 电子元器件的布线与扎线工艺
电子元器件的布线与扎线工艺
布线与扎线工艺
1、选用导线要考虑的因素
●电气因素
(1)工作电流
导线通过电流会产生温升,在一定温度限制下的电流值称为允许电流,不同绝缘材料、不同截面的导线允许电流不同。实际选择导线时导线中最大电流应小于允许电流并取适当安全系数。 根据产品级别和使用要求,安全系数可取 0.5 ~0.8。 (安全系数=工作电流/允许电流)
电子装配选用导线时,考虑到导线工作环境温度往往较高,线芯允许温度不允许达到70 ℃,一般情况下按表 3.1选用导线是安全的,但在散热条件较差或导线处于较热的环境中,其工作电流应小一些。

作为粗略估算,可按 5 A/mm²的截流量选取导线截面,在通常情况下是安全的。
(2)导线电压降
当导线较短时可以忽略导线电压降,但当导线较长时就必须考虑。 为了减小导线上压降,常选取较大截面积的导线,这也是经常强调电子产品中地线要有足够截面积的缘故。
(3)额定电压
导线绝缘层的绝缘电阻是随电压升高而下降的,如果超过一定电压则会发生击穿放电现象。一般导线给出的试验电压表示加电1 min 无放电现象的电压,实际使用电压一般取试验电压的(1 /3)~(1/5)。
(4)频率及阻抗特性
如果通过导线的电流频率较高,则必须考虑阻抗及介质损耗、趋肤效应等。射频电缆的阻抗必须与电路阻抗特性匹配,否则不能正常工作。
(5)信号线屏蔽
传输低电平信号时,为了防止外界噪声干扰,应选用屏蔽线。 例如音响电路的功率放大器之前的信号线均用屏蔽线。
●环境因素
(1)机械强度
如果产品的导线在运输、使用中可能承受机械力的作用,选择导线时就要对抗拉强度、耐磨性、柔软性有所要求,特别是高电压、大电流工作的导线。
(2)环境温度
环境温度对导线的影响很大,会使导线变软或变硬甚至变形开裂,造成事故。选择导线要能适应产品工作温度。
(3)耐老化腐蚀
各种绝缘材料都会老化腐蚀,例如长期日光照射会加速绝缘橡胶老化,接触化学溶剂可能腐蚀导线绝缘外皮等。应根据产品的工作环境选择相应导线。 在导线选用时,可参见附录2 绝缘导线、电缆的型号和用途。
●装配工艺因素
(1)选择导线时要尽可能考虑装配工艺的优化
例如一组导线选择相应芯线数的电缆而避免用单根线组合,既省工又增加可靠性;再如带织物层的导线用普通剥线方法很难剥端头,如果不是强度的需要则不宜选用这种导线当普通连接线。
(2)导线颜色
应符合习惯、便于识别,可参考表 3.2。

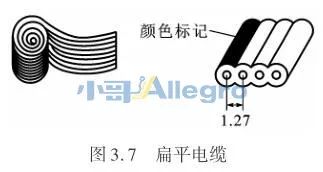
●扁平电缆
扁平电缆又称带状电缆,是电子产品常用的导线之一。 在数字电路特别是计算机电路中,连接导线往往成组出现,工作电平、导线去向都一致,使用扁平电缆很方便。
目前常用的扁平电缆芯数为 7 ×0.1mm²多股软线,外皮为聚氯乙烯,导线间距为 1.27mm,导线根数为 10 ~60 不等,颜色多为灰色或灰白色,在一侧最边缘的线为红色或其他不同颜色,作为接线顺序的标志(图3.7)。
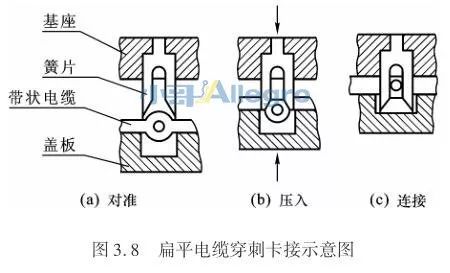
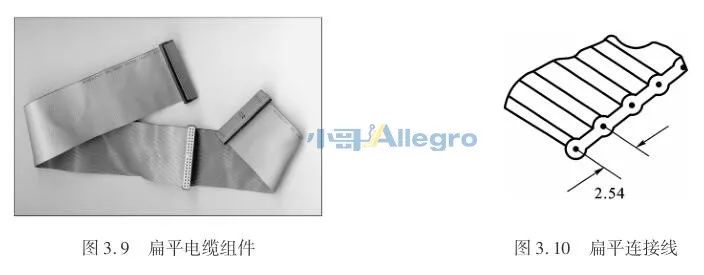
扁平电缆使用中大都采用穿刺卡接方式与专用插头连接。 如图 3.8 所示,接头内有与扁平电缆尺寸相应的U 形接线簧片,在压力作用下,簧片刺破电缆绝缘皮,将导线压入U形刀口,并紧紧挤压导线,获得电气接触。 这种压接一般有专用压线工具,也可用手工压接。压接前须认真核对方向,然后打开插座上压板,将电缆卡到插座中,必须仔细使每一根导线都与 U 形刀口对准,插上上压板后均匀加压,使导线压入刀口,直到上压板的活扣卡到插座中为止。图 3.9 是压接好的扁平电缆组件。在没有专用压线器时可用台钳压制,注意不可用力太猛。
显然,扁平电缆也可作为普通导线使用。 但一般情况下不宜作为大电流传输线。
另有一种扁平连接电缆,导线间距为 2.54mm,芯线为单股或 2 ~3 根线绞合。 这种连接线一般是作为产品中印制板之间固定连接用,常用锡焊方式连接(如图 3.10所示)。
2、线束
电子产品内部布线有两种方式。 一种是按电路图要求用导线分散连接,称为“分散布线”,研制及单件生产中往往采用这种方式。 另一种是先将导线捆扎成线束后布线,称为“线束布线”或“集中布线”,在批量正规生产中都采用这种方式。
采用线束方式,可以和产品装配分别制作,专用生产,保证质量,减少错误,提高效率。
线束有软线束和硬线束两种,由产品结构和性能决定。
●软线束
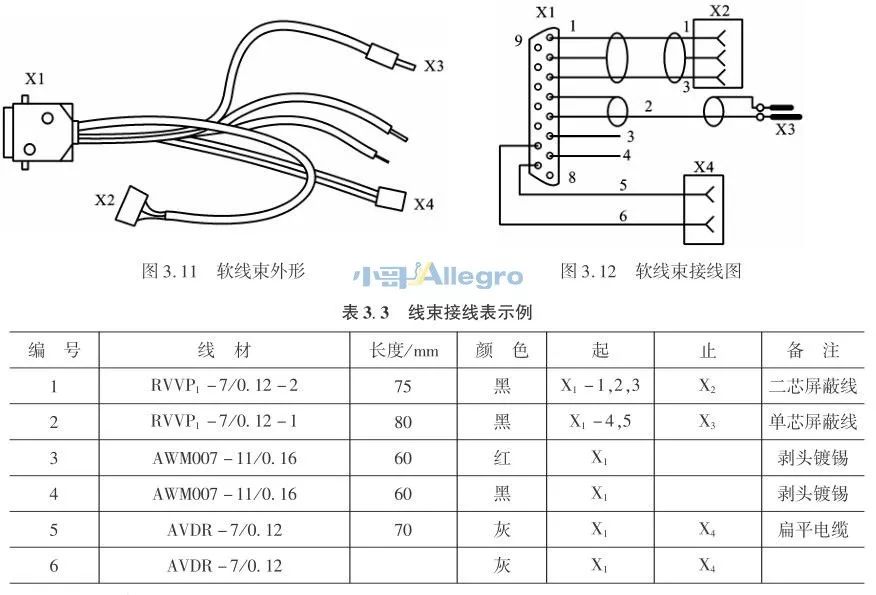
软线束一般用于产品中功能部件之间连接,由多股导线、屏蔽线、套管及接线端子组成,一般无需捆扎,按导线功能分组。图 3.11 所示为某设备媒体播放机线束。软线束一般无需画出实样图,用接线图和线表就可以确切描述线束的所有参数。
图 3.12 和表3.3所示线束的接线和线表。
这种线束一般用套管将同功能线穿在一起。 当线数较多且有相同插接端子时需作标记。 标记方法同硬线束标记。
●硬线束
硬线束多用于固定产品零件之间的连接,特别在机柜设备中使用较多。接产品需要将多根导线捆扎成固定形状的线束。 这种线束必须有实样图。图 3.13 是某设备的线束图(也称线扎图),除有线束外形外,还附有各线的参数表。
(1)线束图
线束图是实际线束按比例绘制的,实际制作时要按图放样制胎模具并按线表尺寸下线、捆线、标记。线束图中若无特殊要求,则导线两端所留长度相等。
线束图中立体方位通常可采用视图加文字说明方式表示。 线束图一般附有导线数据表(如图 3.13)。
(2)线束标记
为了使安装、调试及维修方便,线束的端子标记是不可缺少的。 标记一般打在导线端头上。常用标记方法有三种,如图 3.14 所示。
① 印字标记,批量生产中可用印字机在导线端头8 ~15 mm 处印字符标记, 也可用手工打印,通常称为直接标记。
② 色环标记,色环标记类似色环电阻的标记,根据导线数量可用色排成色环,称为色码。
③ 用标记套管,有成品标记套管,印有各种字符并且有不同内径,外形通常为方形。使用时按要求剪断套在导线端子即可。
(3)线束捆扎
线束通常采用以下三种方法捆扎成形:
① 线绳绑扎,可用棉线、尼龙线等绑扎线束,绑扎距离和密度根据线束大小确定,一般在分支处要多捆几圈以便加固。
② 粘结,导线数量不多时也可采用粘合剂将导线粘结成型。
③ 专用线束搭扣,如图3.15所示是其中几种,可根据线束大小选择合适搭扣。
-
电子元器件
+关注
关注
133文章
3345浏览量
105562 -
导线
+关注
关注
5文章
408浏览量
24811
原文标题:电子元器件的布局与装配(三)
文章出处:【微信号:pcb3com,微信公众号:小哥Allegro】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
电子元器件检测
电子元器件布局基本规则
一文搞定PCB元器件的布局布线
电路板上元器件的布线有哪些原则
至芯科技:元器件布线教学视频
半导体工艺之金属布线工艺介绍





 工商网监
工商网监
评论