 利用欧姆龙CP1L-M40DR-A PLC器件实现吸覆机控制系统程序的设计
利用欧姆龙CP1L-M40DR-A PLC器件实现吸覆机控制系统程序的设计
1 、吸覆机简介
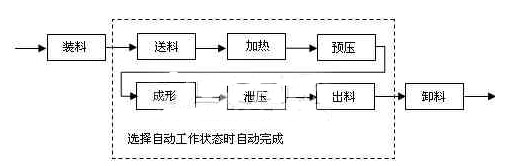
吸覆机属于木工机械的一种,实现对木板等材料的覆膜功能。它分为单工作台式和双工作台式,主要由传动装置、加热装置、加压装置、加压装置和控制柜组成,如图1所示。

图1
工作时由电机带动工作台将覆盖膜的木料送入加热箱,通过一定时间的加热将膜软化,再通过真空泵加压后将膜紧紧吸覆到木板上,最后把成品送出。工作过程如图1所示。
2 、PLC对吸覆机的控制
由于卸料和装料过程是由人工完成的,对于双工作台式吸覆机,当一侧工作时,另一侧可以完成卸料和装料,因此,双工作台式吸覆机比单工作台式的节约时间,生产效率高。本文针对双工作台式设计,这样吸覆机既能单台工作,也可以双台工作。
1)控制过程
该系统设计采用欧姆龙公司生产的CP1L-M40DR-A作为控制系统的核心,其特点为自动化程度高,操作方便,编程灵活,抗干扰能力强,安全性高,使用维护方便。
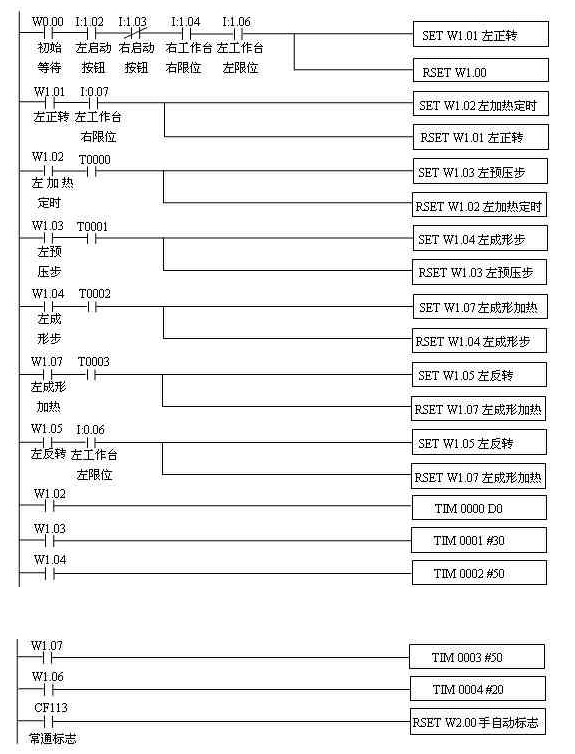
通过00100点作为手动/自动选择位,00101点作为停止位,00102和00103分别为左右工作台启动位。为了防止撞车,只有当右工作台的右限位压下时,左工作台才可以启动;同样,当左工作台的左限位压下时,右工作台才可以启动。当手动/自动转换开关选择手动档时,送料、预压、成形、泄压、出料过程分别由相应的按钮控制;当手动/自动转换开关选择自动档时,按下左工作台或右工作台启动按钮即可自动完成从送料到出料的整个加工过程。当左工作台允许启动时,按下左工作台启动按钮,电机正转将料送入工作箱,由TIM000设定定时加热一定时间,开启真空泵电磁阀进行短暂预压(大约三秒,由TIM001设定),然后成形(由TIM002设定),延时一定时间(由TIM003设定),最后将产品送出,直到左工作台的左限位压下时,整个工作过程结束。右工作台的工作过程与上述过程相同。
2)PLC程序
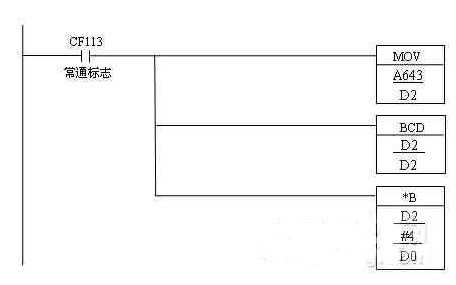
对于不同的材料,要求加热的时间不同,我们可以通过CP1H的外部模拟电位器来方便的设定时间,而不需频繁读写程序来改变定时器的设定值。它的使用方法是在CP1HCPU单元的外部模拟设定输入端子上施加0~10V的电压,则输入电压可进行A/D转换,并可将特殊辅助继电器A642CH的当前值在0~225的范围内自由变更。将A642CH的内容存入D2中,将其转换为BCD数,然后乘以一定的倍数后存入D0,把D0内的值作为定时器的设定值即可实现。程序实现如图3。
左右工作台的PLC控制程序类似,在此只给出左工作台的PLC程序,如图4所示。
3 系统功能特点
(1)手动/自动选择
考虑到生产过程中有时需要手动操作,系统设置了手动/自动选择。自动工作方式下,吸覆机能够自动完成整个生产过程,生产效率提高。
(2)安全节能
加热箱固定,热量损失极少,补升温快,保温节能。自动定时加热加压及泄压,安全方便,并在加热箱设置观察口,操作成品率高。
(3)适应性
对不同材料,如PVC、木皮等,所需的加热时间不同,通过面板上的电位器即可设定时间,而不需改动程序。
-
控制系统
+关注
关注
41文章
6635浏览量
110685 -
plc
+关注
关注
5013文章
13327浏览量
464064 -
欧姆龙
+关注
关注
3文章
356浏览量
65506
发布评论请先 登录
相关推荐






 工商网监
工商网监
评论