 三菱PLC程序的实例讲解
三菱PLC程序的实例讲解

和大家分享一些三菱的程序,主要包括电气正转控制、正反转控制、定时控制、多地控制、定时器与计数器组合延长定时控制、多重输出控制和载报警控制通过PLC实现时的PLC线路和梯形图,这是PLC初学者入门实战的需要掌握的最基本知识。
1、起动、自锁和停止控制的PLC线路与梯形图
起动、自锁和停止控制是PLC最基本的控制功能。起动、自锁和停止控制可采用驱动指令(OUT),也可以采用置位指令(SET、RST)来实现。
◆ 采用线圈驱动指令实现起动、自锁和停止控制的PLC线路与梯形图
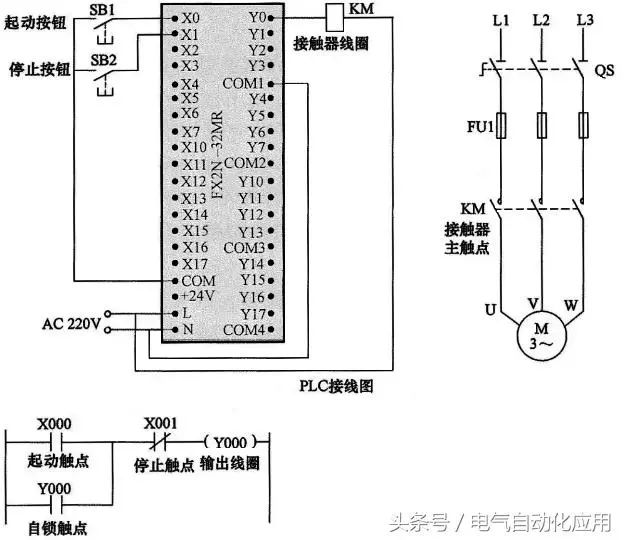
图1 采用线圈驱动指令实现起动、自锁和停止控制的PLC线路与梯形图
采用置位复位指令实现起动、自锁和停止控制的梯形图
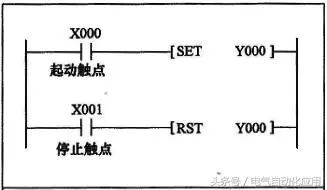
图2 采用位置复位指令实现起动、自锁和停止控制的PLC线路与梯形图
其PLC接线图与上图所示线路是一样的。
2、正、反转联锁控制的PLC线路与梯形图
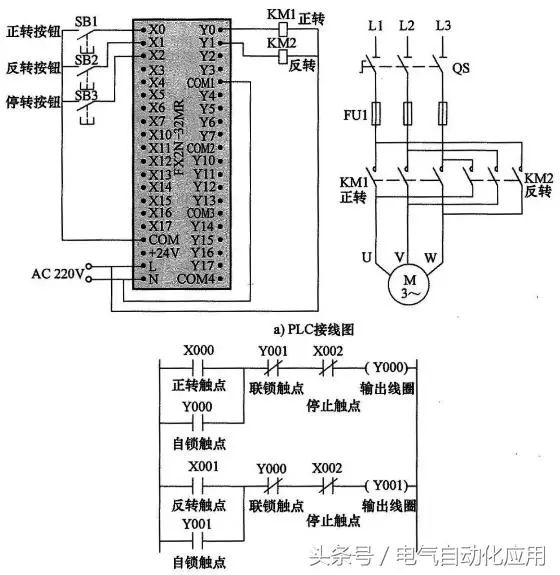
图3 正、反转联锁控制的PLC线路与梯形图
3、多地控制的PLC线路与梯形图
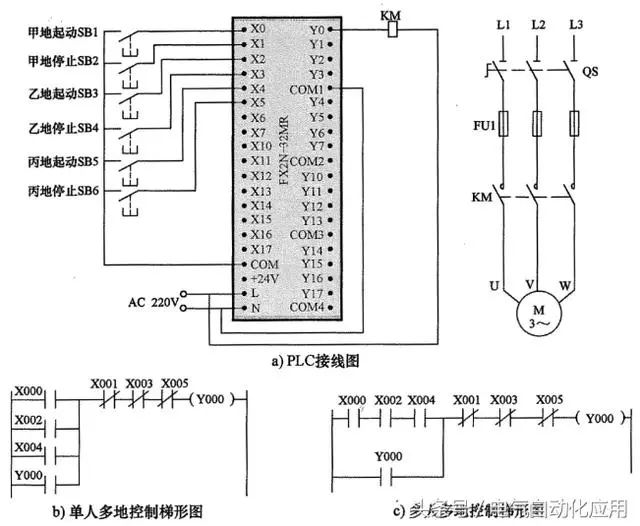
图4 多地控制的PLC线路与梯形图
单人多地控制如图a、b所示,多人多地控制如图a、c所示。
4、定时控制的PLC线路与梯形图
延时起动定时运行控制的PLC线路与梯形图
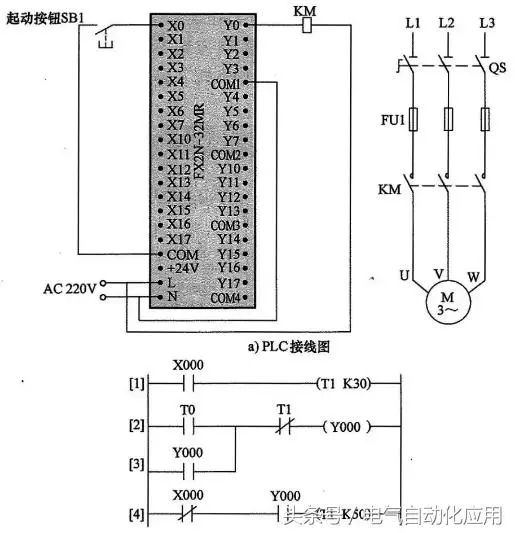
图5 延时起动定时运行控制的PLC线路与梯形图
◆ 多定时器组合控制的PLC线路与梯形图
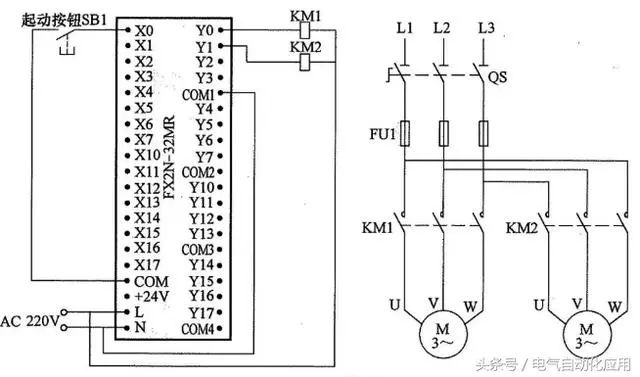
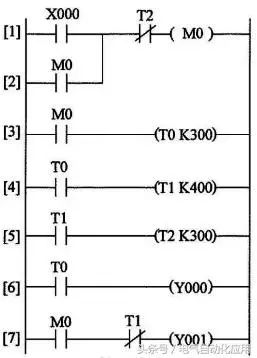
图6 一种典型的多定时器组合控制的PLC线路与梯形图
5、定时器与计数器组合延长定时控制的PLC线路与梯形图
三菱FX系列PLC的最大定时时间为3276.7s(约54min),采用定时器和计数器可以延长定时时间。
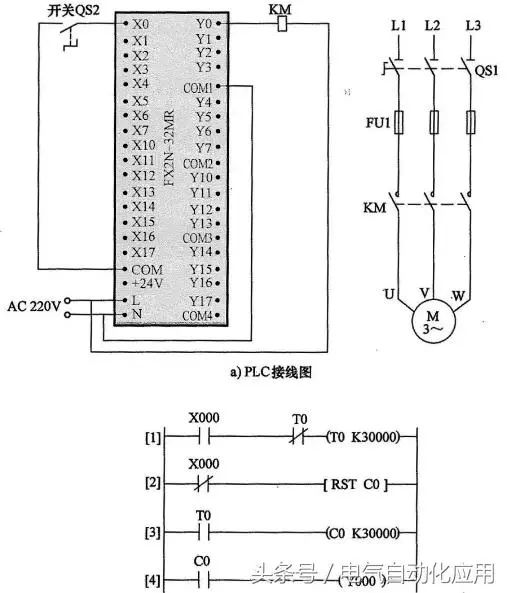
图7 定时器与计时器组合延长定时控制的PLC线路与梯形图
6、多重输出控制的PLC线路与梯形图
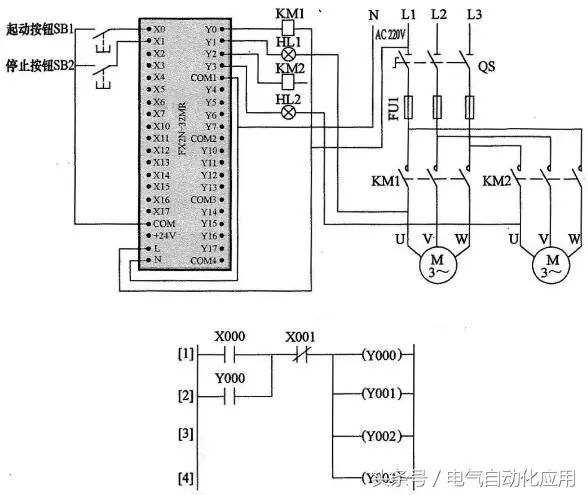
图8 多重输出控制的PLC线路与梯形图
7、过载报警控制的PLC线路与梯形图
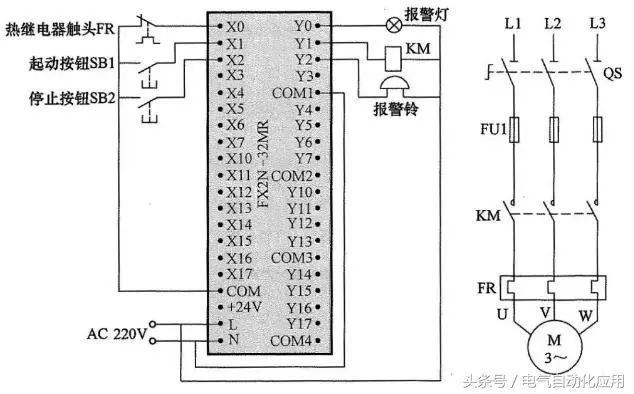
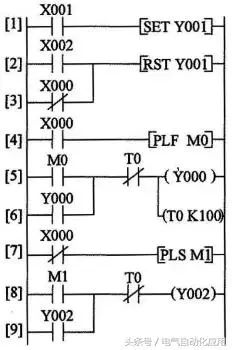
图9 过载报警控制的PLC线路与梯形图
-
plc
+关注
关注
5052文章
14806浏览量
488574 -
计数器
+关注
关注
32文章
2321浏览量
98552 -
定时器
+关注
关注
23文章
3373浏览量
124532
原文标题:实例讲解三菱PLC的起停、正反转、定时和多地控制
文章出处:【微信号:gongkongBBS,微信公众号:工控网智造工程师】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
CC LINK IE转CANOPEN,三菱PLC和温度变送器‘原地结婚’—网关这波‘绝绝子

CCLKIE转智能网关实现锅炉房西门子PLC与三菱PLC通讯案例

三菱FX3S PLC借助于PLC以太网通讯模块与上位机通讯实现触摸屏监控的应用配置案例

三菱PLC数据采集实现变频器远程监控与远程控制

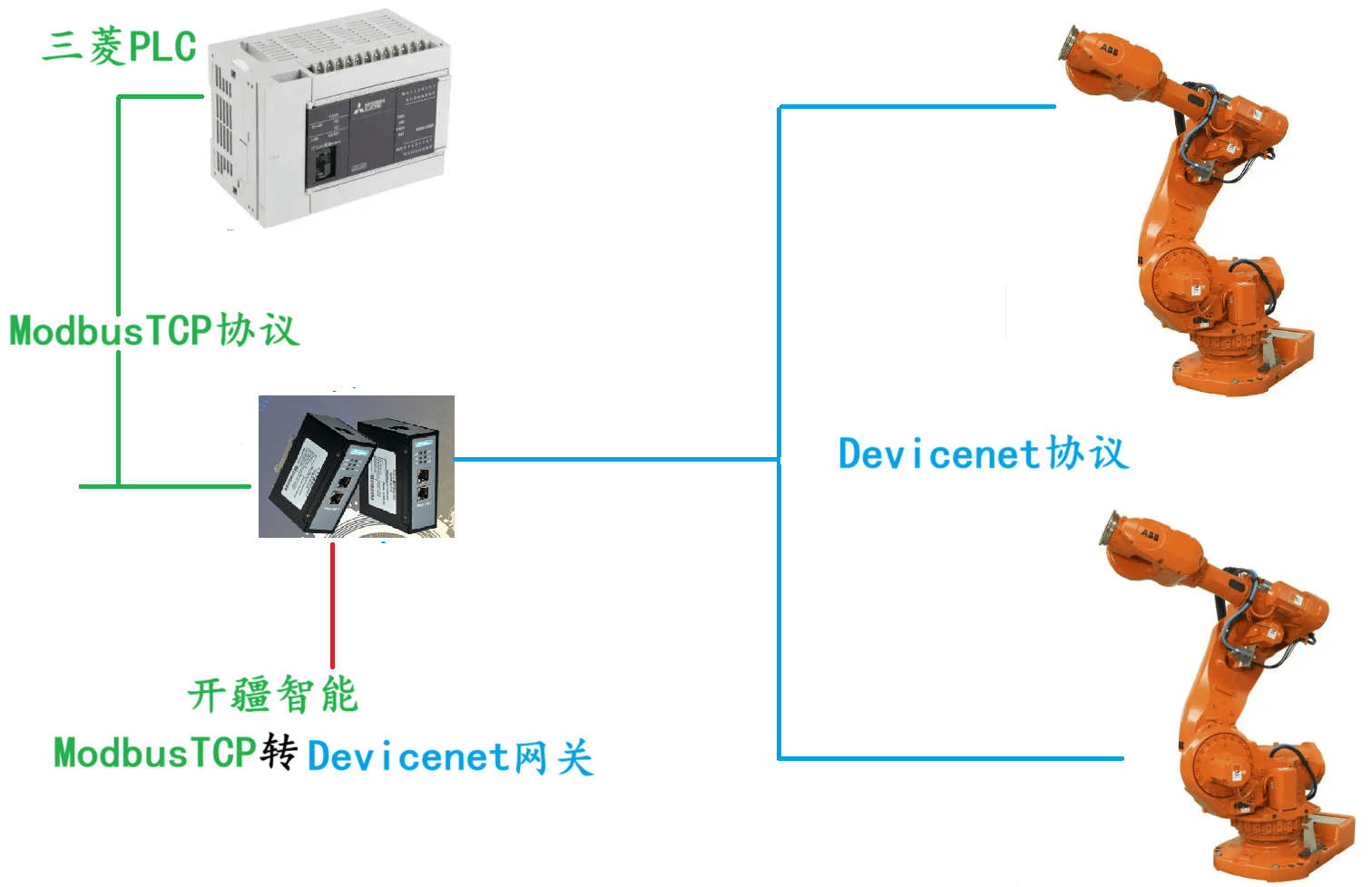
开疆智能ModbusTCP转Devicenet网关连接三菱PLC与ABB机器人配置案例
如何破解三菱PLC与西门子PLC的通讯难题

三菱PLC对变频器进行控制,其硬件如何配置?

三菱PLC如何实现与西门子PLC的profinet通讯?

三菱PLC与西门子PLC如何实现485通讯?

三菱PLC与西门子PLC如何实现互通?看这篇就够了!

如何实现ModbusRTU转ProfibusDP网关与三菱PLC的完美通讯!

揭秘ModbusRTU转DP,轻松连三菱PLC!



评论