 锂电负极有哪些核心性能指标负极材料的发展情况和趋势的概述
锂电负极有哪些核心性能指标负极材料的发展情况和趋势的概述
锂电负极二十年复盘与展望
投资观点:
负极的技术指标众多,且难以兼顾。
负极材料有克容量、倍率性能、循环寿命、首次效率、压实密度、膨胀、比表面积等多项性能指标,且难以兼顾,如大颗粒的压实密度好、克容量高,但倍率性能不好;小颗粒反之。负极制造商需要通过优化生产工艺,提高材料的整体、综合性能。
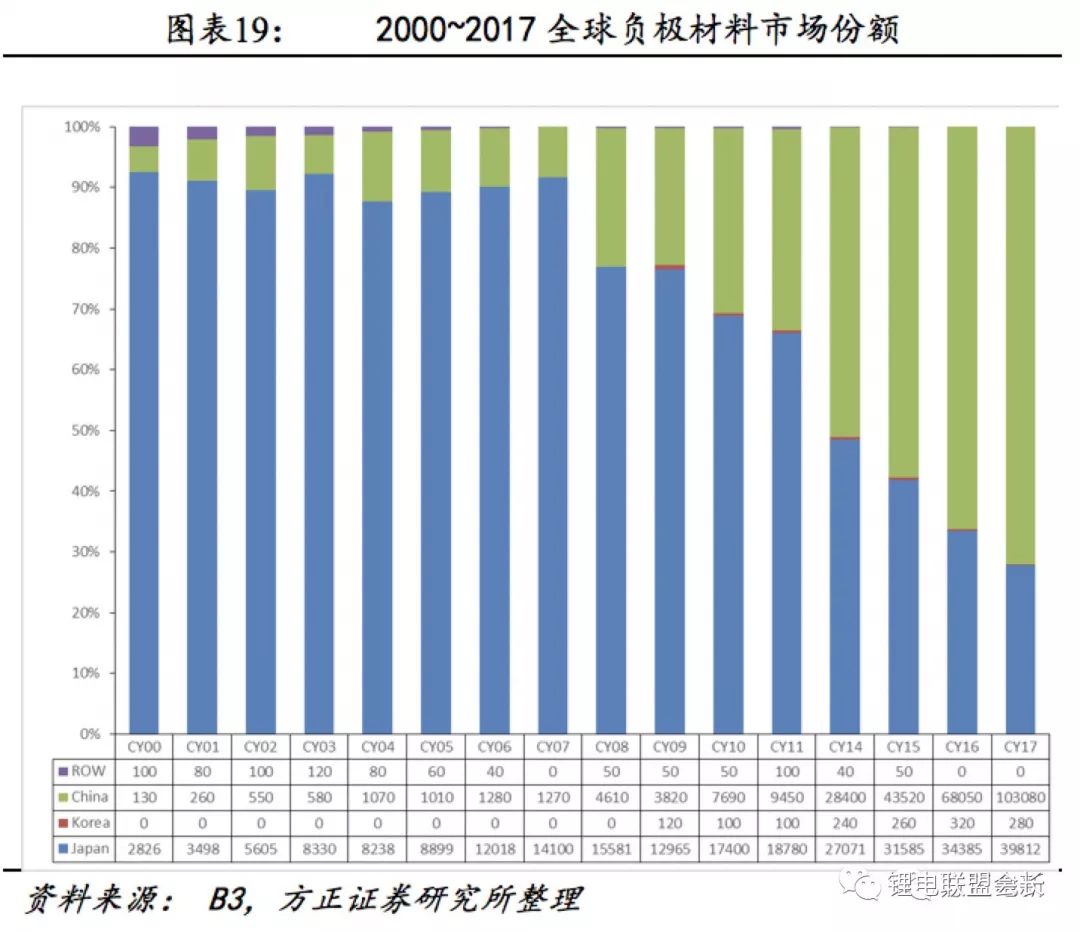
凭借资源和工艺优势,用十年时间打败日本完成国产化。
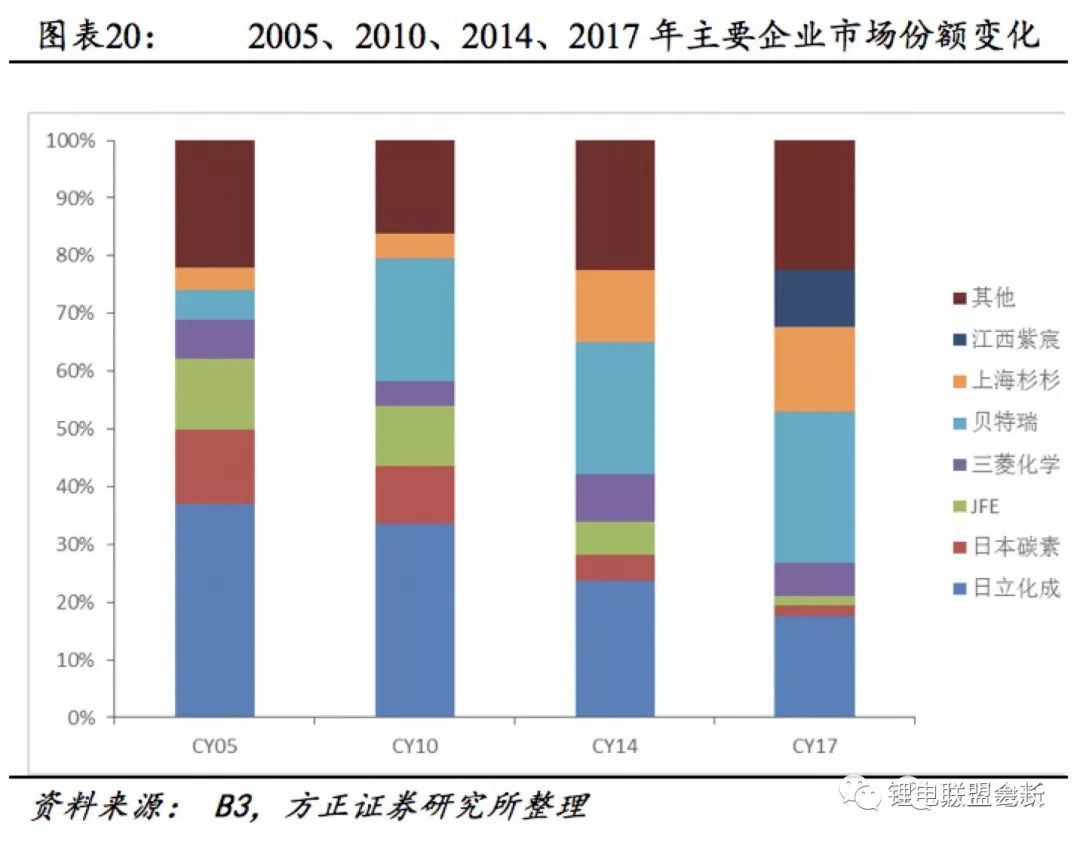
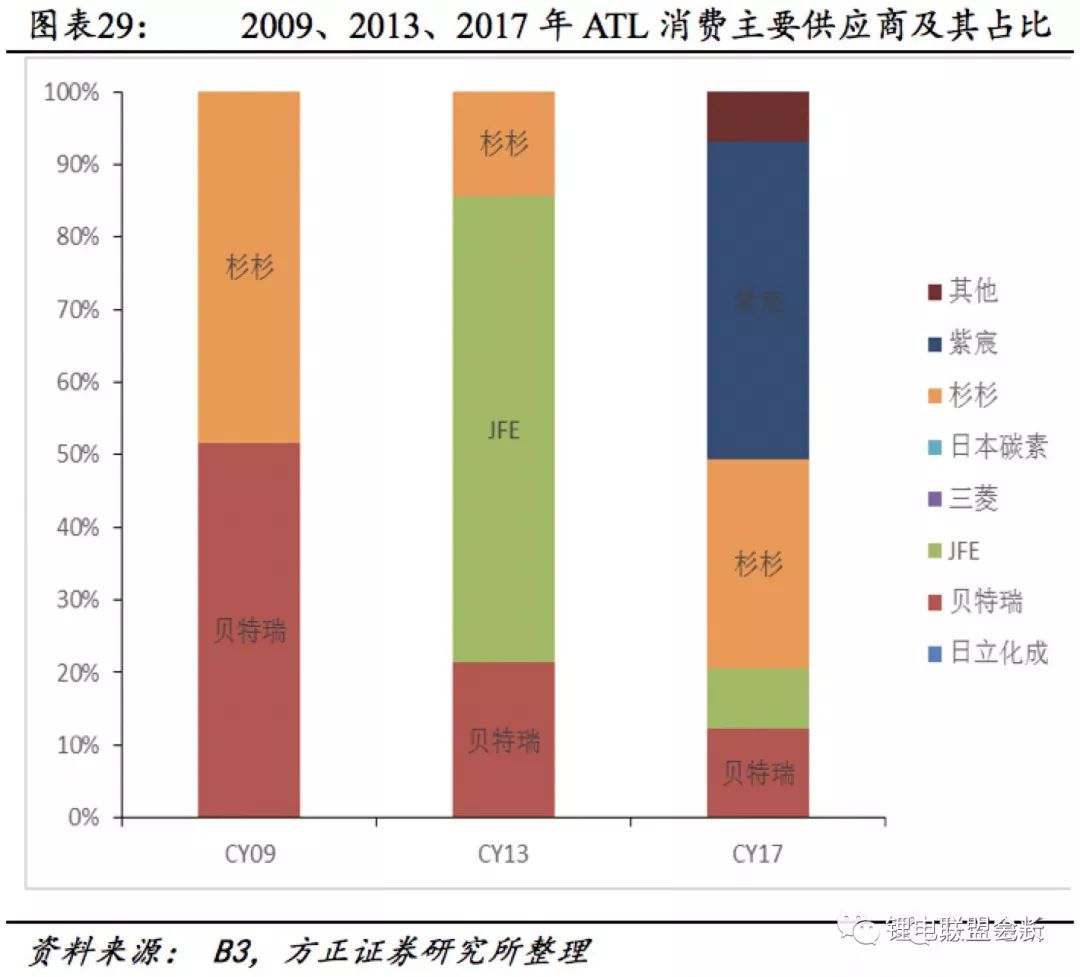
目前主流的负极仍然是天然石墨和人造石墨,天然石墨是从黑龙江、青岛的矿山采矿并经过浮选、球形化、表面包覆制成,人造石墨则是以石油或煤化工的副产物煤焦油沥青或减压渣油为原料,经延迟焦化制成针状焦,并经过造粒、石墨化制成。2000年之前,负极行业全部掌握在日本企业手中,之后经过贝特瑞(首家掌握天然鳞片石墨的球形化技术,还掌控上游的矿山和浮选)、上海杉杉(国产化CMS打败日本大阪煤气、05年首创FSN-1之后十年都是行业模仿抄袭的对象)、江西紫宸(G1系列高各向同性、极低的膨胀,实现FSN-1之后的又一次突破)三家企业长时间的努力,目前日本企业的占有率仅剩三成左右。
人造石墨替代天然石墨仍是未来的趋势。
从供应链来看,国内动力电池基本全部使用循环、膨胀、倍率性能更优的人造石墨,国外动力电池(除松下外)则以价格低廉的天然石墨为主。消费电池方面也是天然石墨的用量更大,但以ATL为代表的软包电池和松下为代表的超高容量圆柱电池,则偏爱人造石墨。从未来的趋势来看,LG等日韩动力电池厂商将转向人造和天然混合的复合石墨,提高人造石墨的用量;消费电池中,软包和超高容量圆柱电池的渗透率也将持续提升,因此人造石墨仍将继续对天然石墨形成替代。
江西紫宸收入规模已超过上海杉杉成为国内第一人造石墨负极制造商,国际上也仅次于日立化成排名全球第二。市场普遍认为江西紫宸主要生产消费电池的负极材料,未来增长空间有限。但我们认为,消费电池虽然行业增长不快,但目前主要采用天然石墨,随着软包电池和超高容量圆柱电池渗透率的提升,人造石墨可逐渐替代天然石墨,获得远快于行业的增速。因此江西紫宸可继续获得高速增长。
风险提示:竞争格局恶化,售价大幅下滑;原材料涨价的压力无法向下游传导;新能源汽车产销量不达预期。
引言
虽然紫宸、贝特瑞、杉杉三家负极龙头企业已全部上市,但和隔膜、正极、电解液相比,负极对二级市场来说仍然是一个相对陌生的领域。自我们去年10月发布全市场首份深度报告后,本次我们从历史发展复盘、供应链演变以及核心性能指标等角度,撰写了第二份负极行业深度报告,期望能更全面的帮助市场了解负极行业。
1
负极有哪些核心性能指标?
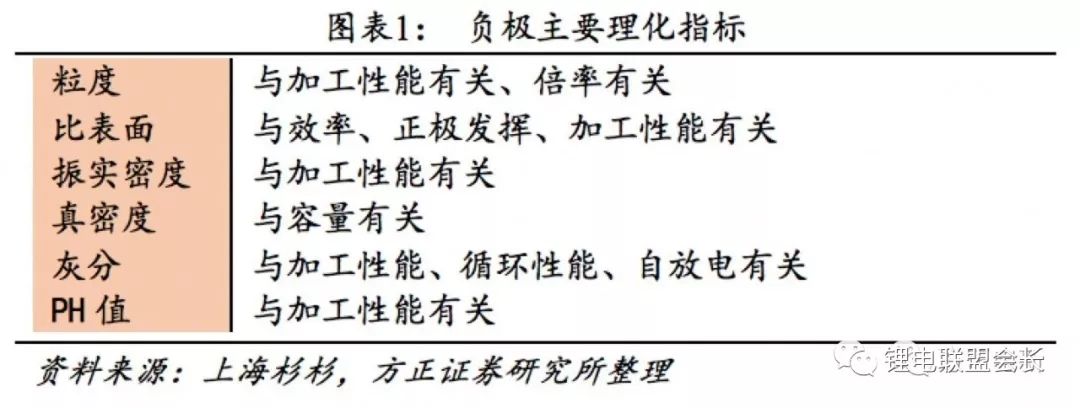
我们首先列出负极主要的理化指标,包括粒度、比表面积、振实密度压实密度和真密度、放电容量、首次效率等。除此之外,还有电化学指标如循环性能、倍率性能、膨胀等等。
我们下面介绍这些指标的含义:
首次效率:部分锂离子从正极脱出并嵌入负极后,无法重新回到正极参与充放电循环,导致首次充放电效率不是100%。这部分锂离子无法回到正极的原因一是形成了负极表面的SEI膜、二是存在一部分不可逆嵌锂。
振实密度:是依靠震动使得粉体呈现较为紧密的堆积形式下,所测得的单位容积的质量,单位为g/cm3。
真密度:材料在绝对密实状态下(不包括内部空隙),单位体积内固体物质的重量,单位为g/cm3。由于真密度是密实状态下测得,会高于振实密度。
振实密度和真密度是针对负极,压实密度则针对的是极片。
压实密度:指负极活性物质和粘结剂等制成极片后,经过辊压后的密度,压实密度=面密度/(极片碾压后的厚度减去铜箔厚度),单位:g/cm3。面密度:单位面积集流体(指铜箔)上活性物质的质量。
一般来讲,压实密度越高,单位体积内的活性物质越多,容量也就越大,但同时孔隙也会减少,吸收电解液的性能变差,浸润性降低,内阻增加,锂离子嵌入和脱出困难,反而不利于容量的增加。压实密度的影响因素:颗粒的大小、分布和形貌都有影响。
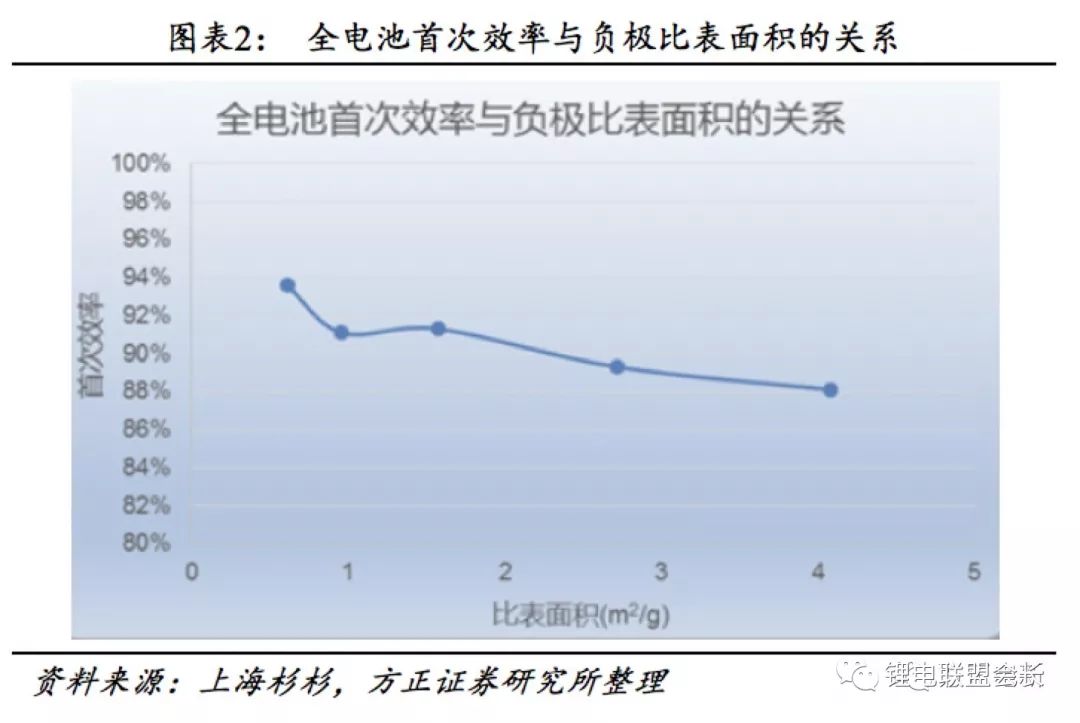
比表面积(以及粒度):指单位质量物体具有的表面积,颗粒越小,比表面积就会越大。小颗粒、高比表面积的负极,锂离子迁移的通道更多、路径更短,倍率性能就比较好,但由于与电解液接触面积大,形成SEI膜的面积也大,首次效率也会变低。大颗粒则相反,优点是压实密度更大。
容量:单位质量的活性物质所能够释放出的电量,字面意义不需要过多解释。
除了上述理化指标外,更为重要的是另外三项性能(循环寿命、膨胀、倍率性能)
循环寿命和膨胀:膨胀和循环寿命是正相关的关系,负极膨胀后,第一,会造成卷芯变形,负极颗粒形成微裂纹,SEI膜破裂重组,消耗电解液,循环性能变差;第二、会使隔膜受到挤压、尤其极耳直角边缘处对隔膜的挤压较严重,极易随着充放电循环的进行引起微短路或微金属锂析出。
就膨胀本身来说,石墨嵌锂过程中锂离子会嵌入石墨层间距里,导致层间距扩张、体积增大,这种膨胀部分是不可恢复的。膨胀的多少与负极的取向度有关,取向度=I004/I110,通过XRD数据可以计算出来。各向异性的石墨材料在嵌锂过程中倾向于往同一个方向(石墨晶体的C轴方向)发生晶格膨胀,因此将导致电池发生较大的体积膨胀;各向同性的负极,石墨材料有多个方向可以嵌锂,受到的应力更均匀、膨胀也就轻一些。
循环寿命方面,SEI膜会对锂离子的扩散有一定的阻碍作用,随着循环次数的增加,SEI膜会不断脱落、剥离、沉积在负极表面,导致负极的内阻逐渐增加,带来热累积和容量损失。
倍率性能:与循环寿命和膨胀相同,各向同性的负极,锂离子传输通道多,解决了各项异性结构中嵌入脱出的入口少、扩散速率低的问题,对大电流充放电也有作用。如前所述,锂离子在石墨中的扩散具有很强的方向性,即它只能垂直于石墨晶体C轴方面的端面进行插入。此外,小颗粒、高比表面积对倍率性能也有帮助。最后,电极表面电阻(SEI膜带来)和电极导电性也影响倍率性能。
2
负极的产业链是什么样的?是如何完成国产化的?
2.1 天然石墨源自矿山,人造石墨源于煤和石油化工副产物
首先,我们分别介绍人造石墨、天然石墨两种主要负极材料的产业链情况。先来看较为简单的天然石墨:
天然石墨的最上游是石墨矿石,分布在黑龙江、山东等地区;石墨矿石经过浮选后得到鳞片石墨(此外还有一种微晶石墨)。浮选工艺包括原矿破碎、湿法粗磨、粗选、粗精矿再磨再选、精选、脱水干燥、分级包装等步骤。
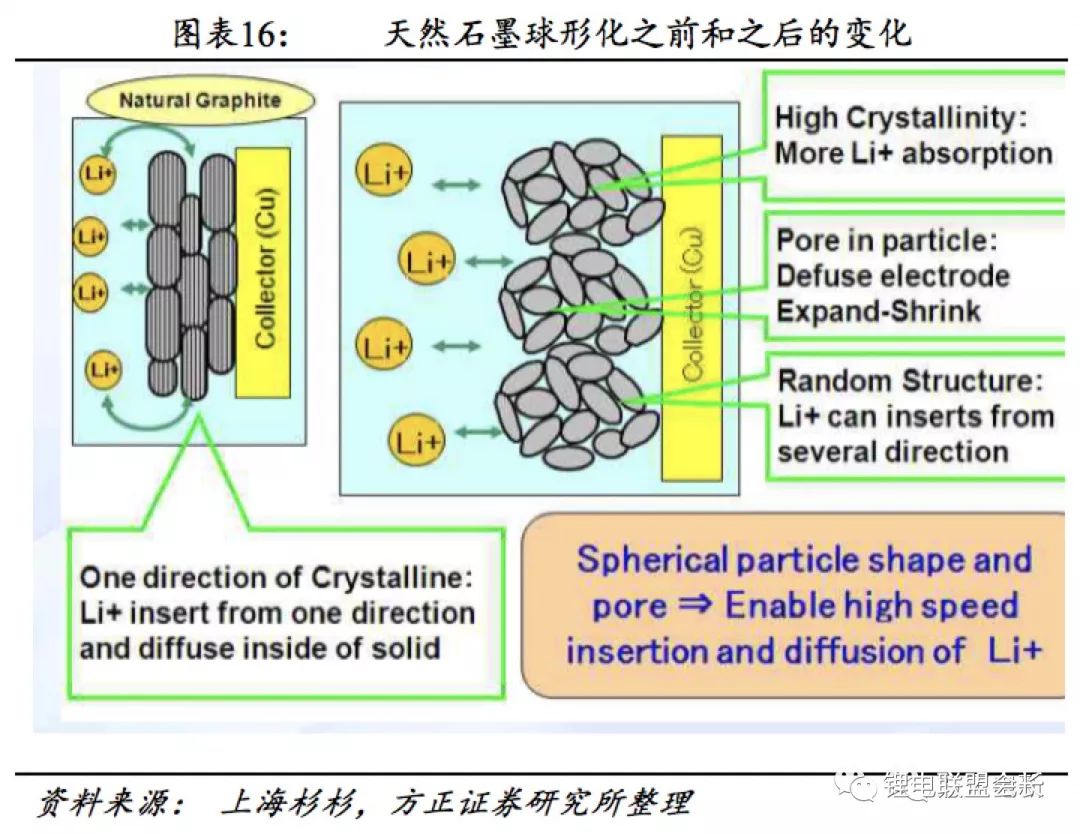
浮选后的鳞片石墨经过粉碎、球形化、分级处理,得到球形石墨,球形石墨再经过固相或者是液相的表面包覆以及后续的一些筛分、碳化等工序,就变成了最终的改性天然石墨负极。球形石墨的杂质含量高,微晶尺寸大,结构不可改变,用于LIB负极时必须进行改性处理,目的是为了缓解炭电极表面的不均匀反应,以使得电极表面的SEI成膜反应能够均匀的进行,得到质量好的SEI膜。
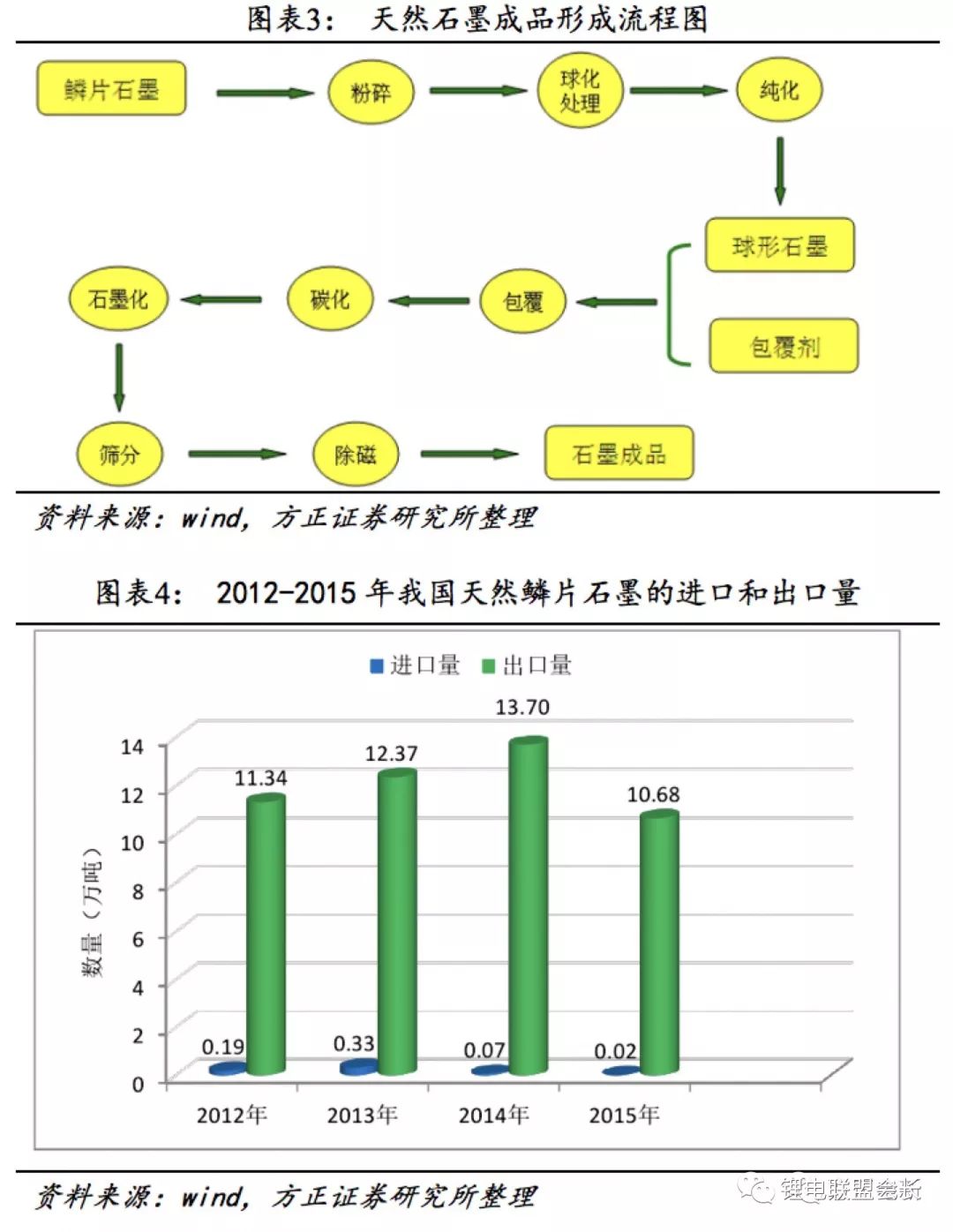
虽然我国天然鳞片石墨的年产量和年出口量都很大,但是负极材料对鳞片石墨有特殊的要求,如粒度需要是-100目(表示颗粒粗细的指标)、纯度高、结晶要好比重要大、铁含量要少,考虑到这些要求,球形化的原料基本就只能选择黑龙江萝北、黑龙江鸡西以及青岛莱西这几个产地的鳞片石墨了。
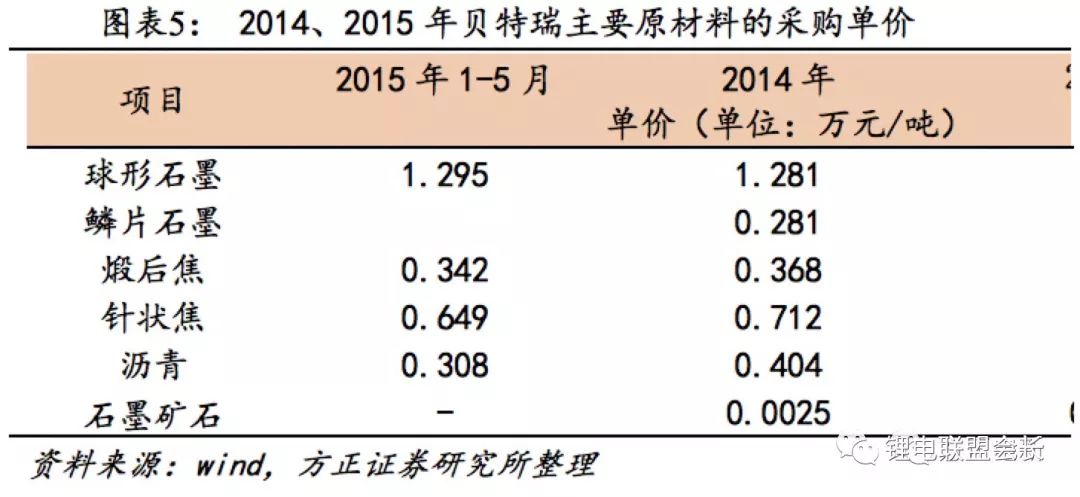
价格方面,浮选前的石墨矿石,单价只有二十多元每吨,加工到鳞片石墨,价格升到近三千元每吨,球形化后的球形石墨价格约为1.3万元每吨,最终的天然石墨负极产品,单价约3到4万元每吨。
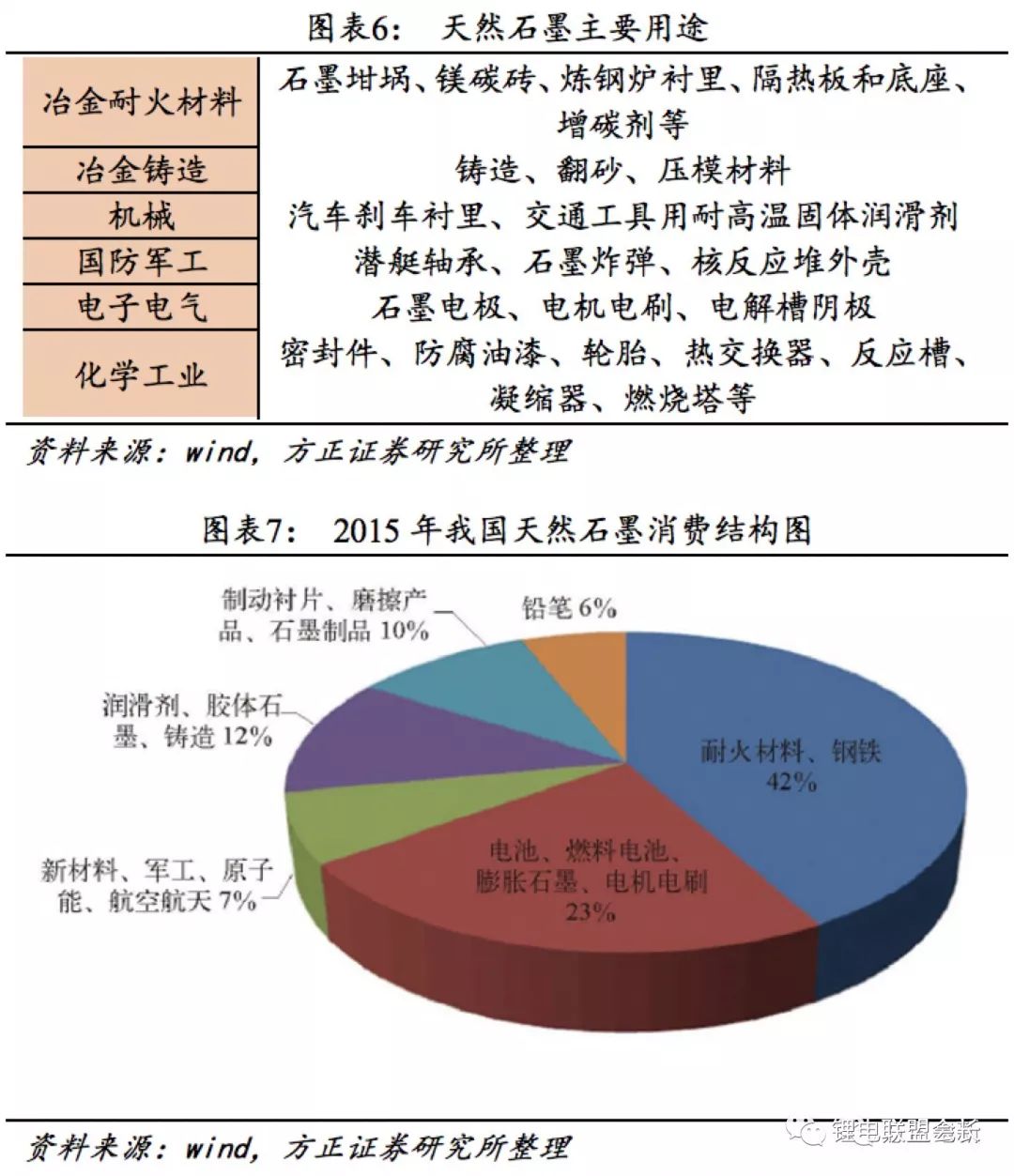
还需要知道,负极只是天然石墨一个小小的应用领域,用量不超过5%;天然石墨的用途非常广,包括冶金用的耐火材料、涂料、铅笔、军工、密封材料、导电材料等等,涵盖很多行业。
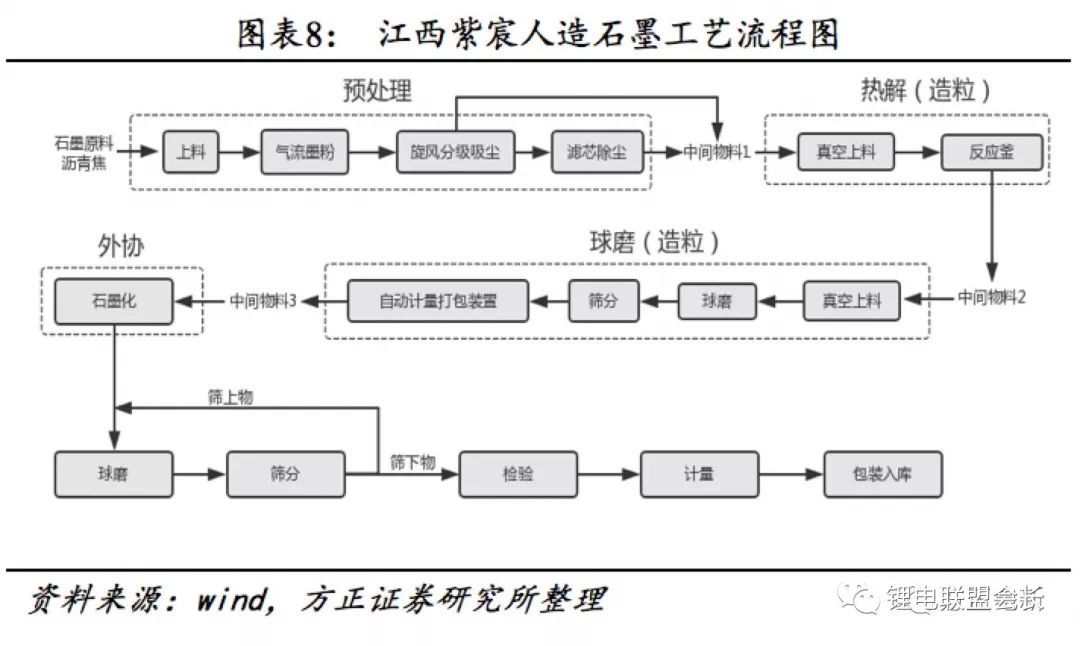
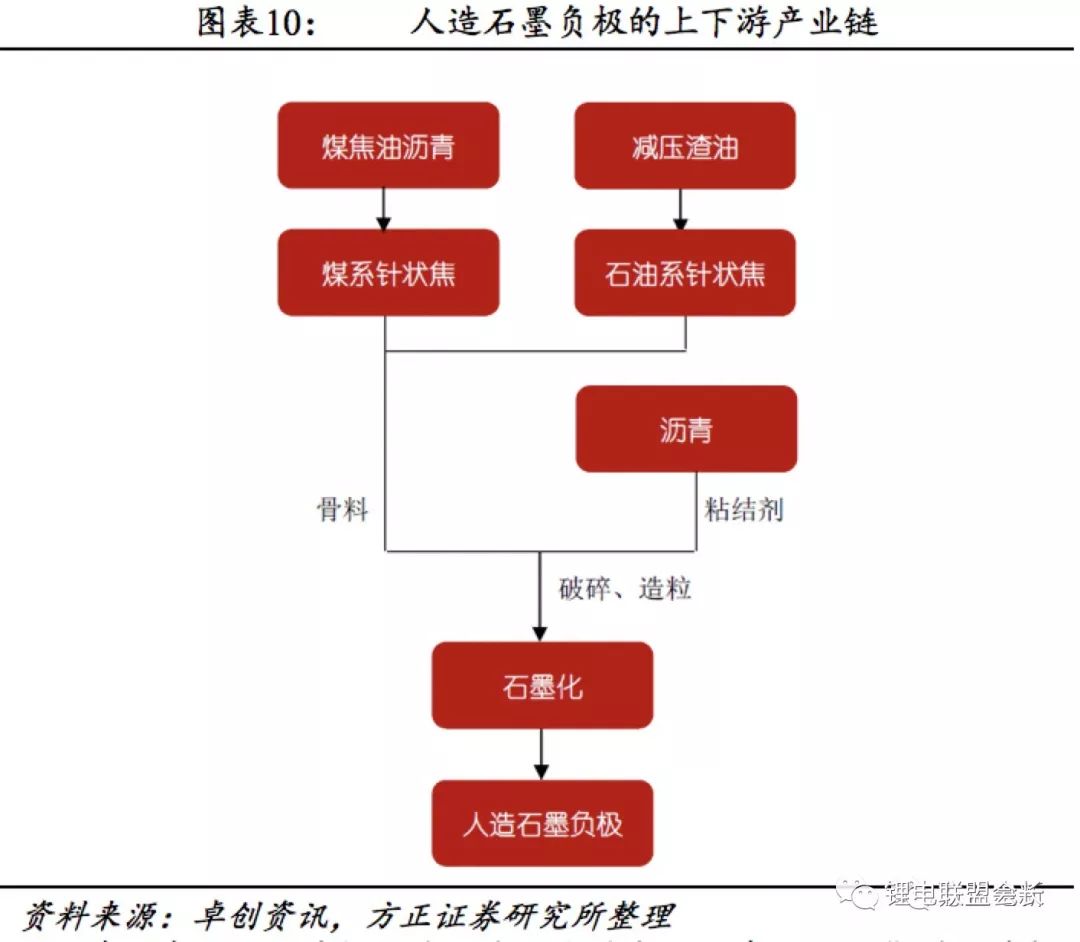
人造石墨负极的产业链则要更复杂一些,它的原料并不是天然石墨矿石,而是焦炭,包括石油焦和针状焦,沥青是粘结剂。人造石墨负极是将石油焦、针状焦、沥青等经粉碎、造粒、3000度高温石墨化、球磨筛分等步骤制成。一般来讲,高能量密度的人造石墨使用针状焦作为原料,中低端的则使用便宜一些的石油焦。
以行业中使用越来越多的针状焦为例,可分为石油系针状焦(石油焦的一种)和煤系针状焦两类,二者的制造工艺类似,都是经过预处理、延迟焦化和煅烧三个步骤。

煤系和石油系针状焦的原料是煤化工和石油化工的副产物:煤系针状焦的原材料是煤焦油沥青,它是煤焦油蒸馏之后剩下的残留物,除了生产针状焦外,还可用于铺路、生产防水层和油毡以及粘结剂等;石油系针状焦的原材料是减压渣油,它是炼油厂减压塔底抽出的残渣。
从用途上看,针状焦除了用于生产人造石墨负极外,另外一个用途是电炉炼钢中用到的石墨电极,电炉炼钢是利用石墨电极向炉内导入电流,利用电极端部和炉料之间引发电弧所产生的高温热源来进行冶炼的。
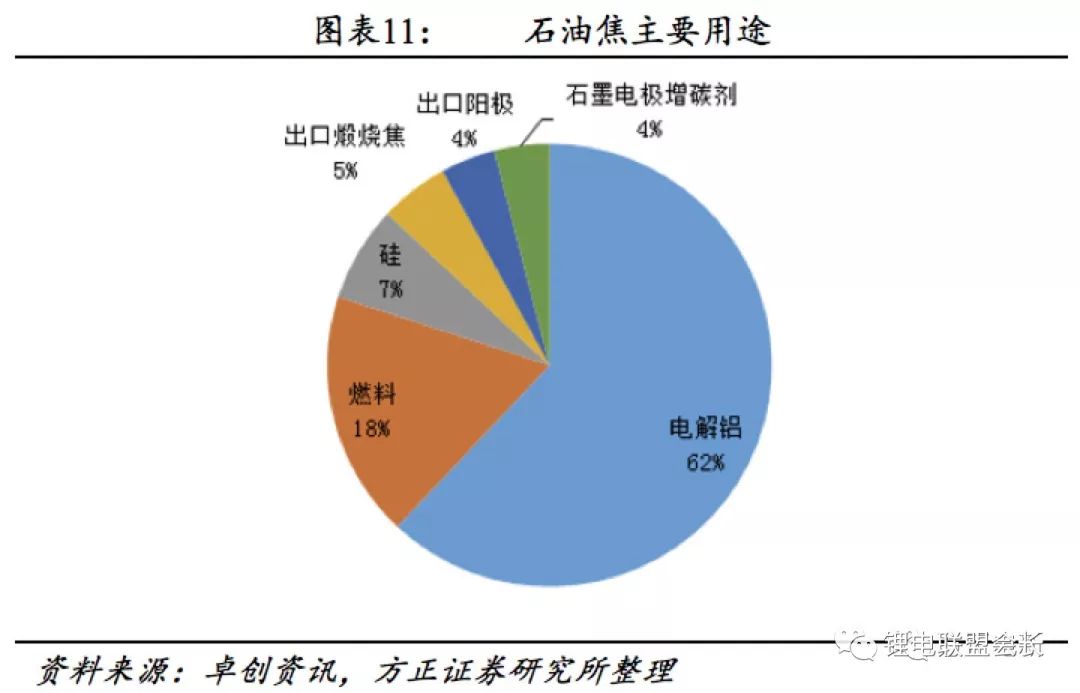
此外还有另一种价格更为便宜、产量也大得多的石油焦(原料也是渣油,但形态不是针状而是海绵状,也可称为海绵焦),人造石墨负极在石油焦用量中的占比非常低,石油焦绝大部分是用于电解铝,少部分用于水泥厂、发电厂的工业燃料。
2.2 伴随锂电下游应用变化,由MCMB到天然石墨再到人造石墨
本节,我们回顾一下负极行业的发展历史。
首先看锂电池下游行业的情况:
1991年,日本索尼公司开始商业化生产锂离子电池,采用了以钴酸锂为正极、以碳为负极的材料体系,这种体系一直沿用至今。整个90年代,锂电池的下游应用主要是照相机、摄像机和随身听。2000年之后,手机和笔记本电脑成为了锂电池两个最大的应用,之后又相继出现了平板电脑、充电宝、电动自行车、电动工具等新的下游。近几年,电动汽车飞速发展,到2017年已成为锂电池最大的下游。
在90年代,无论是锂电池还是负极材料,都是日本企业独步天下,贝特瑞、杉杉还没有成立,比亚迪、ATL、力神和比克也尚未进入锂电池领域。
起初,索尼的锂电池,负极用的也是石油焦,但和现在的人造石墨负极不一样,是没有经过石墨化等改性处理的石油焦,结构不规整、比容量很低,很快就被一种叫做中间相碳微球(MCMB)的碳材料所取代。整个九十年代,MCMB是使用最多的负极材料,它也是以煤焦油沥青为原材料,先经过热缩聚反应形成中间相碳球,而后经溶剂纯化和热处理制成的各向异性的球体,它的球形片状结构可以使锂离子在各个方向嵌入和脱出,所以倍率性能非常好;但也有两个非常致命的弱点,一是要消耗大量有机溶剂,且收率很低,成本非常高;二是比容量低,发展到现在也只有280到340毫安时每克,和普遍达到340到360毫安时每克的人造石墨和天然石墨差距还是比较大。
MCMB的领先企业曾是日本的大阪煤气公司,它在1993年成功将MCMB产品用到了锂电池中,日本的日立化成公司也有相应的产品,当时MCMB的价格在50到70万元每吨,几乎是现在负极材料价格的10倍以上。
MCMB的国产化工作,是鞍山热能研究院首先研发成功并由上海杉杉科技公司完成产业化的。1997年,鞍山热能研究院碳素研究所张殿浩等人研发出了中间相碳微球(英文名CMS,MCMB的另一种叫法),并成功实现了18吨的中试线级别的生产。1999年,上市公司杉杉股份与鞍山热能研究院合资成立“上海杉杉科技有限公司”,鞍山热能院以无形资产(中间相碳微球技术)出资,占股25%。2001 年,上海杉杉科技有限公司的200吨/年的CMS工业生产装置成功投入运行,打破了国内CMS 依靠日本进口的局面,CMS的价格马上降到了30万元每吨以下,日本大阪煤气公司很快就败下阵来将产线关停,而上海杉杉科技当年即实现收入超过5000万元,第二年收入1.7亿元,成为国内该产品排名第一的供应商;经过后续的两次扩产,到2005 年上海杉杉科技拥有了年产1100 吨CMS负极材料的生产能力。2000年前后,天津大学王成杨教授也研发成功了中间相碳微球技术,并在2004年以225万元的价格将专利转让给了天津铁中煤化工公司,该公司当年联合另外几名股东成立了天津铁城电池材料公司,第二年也成功实现了300吨级别的CMS量产。2008年,天津铁城被贝特瑞收购,后更名为天津贝特瑞,至此国内另一家负极巨头贝特瑞也掌握了中间相碳微球的生产技术。
2000年之后,锂电池的应用领域转向手机和笔记本电脑,对电池能量密度的要求也随之提升,比容量低、价格昂贵的中间相碳微球逐渐不能满足需要,这时就需要开发新的碳负极材料,人造石墨负极和改性天然石墨负极就应运而生了。和中间相碳微球一样,这两种石墨负极材料也是日本率先发明并实现产业化的,人造石墨负极的领先公司是日本的日立化成公司和JFE化学公司,改性天然石墨负极则是三菱化学公司主导。
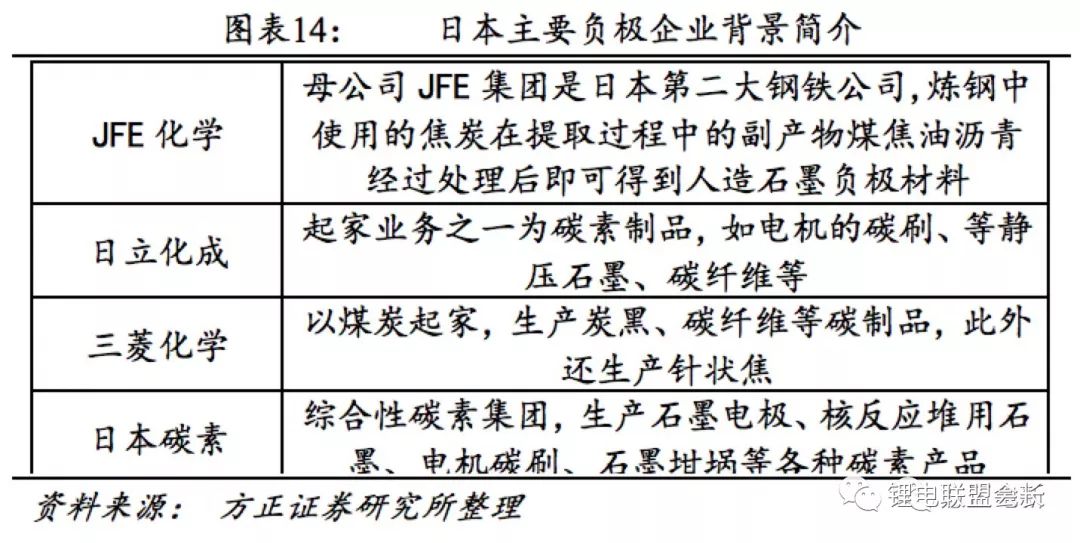
为什么是这些公司在负极材料上有建树呢?我们可以发现,国内的负极企业如贝特瑞、杉杉、紫宸等,都是以负极为主业甚至唯一业务的。而日本的企业,无一例外,负极只是它们的副业,收入和利润占比都微乎其微。之所以它们会发展负极业务,是因为负极和它们的主业有千丝万缕的联系,所以从主业自然而然的派生出来了负极业务。如日立化成和日本碳素原本就有碳素工厂,生产石墨电极、石墨坩埚等各种石墨制品;JFE是钢厂,同时有煤焦化的工厂(生产焦炭给炼钢高炉做燃料用),煤焦化的副产物煤焦油沥青可以直接用来生产人造石墨;三菱化学既有煤焦化工厂又生产针状焦,同时还制造碳素制品。
首先替代MCMB的是改性天然石墨产品。如前所述,天然石墨是鳞片状的,它需要经过球形化才能作为负极来使用。球形化是利用专门的粉碎整形设备,让不规则的石墨微粉通过气流冲击下的相互碰撞,发生卷曲和包覆作用,令颗粒成为球形或者近似球形。那么为什么鳞片石墨要加工成球形石墨呢?是因为球形石墨在堆积时的取向更均匀,锂离子能够更加方便的在层间出入,不受方向的限制,而且比表面积更小、振实密度更大。改性天然石墨的领先企业是日本的三菱化学和日立化成公司。
改性天然石墨的国产化是由贝特瑞完成的。2000年7月,由中科院成都有机所所长于作龙联合另外两名股东共同成立了贝特瑞。于作龙用于出资的无形资产是锂电子电池电解液生产专有技术,该项技术当时经中科院长春应化所测试:与德国MERCK 电解液性能基本相当。可见贝特瑞一开始设想的主业并不是负极。
贝特瑞头两年的经营很不顺利,转折点出现在2002年,那一年贝特瑞发生了两件大事,第一是中国宝安集团出资600万元控股了贝特瑞、第二是岳敏进入贝特瑞,担任总工程师、总经理,从这一年开始贝特瑞真正聚焦于负极材料。之后,岳敏团队将天然鳞片石墨开发出球形石墨并成功实现产业化,球形石墨的成功开发为后续改性天然石墨奠定了关键基础,该团队又分别在2004、2006、2010 年先后推出高容量天然石墨复合负极材料818、168、BSG-L 等,使贝特瑞成为了全球天然石墨负极之王。
那么岳敏是何许人也?从公开资料我们可以看到,进入贝特瑞之前,在1993年到2002年的十年间,他在洛阳市冠奇工贸有限公司先后担任化验室主任、技术厂长兼生产厂长、常务副总兼总工程师。洛阳市冠奇工贸是一家天然鳞片石墨的采选和加工企业,资料显示它拥有中碳石墨年采选能力为20000吨以上;高碳加工能力年产16000吨;高纯石墨生产能力年8000吨;超高纯度光谱石墨即99.99%以上年生产能力2000吨,这样一家每天与天然鳞片石墨打交道的企业,掌握球形化技术就不奇怪了。
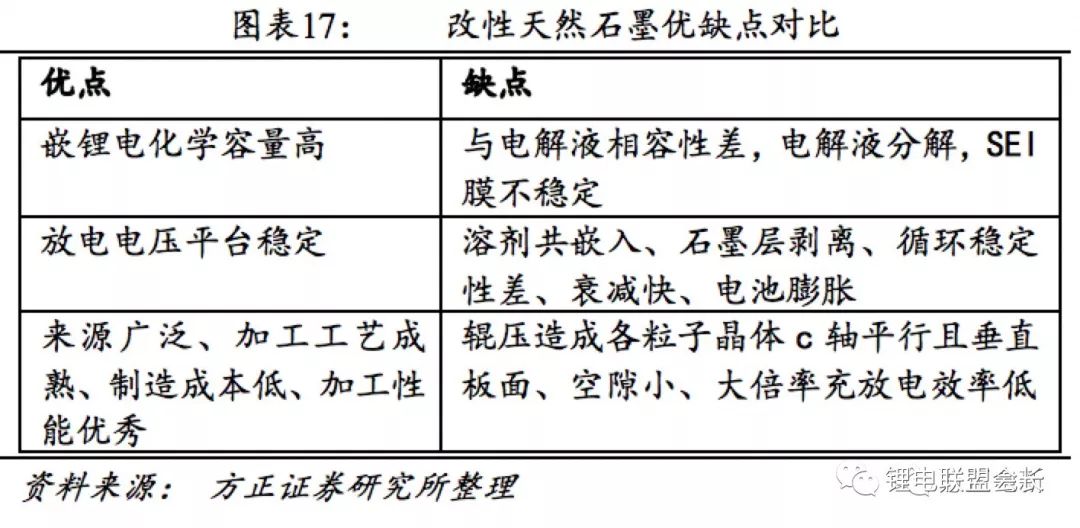
改性天然石墨是一种优点和缺点都很明显的材料,优点是克容量高、价格便宜,缺点是结构不稳定、和电解液的兼容性差,易造成溶剂分子共插入以及片层脱落,膨胀大、循环寿命短、倍率性能(代表快速充放电的能力)也比较差。高膨胀、较差的快速充放电能力、较短的循环寿命,使其不适用于一些高端的应用场景,如智能手机、电动汽车等。这时,人造石墨负极就产生了(MCMB也是一种人造石墨负极,这里指的是以焦炭和沥青为原料的负极)。
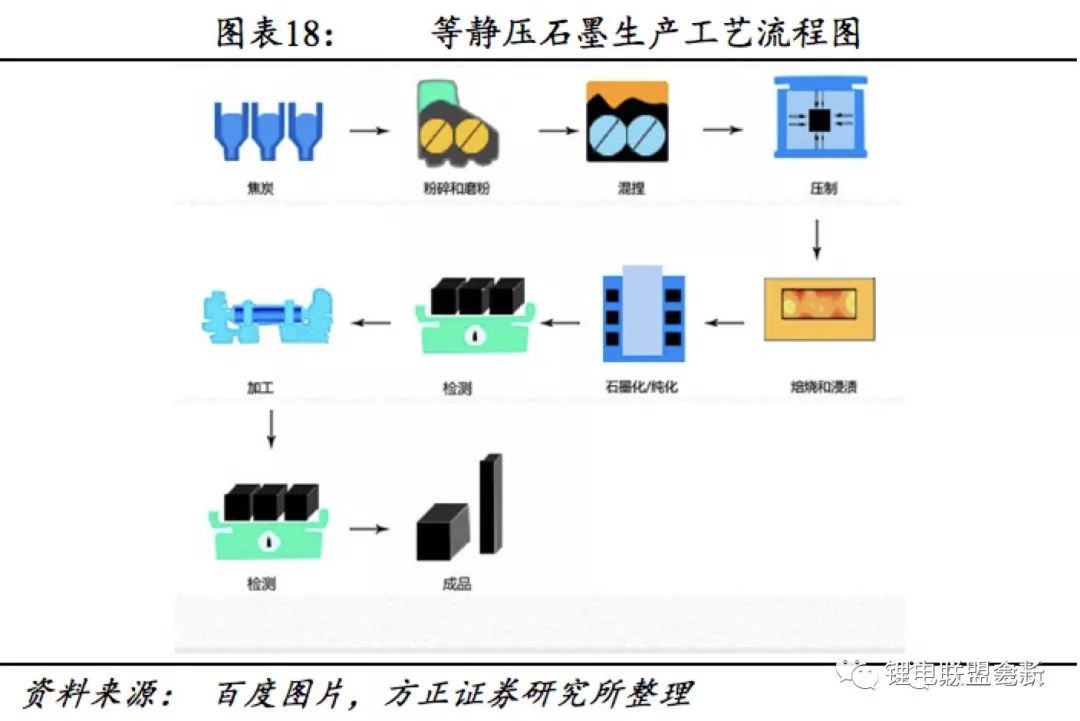
实际上人造石墨是一个很宽泛的概念,一切经过高温石墨化的碳材料都可称为人造石墨,其中最典型、和人造石墨负极最相近的就是电弧炉炼钢用的石墨电极和用于光伏单晶生长炉的等静压石墨,他们的原材料和人造石墨负极相同,都是针状焦和沥青,制造工艺上也有很大的相似性。
2.3 贝特瑞和上海杉杉分别完成了天然和人造石墨的国产化
实际上从日本的经验来看,人造石墨负极做的好的无非两类企业,一类是做石墨电极或者等静压石墨的,例如日立化成(等静压石墨)、日本碳素(石墨电极),这类企业长期做人造石墨制品,对制造工艺熟悉;一类是做针状焦或者煤焦油沥青的,例如三菱化学(针状焦)、JFE化学(煤焦油沥青),优势是对上游原料的特性比较熟悉。
那么国内也不例外,譬如做石墨电极的方大炭素和平煤神马,都已经介入了锂电池负极材料领域。但是国内人造石墨负极的发源地仍是前面所提到过的鞍山热能研究院,它是国内煤系针状焦领域的领先企业。1986年,鞍山热能研究院就完成了煤系针状焦的中间试验,目前,其参股的鞍山开炭热能新材料有限公司,具备年产4万吨煤系针状焦的能力。自从鞍山热能研究院和杉杉股份合资成立上海杉杉科技后,鞍山热能研究院以冯苏宁为代表的一批技术人员也加盟了上海杉杉科技,人造石墨负极的技术就从科研单位流转到了产业公司中。
继成功开发CMS中间相碳微球产品,打败日本大阪煤气之后;上海杉杉科技在2005年,成功开发了人造石墨负极材料新品:FSN-1系列(以冯苏宁的姓名简称命名),该产品一举奠定了杉杉在人造石墨负极领域的泰山北斗地位,并在之后十余年一直都是跟随者们模仿、抄袭的对象。
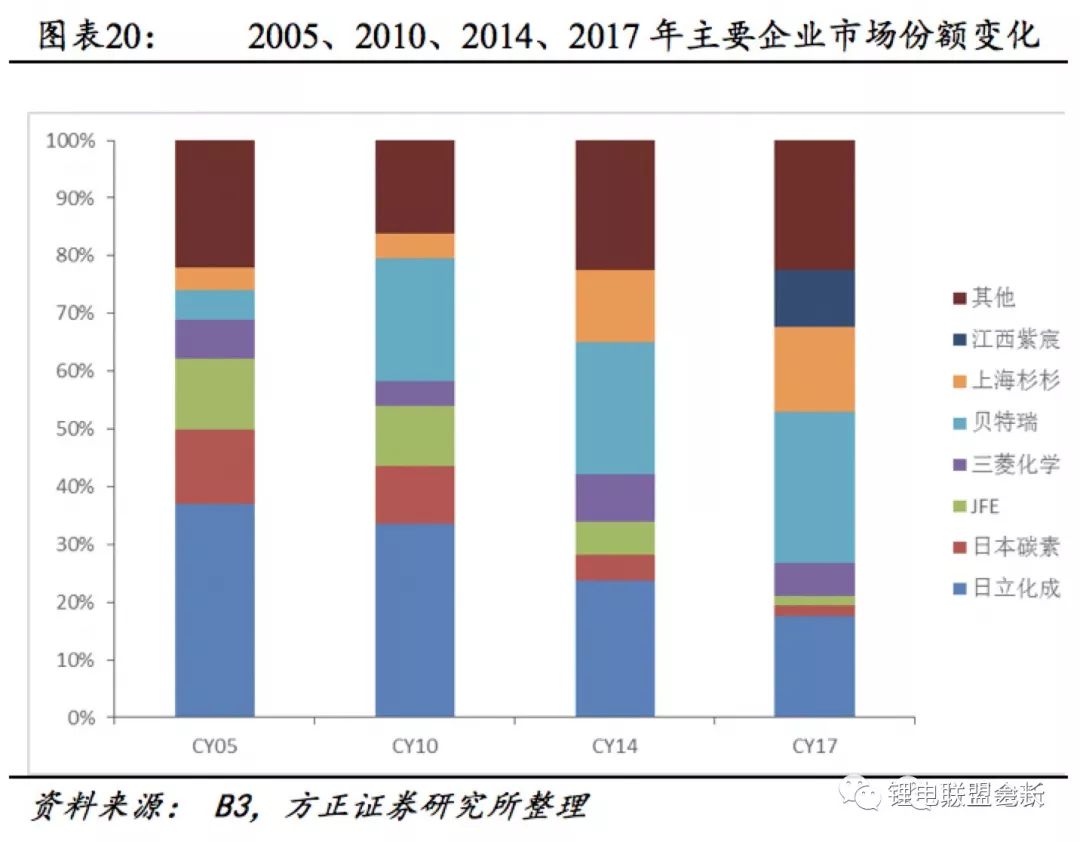
自从贝特瑞和杉杉分别完成了天然石墨和人造石墨负极的国产化后,日本企业的份额就开始逐年降低。到2017年,除了日立化成还保持着领先地位外,日本其他的几家企业,JFE化学、日本碳素、三菱化学都逐渐落后了,全球负极出货量的前四名中有三家(贝特瑞、杉杉、紫宸)都来自于中国。
从2002年到2012年的十年间,杉杉是人造石墨龙头、贝特瑞是天然石墨龙头的格局从未发生过改变。但是从2012年开始,一家新公司-江西紫宸的成立开始威胁到了杉杉的人造石墨龙头地位,事实上到2017年,紫宸的收入规模和杉杉已经不相上下,都是15亿元,但是利润是杉杉的5倍(3.8亿元对7000余万元),从利润规模来看,人造石墨负极龙头的位置已经易主了。
2.4 江西紫宸依靠高性能的G1系列实现国产人造石墨的又一次飞跃
那么为什么在短短的五年间,江西紫宸就能完成对积累了十余年的杉杉的赶超呢?
主要是两方面的原因:第一是紫宸的经营团队,脱胎于杉杉又高于杉杉,紫宸总经理就是前面多次提到的FSN-1产品的首席发明人、上海杉杉科技总经理冯苏宁,因此技术上是一脉相承的,同时紫宸母公司璞泰来的总经理陈卫在ATL任职十余年,职位高至主管研发的副总裁,紫宸通过陈卫可获得ATL这种大客户的资源以及ATL对负极材料性能指标的要求。
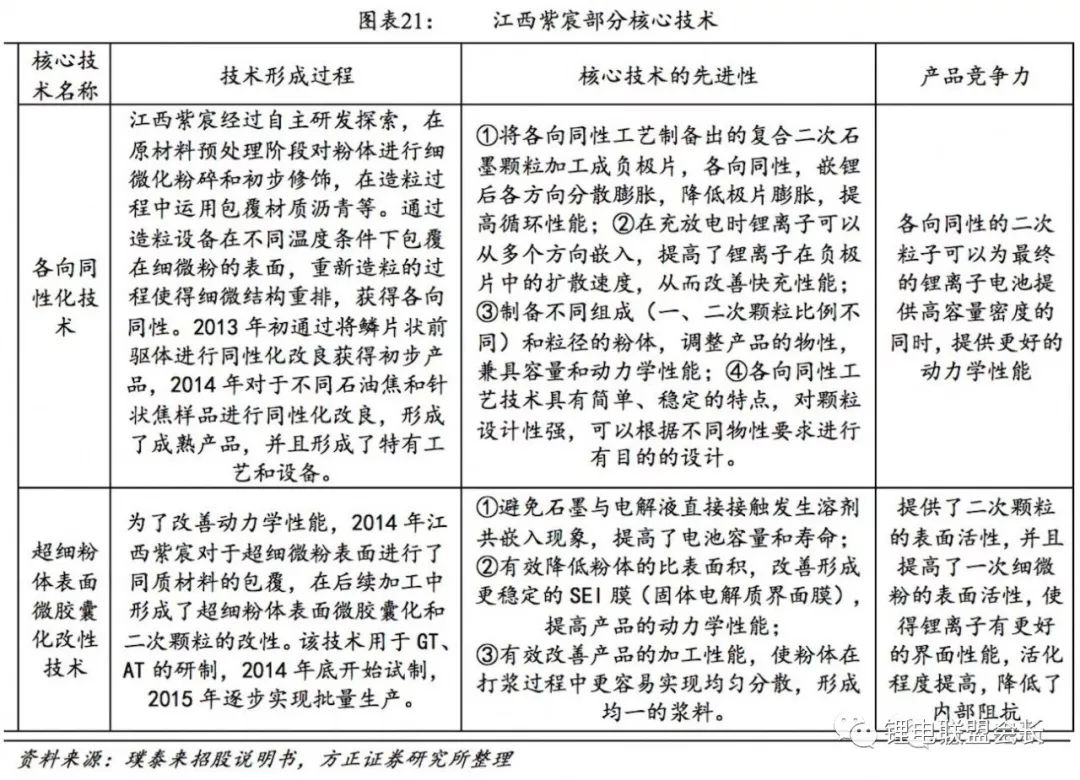
第二是紫宸的高端人造石墨G1系列,成功实现了继FSN-1之后的又一次突破,首次放电容量达360mAh/g以上,配向性(I004/I110)小于 10,压实密度达1.7g/cm3以上,循环寿命1,000次容量保持在80%以上,获得了顶级消费类电芯大客户ATL的认可,自Iphone4开始就成为了苹果手机的电池材料供应商并且一直延续至今。
在璞泰来的招股书中,也简单介绍了紫宸的“独门绝技”二次颗粒技术。如第一章中所述,小颗粒比表面积大,锂离子迁移的通道更多、路径更短,倍率性能好,大颗粒的压实密度高、容量大。如何能够兼顾大颗粒和小颗粒的优点,同时实现高容量和高倍率呢?
答案就是紫宸使用的这种二次颗粒技术,通俗的讲就是先把大颗粒打碎,然后再用沥青等粘结剂粘结起来重新形成大的球形颗粒,这种大颗粒首先实现了高压实密度和高容量,同时大颗粒的内部并不是实心的,锂离子仍然是可以通过的,所以也仍然会具备高倍率的性能。此外,在重新造粒的过程中,尽量实现各向同性,这样锂离子可以从多个方向嵌入、应力也向各个方向去分散,实现了低膨胀和长循环寿命。
3
目前的供应链是什么样的?未来的发展趋势如何?
3.1 消费电池和韩国动力走天然路线,国内动力和松下以人造为主
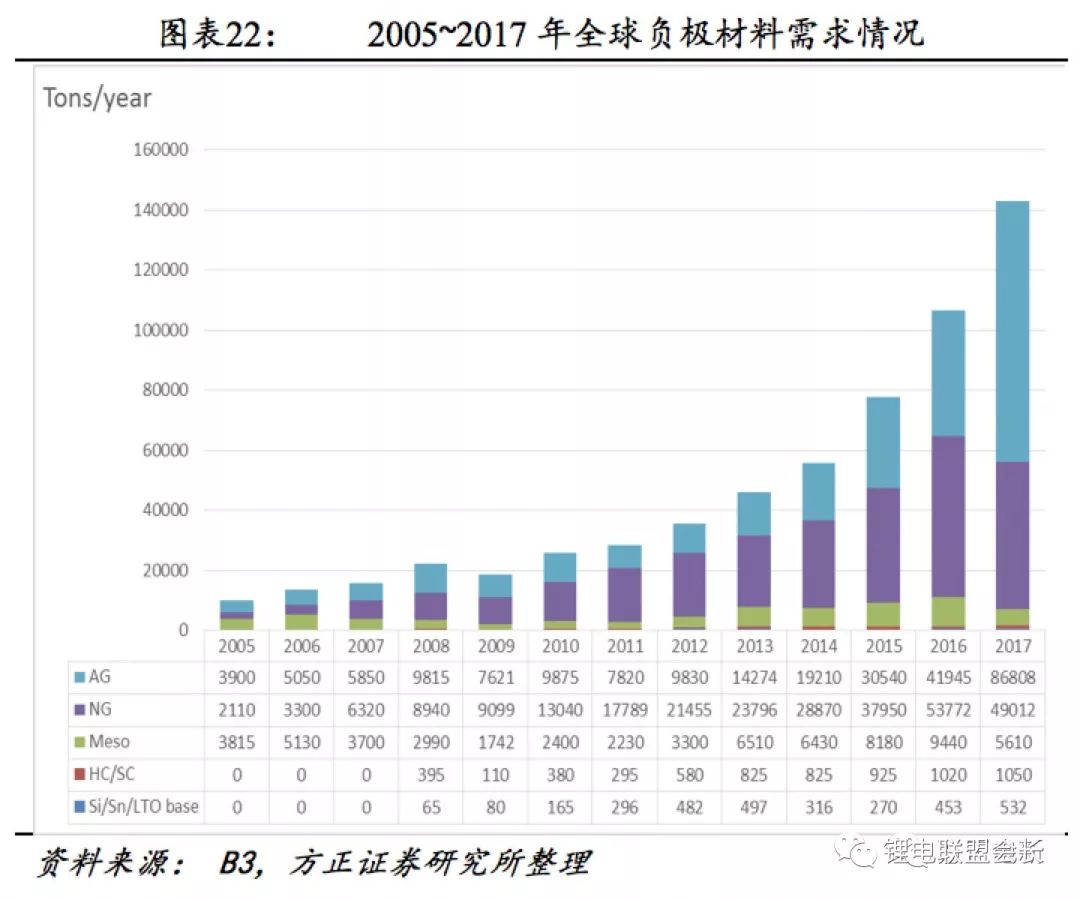
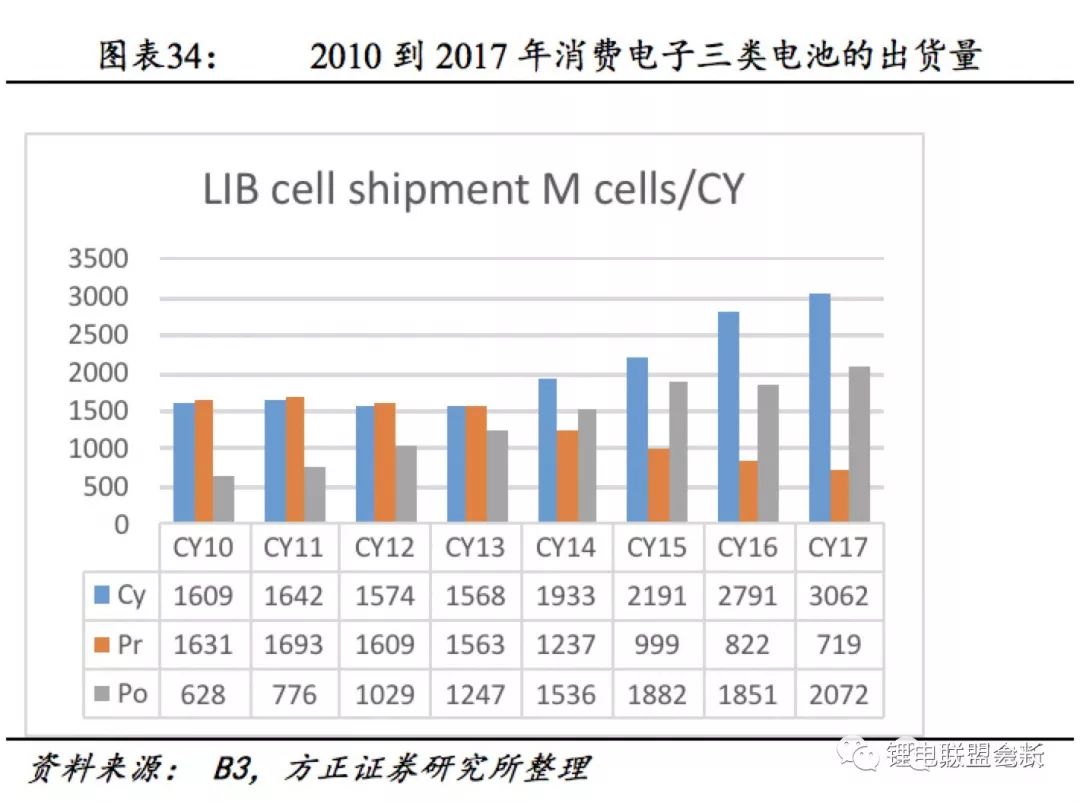
我们回顾过去十几年负极的发展史,2005年的时候,全球一年的负极使用量仅有1万吨左右,到2017年增长到了15万吨,从量级上看是十五倍的增长。
从结构来看,2005年时,用量最大的还是中间相碳微球。到了2011、2012年,中间相碳微球逐渐式微,占比仅剩10%左右,天然石墨成为当时最主流的负极品类,占比达60%。五年之后,到了2017年,天然和人造之间发生了逆转,占60%的变成了人造石墨,天然石墨的用量则变化不大。那么在这五年间发生了什么,让人造石墨后来居上呢?
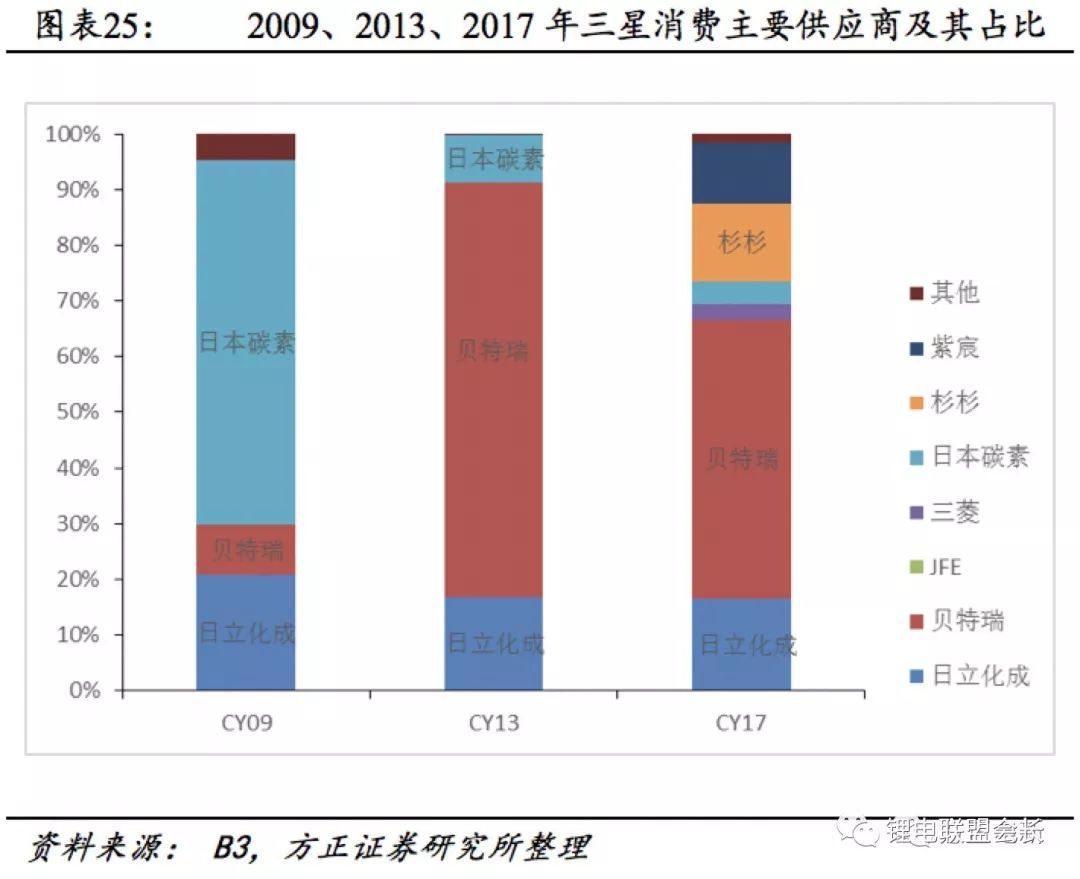
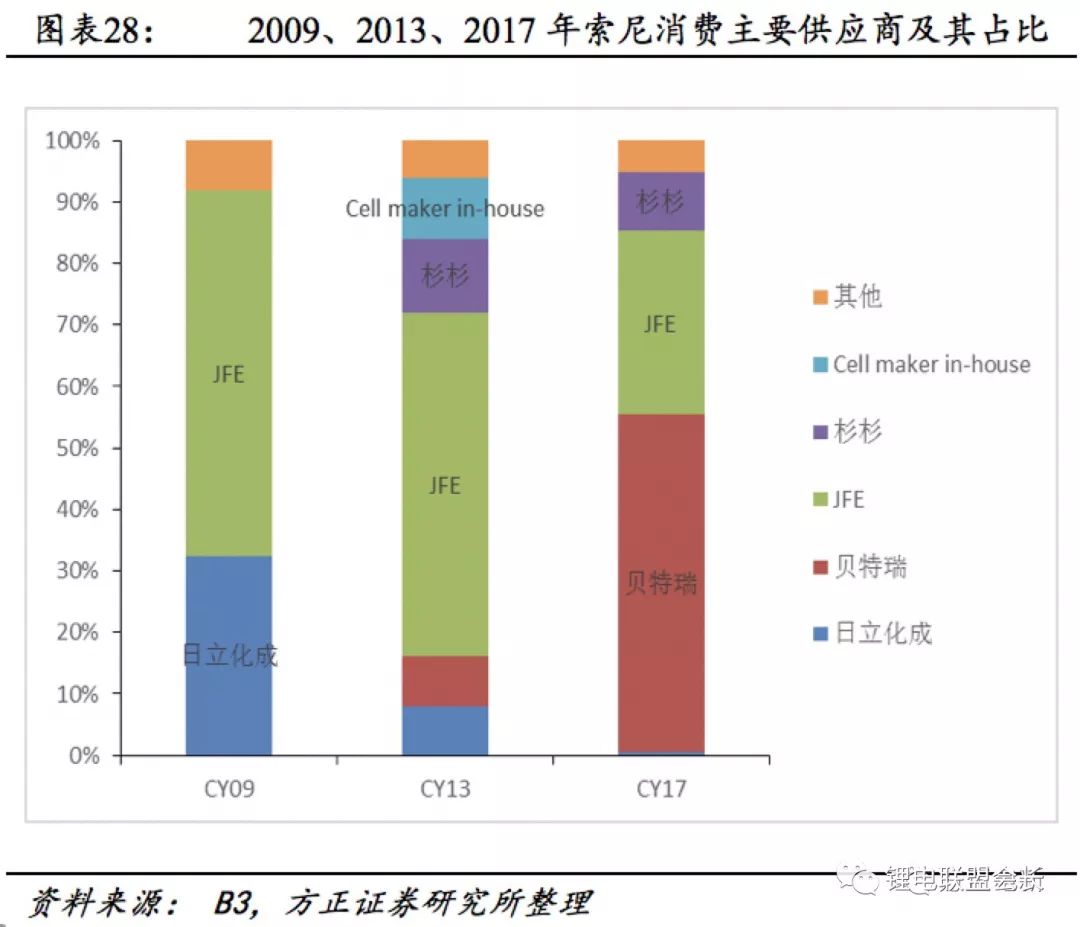
我们首先对比11年和17年主要消费锂电大厂的供应链,在此只列出三星、LG、松下(包括后期收购的三洋)、索尼和ATL五家一线大厂。

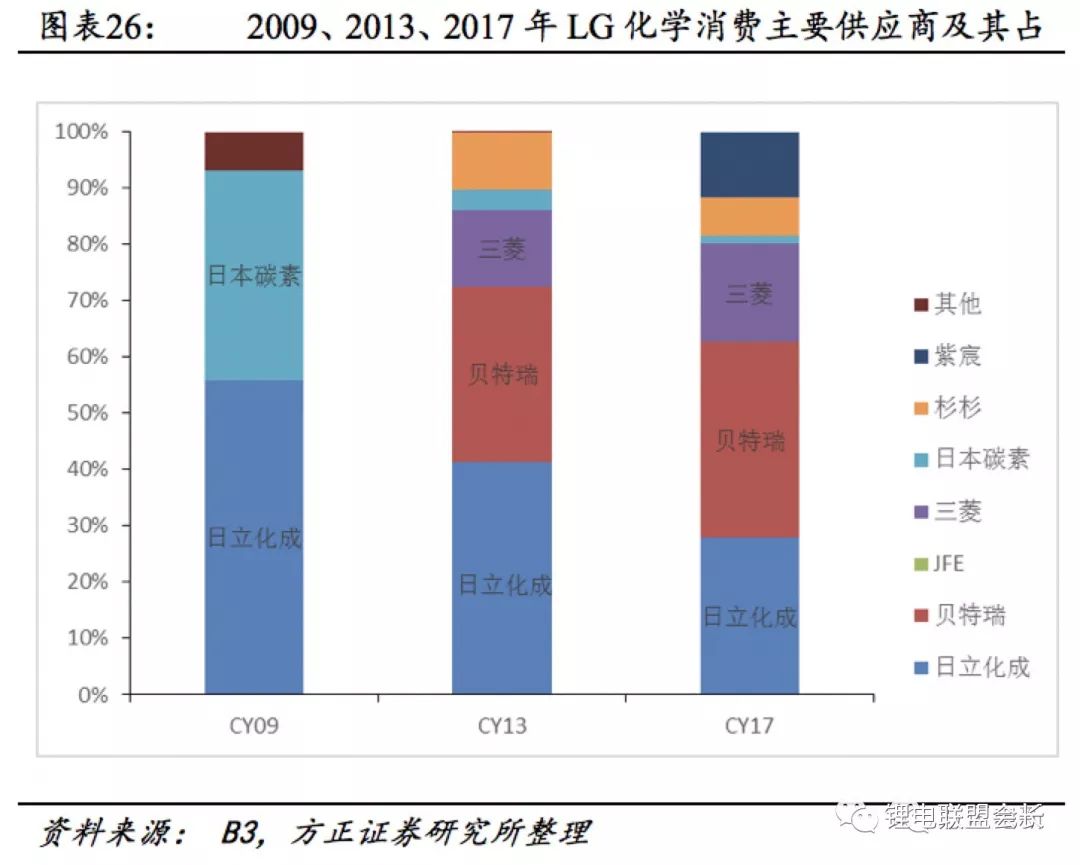
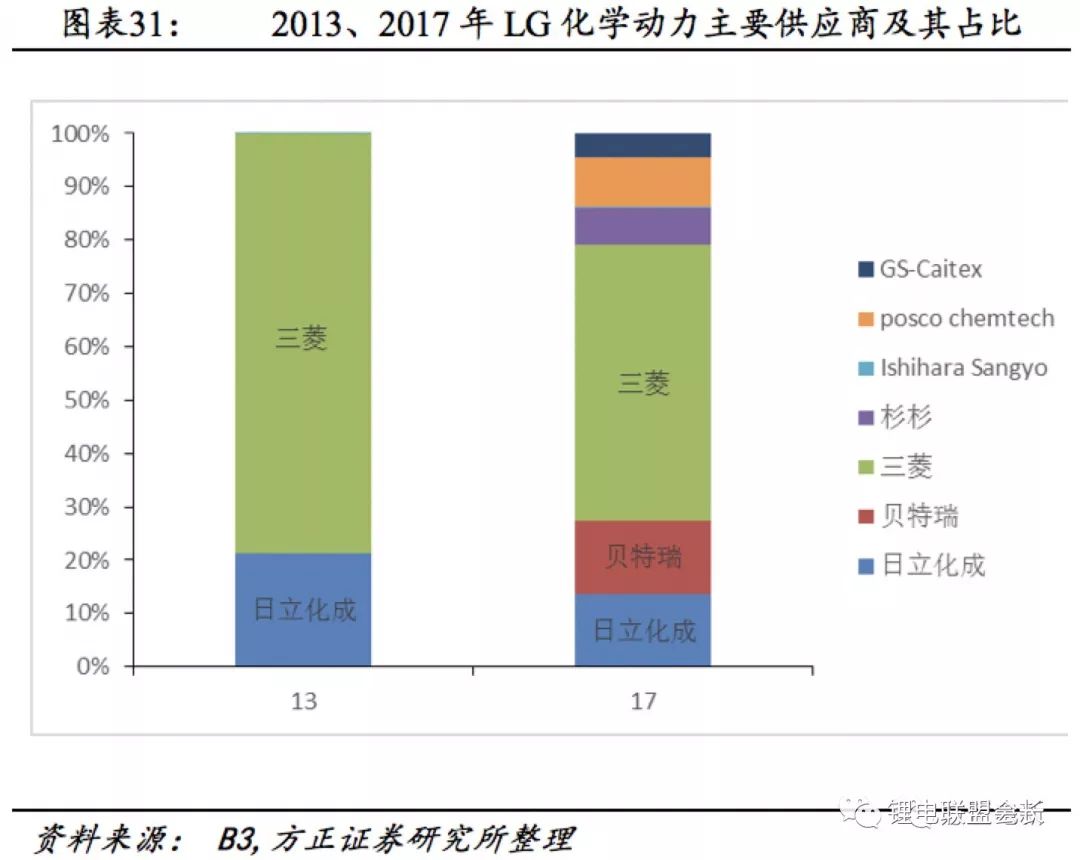
五家大厂可以分为两个阵营,三星、LG都是以天然石墨为主的消费电芯厂,而索尼、松下和ATL则是以人造石墨为主的,过去七年这一点没有发生变化。LG、索尼的人造/天然石墨采购比例基本没有变,三星、松下、ATL均适度加大了人造石墨的采购比例。
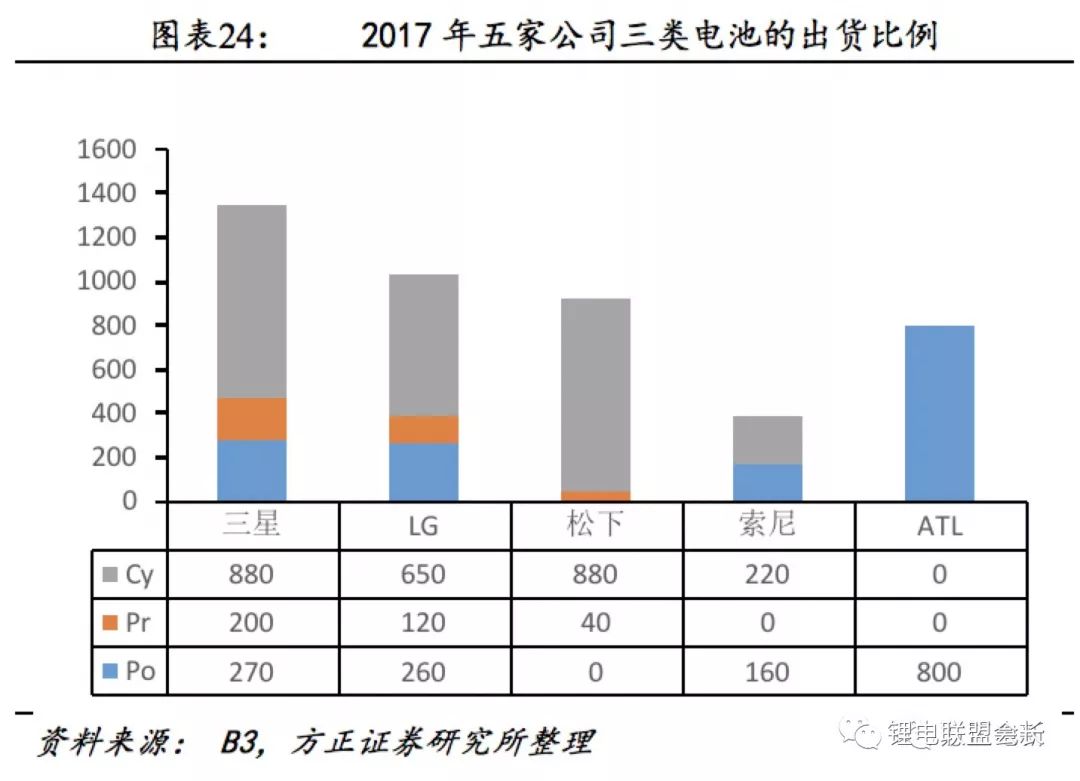
那么为什么三星、LG以天然石墨为主,而索尼和ATL则选择了人造石墨呢?这与其电池的封装类型有关,三星、LG的出货结构中,圆柱电池占绝对的主力;索尼和ATL则是以软包电池为主。圆柱电池的特点是钢壳封装,即使负极发生了膨胀,也顶不破钢壳,因此喜欢价格便宜的天然石墨;软包电池则是较软的铝塑膜封装,如果使用天然石墨,第一膨胀会比较大,第二与电解液的相容性不好,容易产气,导致铝塑膜破裂,所以软包电池大部分是使用人造石墨。三星、LG近年来加大了人造石墨的用量,也是因为其出货结构中软包电池的比重在变大。
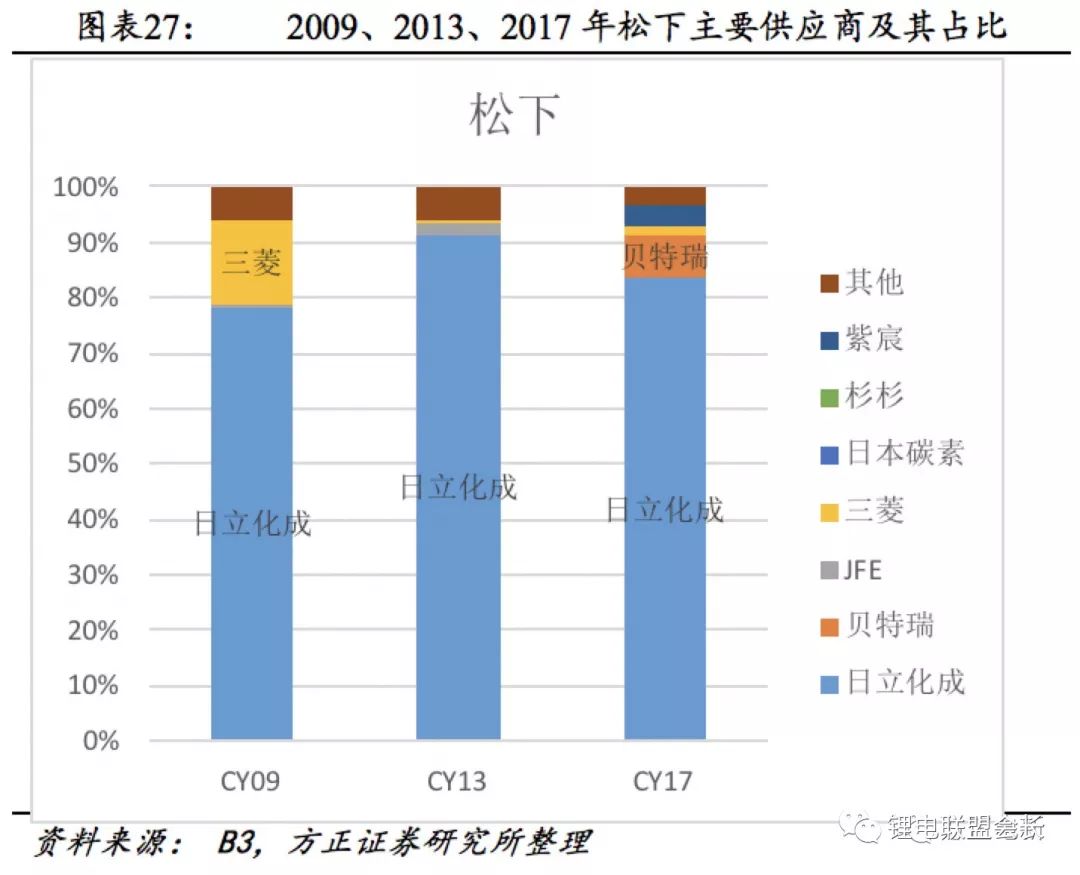
松下虽然也都是圆柱电池,但是和三星、LG不同,其主要是供给特斯拉,都是高容量的产品,如3.0Ah以上的18650电池,这种高容量的圆柱电池,同样更喜欢压实密度更高的人造石墨。
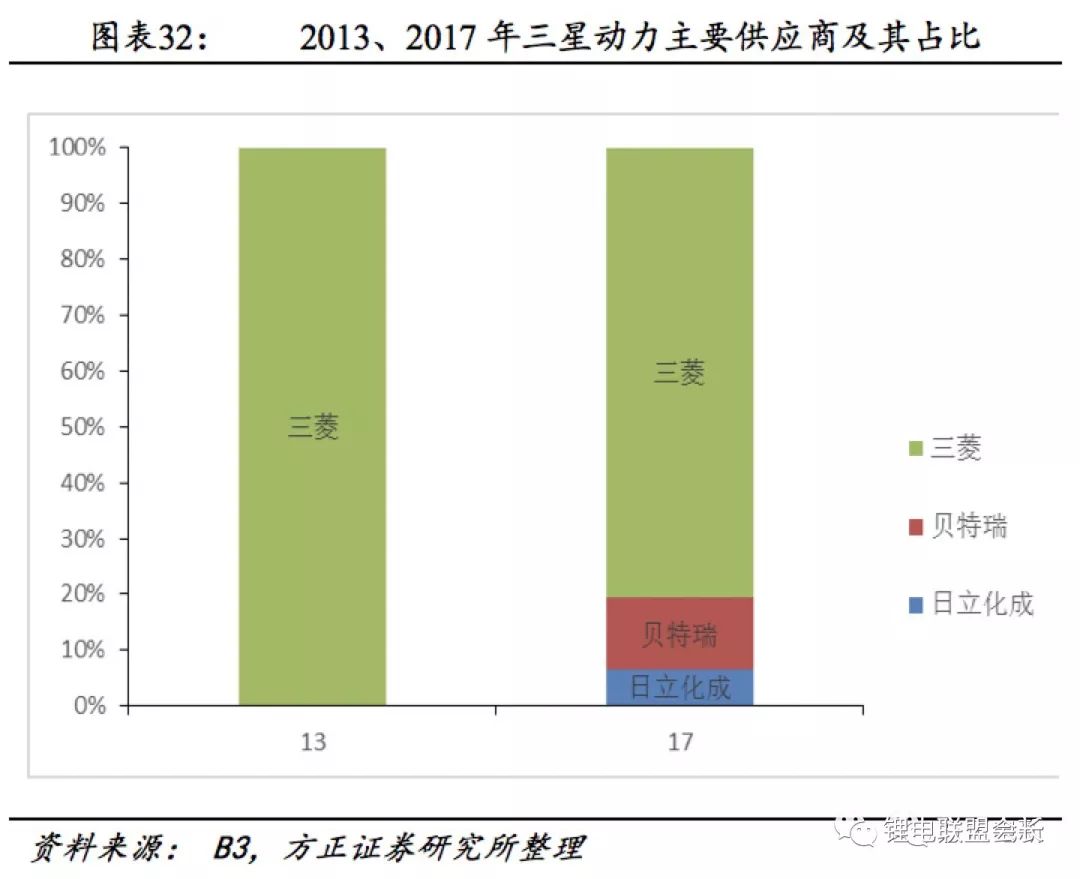
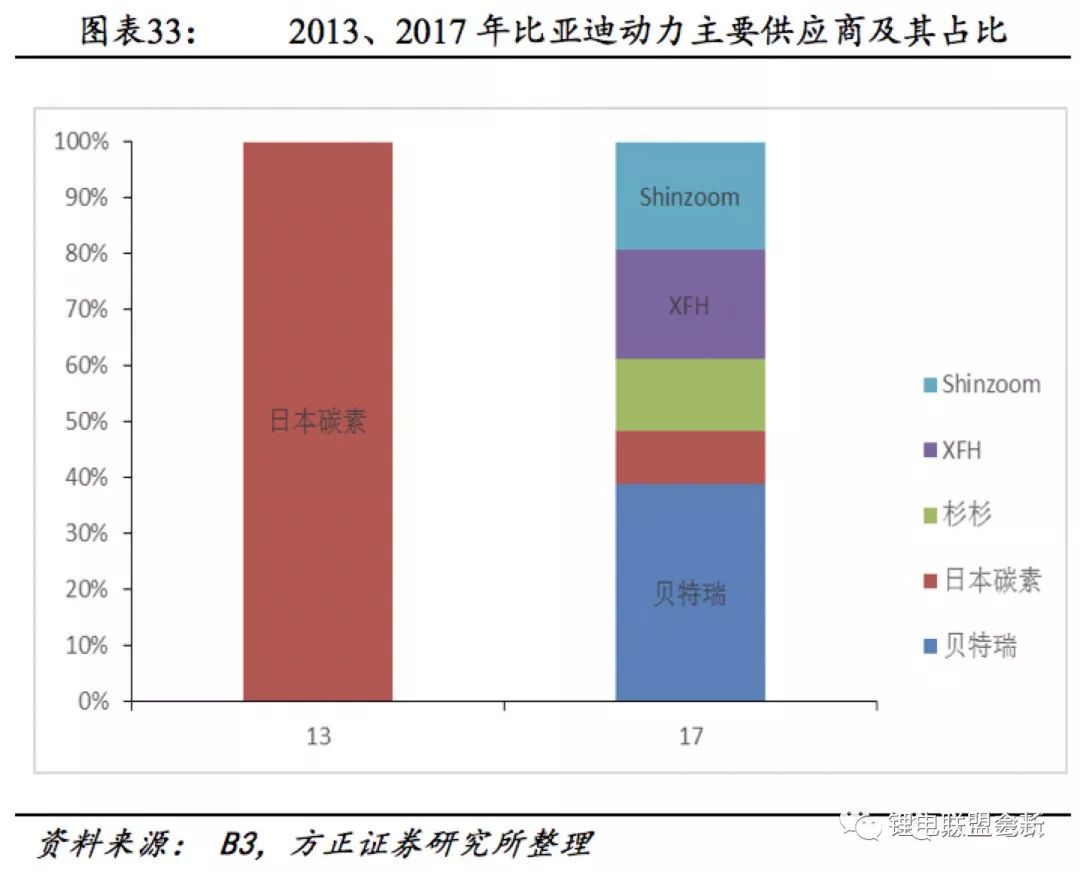
再来看12年和17年,主要动力电池大厂的采购比例,我们列出4家企业:三星、LG、AESC和比亚迪:(松下的动力和消费是合并统计的,因为用的都是18650圆柱电池,参照上表)

和消费不同,日韩的动力大厂,除了松下外,全部是以天然石墨为主的。五年前是这样,五年后还是这样,只有LG开始采购一部分日立化成的人造石墨,三星和AESC还是100%的天然石墨。
综上,日韩消费和动力大厂,人造石墨采购比例确实有提升,但是幅度并不大,那么为什么从2011年至今,人造石墨的渗透率大幅度提升了呢?答案在国内的动力市场,2012年时,B3统计数据中的“其他”项只有1000多吨,而到2017年,这一数字爆发式增长到6万吨,我们估计这6万吨中大部分都是国内的汽车动力电池贡献的,且这6万吨中80%以上都是人造石墨,这也带动了国内负极企业的崛起,如以国内市场为主的杉杉、星城、斯诺等。
3.2 软包和高容量圆柱占比提升,人造石墨在消费电池替代天然石墨
我们认为未来的消费和动力电池市场,人造石墨的渗透率都将提升:
消费市场:软包和高容量圆柱电池的渗透率预计还将继续提升,有利于人造石墨提升渗透率。历史上来看,2010年到2017年,软包电池的渗透率都是在提升的,而方形电池则显著下降,圆柱电池的增量主要是来自于特斯拉,这部分也是用的人造石墨。
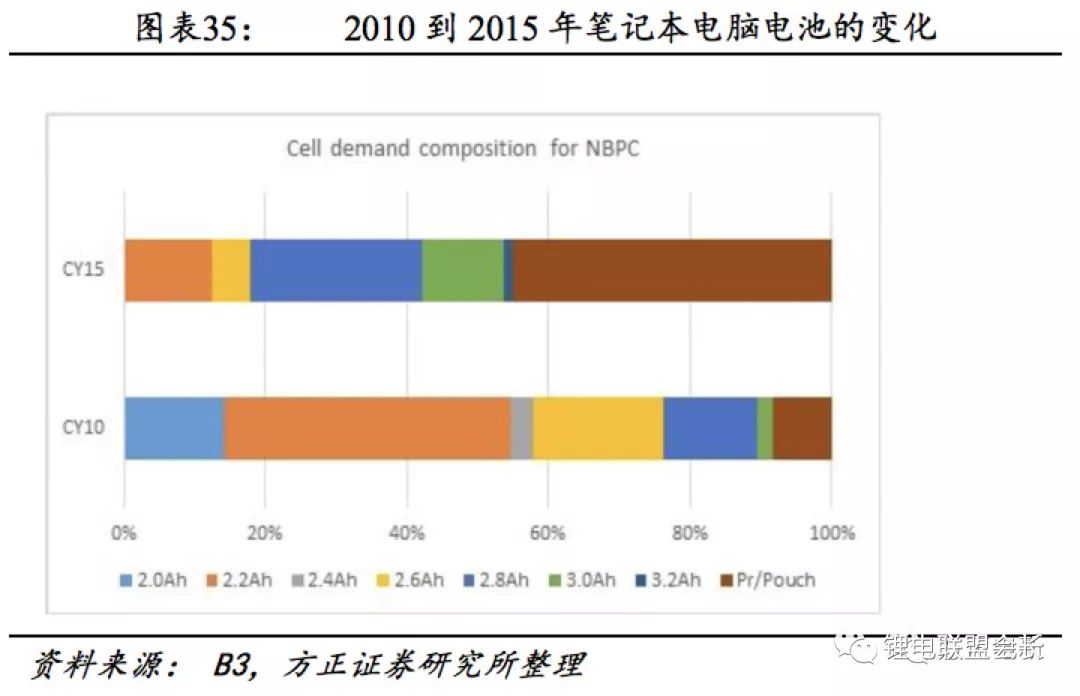
从笔记本电脑这一典型场景能够明显的看出这一趋势,2010年,笔记本电脑绝大部分是用的圆柱电池,而且以2.2Ah为主;2015年,软包电池占比接近一半,圆柱中,2.8Ah取代2.2Ah成为最主要的型号,即软包化和圆柱高容量化的趋势非常明显,这两部分电池也都是人造石墨的目标应用领域。
动力市场方面,由于人造石墨在长循环寿命和快速充放电两方面的优势,预计日韩动力电池企业也将从天然石墨逐渐转向人造石墨。例如,LG化学在其下一代ZOE中,将人造石墨的用量提高到了50%,即选用了人造石墨和天然石墨各占一半的复合石墨。
4
璞泰来
今年上半年,江西紫宸负极收入8.44亿元,首次超过上海杉杉科技的7.76亿元,成为收入排名国内首位、全球第二的人造石墨负极龙头企业。由于主做高端市场,净利润更是数倍于上海杉杉科技。
市场普遍认为璞泰来的利润主要依靠江西紫宸,而江西紫宸大部分做的是消费电池的负极材料,未来增长空间有限。我们认为,消费电池行业整体增长不快这毋庸置疑,但目前消费电池仍是采用天然石墨为主,随着软包电池和高容量圆柱电池渗透率的提升,人造石墨可在消费领域逐渐替代天然石墨,获得远快于行业的增速。因此,我们认为江西紫宸有能力保持30%左右的收入和利润复合增长。
-
动力电池
+关注
关注
113文章
4556浏览量
78091 -
锂离子
+关注
关注
5文章
539浏览量
37819 -
负极材料
+关注
关注
12文章
177浏览量
14340
原文标题:锂电负极二十年复盘与展望
文章出处:【微信号:Recycle-Li-Battery,微信公众号:锂电联盟会长】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
比较器的性能指标/分类/应用
检测系统的性能指标
锂电池负极材料是什么?有哪些?锂电池负极材料详细介绍

BIOVIA电池将整车级别性能指标细化对零部件性能指标

浅谈IDC连接器的核心性能指标





 工商网监
工商网监
评论