缺支、空头检测头换成新的检测头,并把控制器的输出线连接到B1主机相应的接线端子上,在不改变原主机任何控制电路和机械装置的情况下,可直观、方便调整缺支、空头的灵敏度。
3.3 现场总线与网络连接
INTERBUS是德国Phoenix公司提供的工业现场总线,符合IEC61158国际标准总线。现已广泛应用于汽车工业、烟草工业、仓储及传送技术、造纸工业、包装工业、食品工业等领域。独立的诊断程序提供详细的故障信息(故障地址、故障类型和故障历史记录),诊断寄存器提供用户程序处理故障信息的工具,控制板3行16段LCD显示器直观醒目。图4为B1机组控制系统通过以太网与管理层计算机通信。
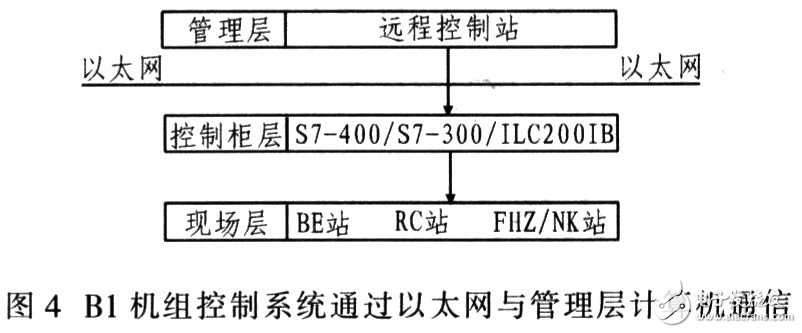
S7-400,S7-300和ILC200IB控制器分别安装于BE控制柜、RC控制柜以及FHZ/NK控制柜内。S7PLC配有电源、CPU、中断、 PID等模块。INTERBUS总线适配控制板安装于PLC底板,处理PLC与过程I/O设备之间的数据交换,大量的I/O模块及机组的操作面板安装在现场,通过INTERBUS总线连接到PLC。
4、结论
改造后机组已运行一年,运行良好,性能稳定且故障率低,设备有效作业率平均为83.7%,较原来的 70%提高了13%,改造效果明显,上位机界面完全汉化,方便故障检查和排除。新设计的电控系统采用通用的元件,成本降低。大大节省维修费用。该系统为车间的网络化管理及远程数据采集提供技术支持,具有很强的扩展功能。
责任编辑:gt
-
控制器
+关注
关注
112文章
16206浏览量
177437 -
控制系统
+关注
关注
41文章
6546浏览量
110492 -
plc
+关注
关注
5008文章
13166浏览量
462128
发布评论请先 登录
相关推荐
关于FOCKE701包装机组电控系统的结构分析
SIMATIC S7-400
西门子S7-200 PLC在枕式包装机的应用
PLC在称重式自动定量包装机上的应用
台达工控产品在透明膜三维包装机上的应用
承德科胜50公斤玉米包装机|小麦包装机|河北包装机
承德科胜400单室脆枣真空包装机|熟食包装机|河北包装机
承德科胜茶叶包装机,红茶包装机|河北包装机
承德科胜组合秤包装机|水饺自动包装机|河北包装机
承德科胜餐饮配料包装机|火锅调料包装机|河北包装机
采用INTERBUS现场总线对烟厂包装机进行改造与设计研究






 工商网监
工商网监
评论