 基于台达PLC和触摸屏实现对HXFA368型条并卷联合机的控制
基于台达PLC和触摸屏实现对HXFA368型条并卷联合机的控制
以台达PLC和触摸屏为控制核心,通过与变频器、传感器和电磁阀构成高效、可靠、先进的控制系统,用 PLC实现对电磁阀及变频器的控制,利用触摸屏对工作过程进行实时监视、数据分析及故障监控,使HXFA368型条并卷联合机具有自动化水平先进和生产效率高等特点。
1、引言
HXFA368型条并卷联合机在纺纱的整个过程中是个瓶颈环节,一旦出现问题,后边整个生产过程就无法进行,所以要求设备控制系统稳定、性能可靠、使用方便和自动化程度高等特点。该控制系统将可编程序控制器(PLC)运算速度高、指令丰富、功能强大、可靠性高和抗干扰能力强等特点与触摸屏操作简单、功能强大、界面友好直观的特点结合在一起使用,使该系统具有很好的人机交互功能,在生产应用中取得很好的效果。
2、工艺流程及硬件结构设计
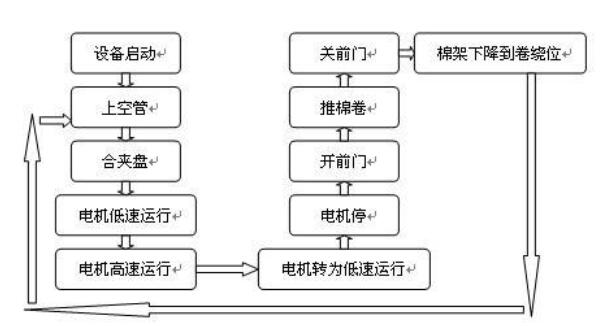
HXFA368条并卷联合机主要由成卷部分、牵伸部分、电气控制柜组成,结构简洁紧凑,在纺织备中起着承上启下的作用,其部分工作流程见图1:

图1工作流程图
系统采用中达电通公司DVP-60ES00R主机和DVP32XP(扩展模块)系列可编程控制器作为中心控制单元,输入点数52点,输出点数40点,共计92点。操作显示单元选用中达电通公司DOP-AE10THTD65536系列触摸屏,电机驱动选用中达电通公司VFD110B43A系列变频器控制。
在设备上共安装48个传感器和8个限位开关,其主要作用是负责各动作的定位、棉条有无的检测和脉冲信号的采样,传感器的输出信号都为开关量,以常开或常闭触点接入控制器的输入端子,选用24v直流电磁阀,直接用PLC的各输出点驱动电磁阀。设备通过一个电机和10个气缸完成系统机电气一体化控制,达到了设备的工艺要求。
3、系统软件设计
系统设计软件流程图如图2所示。
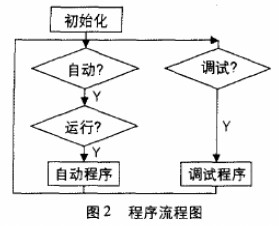
图2:程序流程图
3.1系统初始化
每套控制程序初始化都是必需的,每一次PLC上电或对PLC强制复位都要初始化,主要对在程序中使用的各种计数器、定时器、寄存器等进行复位和设置,同时保留上次运行需要记忆的各种数据,完成运行前的各项准备工作。
3.2工作程序
工作程序由通信程序、计数程序和步进程序等组成,下面对各部分进行陈述。
通信程序采用MODBUS通信协议来完成PLC与变频器之间数据的传输,MODBUS通信协议指令如下:
LD M1200
MOV H86 D1120 设置通讯格式
SET M1120 通讯格式保持
MOV K100 D1129 通讯时间超时设定
LD M1129
SET M1122 置位送信要求
LDP M1012
MODRD K1 H2101 D40 将D40所存数据写入变频器地址H2101
LD M1127 接收完毕
RST M1127
设备运行速度经计算转化成频率,系统软件通过MODWD指令将转化后的频率写入变频器地址,最后由变频器驱动变频电机运转来拖动设备运行,另外通过MODRD指令读取变频器的运行状态(温度、频率、电流)数据,通过触摸屏显示出来,以便用户对变频器运行状态的查询,通过变频器温度、频率、电流等数据判断变频器及设备运行是否正常,及时对设备进行维护,达到安全生产。
计数程序主要是对计数传感器采集的脉冲信号进行处理,通过高速计数器C235来记录脉冲信号,每经过一个计数周期后就将C235所记录的脉冲信号数进行计算,转化成棉网的长度,经过几个计数周期,采集的脉冲数经累计后到达了用户设置长度,电机停止运行,完成其他一些列动作。
由于该设备在运行过程中执行动作比较多,所以在程序设计时采用了步进指令来完成这些动作,一个步进指令必须执行三个任务:
1、驱动输出线圈
2、指定转移条件
3、指定步进点的控制权要转移给那一个步进点。
下面是设备控制程序部分步进指令
STL S0 步进从初始状态S0开始
LDI X25 空管检测,无空管及X25=OFF 转移到S20步进点
SET S20
LD X25 空管检测,有空管及X25=ON 转移到S21步进点
TMR T31 延时后转移到S21步进点
OUT M132 驱动继电器M132
LD T31
SET S21
RET
控制动作程序利用步进指令编写使得程序思路明确、条理清晰,在相关的动作互锁上容易处理,设备系统调试时也容易查错。
根据设备工艺要求控制程序具有停止、自动、调试三个工作状态,当设备被指定在停止状态时,除了通信程序外,其余程序都被禁止运行。当设备被指定在调试状态下时,PLC只能运行通信程序和调试程序,此时,通过触摸屏可以对设备动作进行单步执行,同时,当设备出现故障时,可以在调试状态下进行故障排除。当设备被指定在自动工作状态时,按下启动按钮,设备将按图1流程图所示进行工作。
3.3人机界面
控制柜上人机界面可使过程可视化,智能化,方便系统调试,增强系统故障之后的恢复能力,改善系统的可维护性,降低运行成本。
根据画面显示信息量采用十八个画面,各画面之间通过触摸键进行切换,同时触摸屏上各类组件的内存单元和与PLC中数据存储区的的单元相关联,构成系统整体监控。根据设备工艺要求设计了参数设定、系统调试、故障信息查询参数设定等画面。
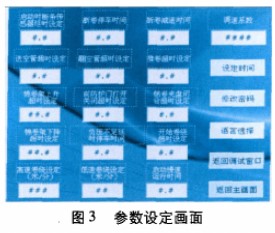
参数设定画面
参数设定画面主要是为了给现场操作人员进行设备工艺参数调节使用的,根据棉纺工艺的不同,对棉卷大小进行调节,设备运行速度调节,棉卷滚出停止位置调节,动作的快慢进行调节等。系统调试画面是为设备调试和故障排除而设计的,通过此画面的24个按钮,可以对动作流程图中的每个动作进行单步执行来进行故障排除和设备调试。故障信息查询画面提供了故障报警和历史数据查找功能,一旦系统发生故障,屏上主画面出现故障原因,点击信息查询按钮故障报警画面分析报警原因,触摸屏提供了一个十分灵活和友好的窗口,方便现场人员的使用,增强了系统的可操作性。
在对DOP-AE10THTD65536触摸屏进行组态设计开发过程中,运用宏指令对控制程序进行了安全保护,防止用户对控制程序私自修改,造成事故发生,以下是部分宏指令:
$133 = (1@D1003) 将控制程序内存校验和送给触摸屏内部存储器$133
IF $133 != 13877(DW) 将控制程序大小与原始控制程序内存校验和做对比
CLRB (1@M1072) 禁止PLC运行
ENDIF
该段宏指令禁止了用户对PLC控制程序的随意修改,提高了设备的安全性。
4.结束语
HXFA368条并卷联合机是集机、电、气为一体化的自动化设备,基于台达PLC和触摸屏进行自动控制是整机一个很重要的组成部分,具有系统稳定、操作方便、性能可靠等特点,该设备投入运行后受到用户的一致好评。
-
控制系统
+关注
关注
41文章
6546浏览量
110479 -
plc
+关注
关注
5008文章
13150浏览量
462063 -
触摸屏
+关注
关注
42文章
2290浏览量
115995
发布评论请先 登录
相关推荐
台达EH PLC和触摸屏在印刷机械控制中的应用
PLC控制的气动元件在HXFA368型条并卷联合机上的应用

欧姆龙PLC和台达触摸屏的组合应用

采用西门子触摸屏、PLC和逆变器设计涤纶处理牵伸联合机系统的设计
PLC触摸屏的作用_触摸屏是怎样控制PLC的
大量回收台达plc模块,库存闲置台达触摸屏回收
库存闲置台达plc回收,工厂拆机台达触摸屏回收

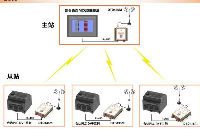
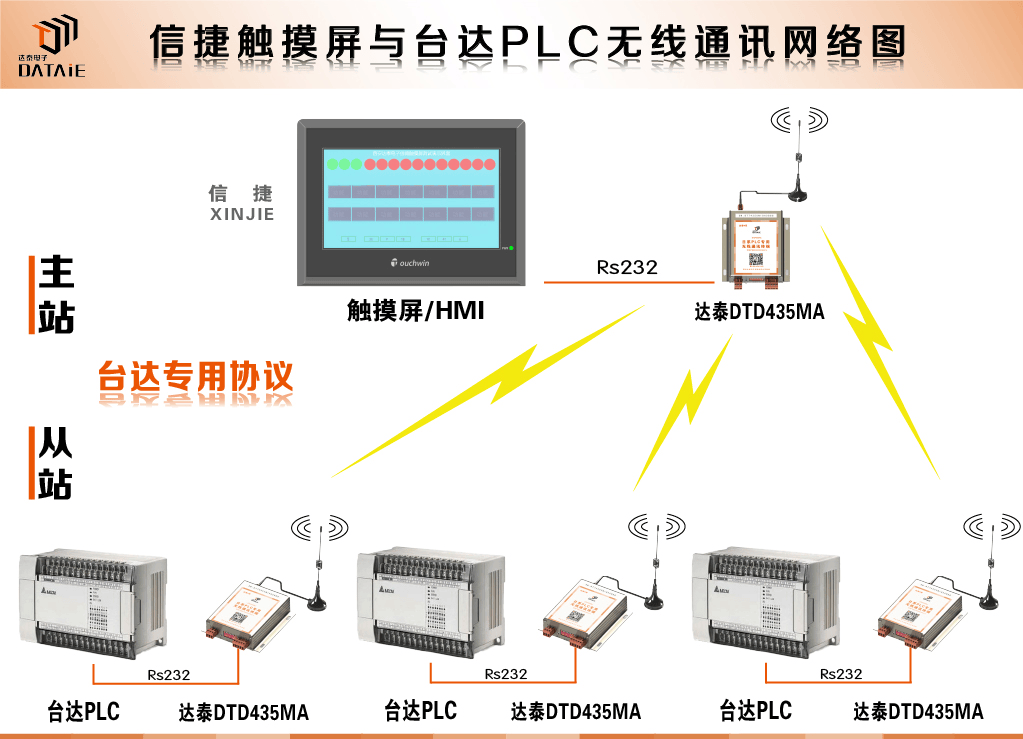
PLC无线通讯模块在触摸屏与台达PLC之间的应用教程





 工商网监
工商网监
评论