 机器视觉得以迅速发展的原因,机器视觉的5个关键点
机器视觉得以迅速发展的原因,机器视觉的5个关键点
人类感知外界信息的80%是通过眼睛获得的,图像包含的信息量是巨大的。同样,机器视觉,被称作机器人的“眼睛”,为机器设备感知外界提供便利,使机器具有像人一样的视觉功能。在现代工业自动化生产过程中,机器视觉因为可以快速获取大量信息且易于自动处理和设计信息以及加工控制信息集成等优点,常被广泛地用于装配定位、产品质量检测、产品识别、产品尺寸测量等方面。
机器视觉得以迅速发展的原因
近些年,工业机器人市场呈爆炸式增长势头,配备机器视觉的工业机器人在替代或者协助人类工作时,呈现更“智能化”的特点,“智能制造”升级转型大趋势也把工业机器人与机器视觉更紧密结合起来。
目前机器视觉在中国的发展已有十余个年头。过去十年是机器视觉产业在中国市场发展最快的十年,经过一定时期的普及与推广,机器视觉已逐渐为广大客户所熟知,而且应用范围,也逐渐开始扩大,大规模的应用领域由起初的电子、制药等行业,逐步扩展到包装、印刷、汽车、运输、医疗等各大领域。
机器视觉在实际应用中可提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作环境或人工视觉难以满足要求的场合,常用机器视觉来替代人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和生产的自动化程度。而且机器视觉易于实现信息集成,是实现计算机集成制造的基础技术。使用机器视觉五个主要原因:
重复性——机器可以以相同的方法一次一次的完成检测工作而不会感到疲倦。与此相反,人眼每次检测产品时都会有细微的不同,即使产品时完全相同的。
精确性——由于人眼有物理条件的限制,在精确性上机器有明显的优点。即使人眼依靠放大镜或显微镜来检测产品,机器仍然会更加精确,因为它的精度能够达到千分之一英寸。
速度——机器能够更快的检测产品。特别是当检测高速运动的物体时,比如说生产线上,机器能够提高生产效率。
客观性——人眼检测还有一个致命的缺陷,就是情绪带来的主观性,检测结果会随工人心情的好坏产生变化,而机器没有喜怒哀乐,检测的结果自然非常可观可靠。
成本——由于机器比人快,一台自动检测机器能够承担好几个人的任务。而且机器不需要停顿、不会生病、能够连续工作,所以能够极大的提高生产效率。
机器视觉的5个关键点
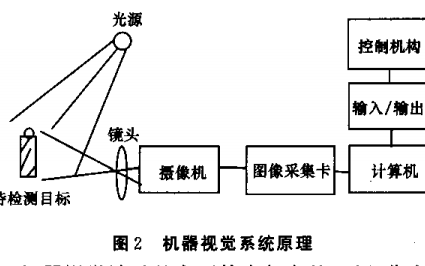
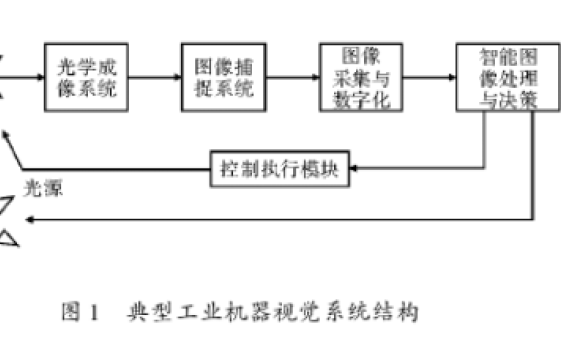
镜头
镜头相当于人类眼球的存在,它在机器视觉系统中主要负责光束调制,并完成信号传递。据了解,目前为止市面上大多数的镜头都能够满足机器视觉应用的需求,但是更专业的机器视觉系统可能需要定制的镜头和涂层。幸运的是,许多具有内部生产能力的镜头制造商,已经准备好定制镜头来满足这些应用需求。当然,这些定制镜头会比较昂贵,因此它们通常仅用于那些对成本不敏感的特定成像系统中(例如军事应用),或是大批量消费产品的生产线中。
光源
在机器视觉系统中,获得一张高质量的可处理的图像是至关重要。图像质量好,特征明显很重要,而一个合适的光源可以使需要寻找的特征非常明显,除了是摄像头能够拍摄到部件外,好的光源应该能够产生最大的对比度、亮度足够且对部件的位置变化不敏感。光源选择好了,剩下来的工作就容易多了。具体的光源选取方法还在于试验的实践经验。
工业相机
工业相机作为机器视觉系统中的核心部件,对于机器视觉系统的重要性是不言而喻的。在选择一款工业数字相机时,物体成像的速度必须充分考虑好。比如针对没有移动、静止或缓慢移动、快速移动等不同模式下物体,对象的移动速度不同,在选取工业相机时,就需要考虑除了在曝光时间当中处于工业相机当中的运动对象数量,还需要考虑物体上能用一个像素表征的最小特征,也就是对象分辨率,在采集运动物体的图像的拇指规则就是曝光必须发生在采集物体移动量小于一个像素的时间内。
图像采集卡
虽然图像采集卡只是完整的机器视觉系统的一个部件,但是它扮演一个非常重要的角色,直接决定了摄像头的接口:黑白、彩色、模拟、数字等。比较典型的有PCI采集卡、1394采集卡、VGA采集卡和GigE千兆网采集卡。这些采集卡中有的内置多路开关,可以连接多个摄像机,同时抓拍多路信息。
机器视觉软件
机器视觉软件是机器视觉系统中自动化处理的关键部件,根据具体应用需求,对软件包进行二次开发,可自动完成对图像采集、显示、存储和处理。通过前期传送给专用的图像处理软件,根据像素分布和亮度、颜色等信息,转变成数字化信号;机器视觉软件再对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
国内外机器视觉行业现状
机器视觉发展至今,早已不是单一的应用产品。机器视觉的软硬件产品已逐渐成为生产制造各个阶段的必要部分,这就对系统的集成性提出了更高的要求。工业自动化企业要求能够与测试或控制系统协同工作的一体化工业自动化系统,而非独立的视觉应用。在现代自动化生产过程中,人们将机器视觉系统广泛地用于工况监视、成品检验和质量控制等领域。
国际市场上机器视觉行业的发展相对成熟,国外机器视觉产品的主要厂商如日本基恩士、康耐视、NI等都已经建立起相对完整的从上游零部件生产到下游系统集成的业务链,除此之外,邦纳、达尔萨、Euresys 也是国际知名的零部件生产商。
在国内市场上,机器视觉行业尚处于成长阶段,00年代初开始起步,目前在关键零部件上多为进口,近几年才涌现出了一批集软件开发与系统集成于一身的整机厂商。目前国内的零部件厂商有奥普特(OPT)、沃德普、维视图像、凌云光子等,从事软件开发的企业主要是大恒图像和凌云光子,而整机的生产则主要集中在大恒图像。
据统计,2017年,全球机器视觉系统及部件市场规模达到51.8亿美元。国内机器视觉行业市场规模也一路上涨,在2017年达到42亿;从长远的潜在市场规模来看,当前只有5%的潜在用户使用了机器视觉,也就是还有95%的潜在用户需要但还没有用上机器视觉,全部潜力发挥出来后,全球的机器视觉市场可达到1200亿美元。
据调查,中国的国际机器视觉品牌近200家,中国自己的机器视觉企业208家,而机器视觉产品代理商超过300家,专业的机器视觉系统集成商超过70家。
机器视觉企业四大升级要素
面对如此庞大的市场,国内机器视觉遇到的挑战并不小,而行业技术的升级更显得尤为必要了。为顺应行业发展趋势,国内的机器视觉技术就需要通过以下四大要素来升级。
一、系统操作简单方便
技术参数简单化、处理技术方便化,是系统操作最为关键也是核心的要素。机器视觉技术虽然属于高科技技术,在运作过程中,还需要依靠不断调整各种参数来达到最好的效果。但是目前来说,操作人员大都技术水平有限。因此,系统简化是大多数客户的较价格与质量之后的基本需求,而系统简化主要包括的是检测操作的简化与图像处理的简化。
二、系统长期可维护性
一个好的系统不仅要考虑使用性还应考虑其在长期运做中的可维护性,机器视觉技术的稳定性、可靠性足以使系统在实际应用中,更好的发挥功能优势,提供有力的技术支持。
三、检测技术稳定可靠
在工业生产过程中,由于被测物体的多样化以及机械的误差影响,使得整个检测过程很难是维持在平稳的状态。因此,这就需要机器视觉技术有很高的稳定性,从光源照明、图像采集到图像存储与处理都要有可以在任何环境下持续运作的适应能力,同时,还要尽量能采集到突出检测对象的图像,这样才能给出最为稳定、准确、清晰的检测结果,才能为生产或质检工作提供技术支持。
四、系统性价比值高
在保障质量的基础上,客户最为关心的莫过于价格问题。机器视觉技术不断升级本是件对客户有益的事,但如果只是一味的使用昂贵的部件,就会造成价格的大幅提升,对于大部分的用户来说,无疑增添了负担。性能好、价格低的系统才是能满足最基本需求的,因此性价比是衡量一个系统的重要标志,也是客户选择产品最重要的指标之一。
中国是世界的制造工厂,目前全球几乎所有的知名企业都把生产工厂放在中国,机器人作业代替人员操作已成为市场优胜劣汰的必然选择。机器视觉产业在中国有着非常广阔而光明的前景,也使中国机器视觉市场成为全球机器视觉企业的竞争焦点,因此我们要抓住时机,不断引进提升各项高新技术,促进行业的快速发展。
-
机器视觉
+关注
关注
162文章
4422浏览量
120914 -
工业机器人
+关注
关注
91文章
3383浏览量
92981
原文标题:1200亿美元的机器视觉大蛋糕,国内厂商靠什么来分?
文章出处:【微信号:ofweekgongkong,微信公众号:OFweek工控】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
机器视觉的镜头选择
机器视觉应用案例简析
机器视觉技术
四元数数控:工业机器人使用机器视觉系统的原因
机器视觉的发展趋势和应用说明





 工商网监
工商网监
评论