 采用SIEMENS S7-200小型PLC在复合机张力控制系统中的应用
采用SIEMENS S7-200小型PLC在复合机张力控制系统中的应用
某印刷厂的***产JHML-T1000型湿式复合机原有的微机控制系统,采用各种板卡(信号采集输入卡、各种控制输出卡、张力控制板、显示卡等)和总线的分散控制结构。因年代久远和生产环境的影响以及没有对生产过程实施有效的张力控制,引起系统的不稳定。导致产品质量和产量下降。张力控制是整机的核心,也是影响产品质量的主要因素。在复合过程中,张力控制得当,就不会产生纵向或横向的褶皱,材料本身不会发生塑性形变。在印刷过程中,只要张力稳定,印刷的套准精度和废品率就很容易控制。机器速度越高,张力控制就显得越重要。要得到高质量的产品,就必须配备功能完善的张力控制系统。因此,对该复合机张力控制系统进行了全面的技术改造:用PLC为核心的控制系统取代原有的微机控制系统,以期对该设备进行稳定可靠的张力控制,从而满足生产工艺的需要。
1 系统介绍
复合机张力控制系统结构如图1所示。整个系统分为放卷、张力从动控制和复合、印刷与卷取主动控制两部分。

1.1 放卷张力从动控制
放卷张力控制分为两段,即纸料与复合辊之间的张力控制和铝箔料与复合辊之间的张力控制。放卷时均采用被动式的恒张力放卷,因此放卷过程中随着卷径的减小,张力要保持基本恒定,就要由磁粉制动器通过调节传动力矩来满足张力恒定的要求。同时因为这两段的距离比较短,所以张力初始值的设定要小一些。值得注意的是,料卷越重,放卷张力就越大;卷径相同时,料卷越宽,张力越大。
1.2 复合—印刷—收卷张力控制
复合—印刷—收卷张力是由复合辊、印刷辊和收卷辊之间的速度差造成的。在复合机中,通过调节复合辊电机、印刷辊电机和收卷辊电机的速度输出来达到调节这部分的张力。除了受速度差的影响外,还与实际基材的伸缩率、厚薄变化、干燥温度、高燥区长度、料带的传输速度等因素有关。如果基材的伸缩率越大,在张力作用下越容易变形,所以应针对不同材质的基材适当调整整流输出,改变速度差,从而得到一个合适的张力值。如果基材厚度不均匀,复合辊和印刷辊的压力就会波动,从而造成速度的变化,也影响了张力。如果这部分的张力太小,就会出现褶皱,甚至造成堆积现象。但也不能过大,张力太大会使料带发生变形,甚至出现纵向皱纹。
2 系统方案
针对原来工控机系统分立板卡结构的缺陷,采用以PLC为核心的张力控制系统,数字量输入输出采用CPU226自带的输入输出和数字量扩展模块EM221的8路输入和EM223的16路输入/16路输出实现;模拟量输入采用EM235模块,模拟量输出采用EM235模块和EM232模块。系统总体结构框图如图2所示。利用2台磁粉制动器控制放卷过程的张力,4路张力检测器实现各段张力的检测输入,3台直流调速器实现对3台拖动直流电机的控制,最后通过PLC完成系统的逻辑控制。
3 系统硬件
在张力控制系统的设计中,采用西门子S7-200系列小型PLC作为逻辑控制核心,通过它来控制复合机生产过程中的各个环节。通过对磁粉制动器和直流拖动电机的控制,实现生产过程恒张力控制。根据复合工艺流程顺序,整个张力控制系统也可以按不同工艺过程分为如下4个部分来处理。
3.1 放卷控制
1、 放卷过程结构
放卷过程张力控制分为两段:纸料与复合辊之间的张力控制和铝箔料与复合辊之间的张力控制。放卷采用被动式的恒张力放卷,因此放卷过程中随着卷径的减小,张力要保持基本恒定,就要由磁粉制动器通过调节制动力矩来满足张力恒定。张力传感器检测负载张力,经过张力信号放大器以后,送到控制器中。控制器综合给定和反馈张力,输出控制信号,经功率放大器驱动磁粉制动器作用到卷轴,形成张力闭环控制系统。
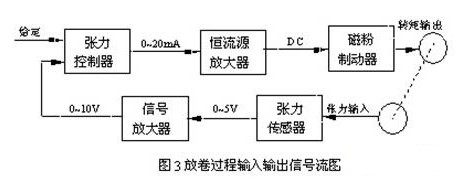
2、 输入输出信号
放卷过程输入输出信号流如图3所示。装在张力感应辊两端的张力传感器把感应压力转换为电压信号,经过放大变成0~10V标准信号,输入PLC模拟量输入口。在张力控制过程中,给定值与反馈值比较后,得到一个张力偏差量e(t),经PID算法子程序处理后,获得控制量u(t),经功放后驱动磁粉制动器,以此控制刹车的制动电流大小,进而控制刹车输出制动转矩,从而使放卷张力维持在一定的范围,实现张力的恒定。
3.2 贴合控制
纸料和铝箔料放卷以后,在牵引力的作用下,分别以料带形式经过导辊。在贴合操作之前,先要进行涂布。涂布就是在料带上涂上类似于胶水的化学物质,这样才能进行贴合。涂布以后的纸料和铝箔料在牵引力作用下进入贴合辊,在贴合辊和贴合轮的压力和涂布胶水双重作用下,纸料和铝箔料被紧紧地粘在一起,完成贴合过程。贴合过程对PLC说是开环的。但直流调速器与直流电动机之间是转速、电流双闭环的逻辑无环流控制,这样就保证了电机速度控制的精确性和稳定性,所以对直流调速器—直流电动机系统来说,仍然是闭环控制。PLC仅仅提供一个速度给定值。
3.3 印刷控制
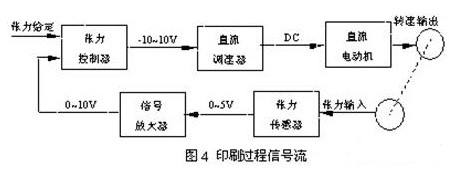
复合以后的料带通过导辊进入印刷单元,在经过一系打印刷工序处理以后,在牵引辊施加的牵引力作用下,从印刷单元出来,进入下一道工序。在这个过程中,首先是传感器采集到的张力信号先经过信号变送器的处理,然后进入张力控制器的反馈输入端。在与张力给定值进行比较以后,输出控制信号,控制直流调速器的工作。直流调速器根据张力控制器的输出,来控制直流电动机的转速,完成印刷过程张力的闭环控制。控制器输入有张力反馈输入和给定输入,控制器输出为速度控制输出。输入输出信号流图4所示。
3.4 贴合、印刷、卷取过程电机拖动电路
该系统的电机拖动,采用了SIEMENS公司的SIMOREGK 6RA24型全数字直流调速装置作为直流拖动电机的驱动、控制装置。调速系统有4个模拟量输入口,5个模拟量输出口,8个开关量输入和4个开关量输出口,其装置软件很容易替换。使用相当方便。
由于复合机只有短时的正反转,其余均为正转,其短时正反转(点动)可以由接触器来解决。故选择单相限调速器。数字化调速器的控制功能是靠软件来实现的,所以必须进行参数设置。本系统对控制精度无特殊要求,不使用测速接口。
4 系统软件
控制系统主程序流程图如图5所示。
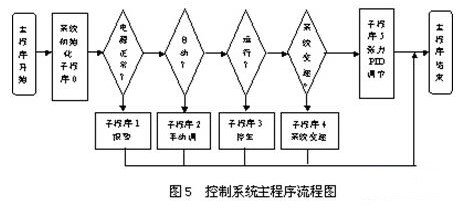
主程序首先是初始化。PLC开机首次扫描,运行开机初始化子程序,通过调用该程序完成系统存储器有关数据的初始化。然后是电源和故障检测输入部分。如果电源关闭,则程序运行直接转向结束,程序执行完毕;如果电源打开,则程序开始检测故障输入。如果没有故障,则继续下面的扫描;如果发现故障,则调用报警子程序,然后程序转向结束,程序执行完毕。然后是自动/手动选择。手动操作仅用于调试设备,而自动操作才用于生产。如果是手动,则调用手动操作子程序。接下来是运行与停车判断。当输入是停车时,则程序执行停车子程序;当输入是运行时,则程序执行运行过程。紧接着就是变速操作。如果系统给定发生变化,则运行变速子程序,使系统不断靠近而最终达到新的系统速度。最后是张力的PID调节部分。该部分通过控制2台磁粉制动器和2台直流电动机,完成系统的张力控制。
5 结束语
本系统利用SIEMENS S7-200小型PLC作为控制核心,实现了对现场信号的输入和系统的实时控制,保证了响应的稳定性和快速性。软件设计采用模块化设计思想,程序结构清晰,为以后的维护和改进带来了方便。张力控制系统是整机运行的核心,也是影响产品质量的主要因素。运行结果表明,该复合机张力控制系统运行正常,性能良好。
-
控制系统
+关注
关注
41文章
6625浏览量
110639 -
plc
+关注
关注
5012文章
13307浏览量
463656 -
工控机
+关注
关注
10文章
1737浏览量
50582
发布评论请先 登录
相关推荐
基于S7-200 PLC信号灯控制系统的设计方案
基于USS协议实现S7-200 PLC的通讯和远程监控系统的设计
S7-200 PLC在垃圾场CMF膜污水处理系统中的应用
SIEMENS(西门子) 3.2版S7-200 编程软件 (

复合机控制系统设计
基于S7-200_PLC四层电梯控制系统设计_PLC课程设计报告
基于S7-200的PLC系统手册






 工商网监
工商网监
评论