 浅析软包电池优缺点及锂电池模组的压力
浅析软包电池优缺点及锂电池模组的压力
随着能量密度要求的不断提高,各个生产商都在着力提高自家产品的参数,主要的沿着两条半路线在努力:一个是加紧研发高比能量的正极材料,另外一个是提高电池单体容量,减小壳体等辅助结构在单体中所占比重。另外半条,是考虑转型软包电池,这从目前主流电池厂积极承接国家软包电池方向科研项目可以窥见一斑。软包电池是不是最合适的动力电池技术路线?今天整理一些软包电池方面内容,一起预测一下动力电池未来技术路线。
软包电池基本结构
图片来自汽车工程师之家
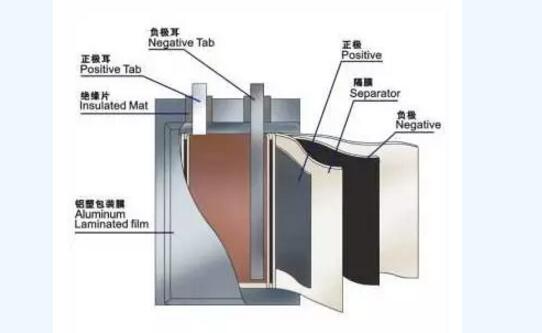
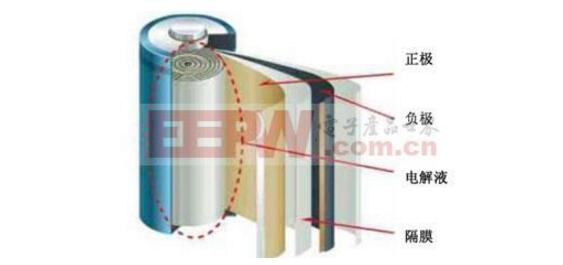
软包电池的基本结构与圆柱和方形是类似的,都是正极、负极、隔膜、绝缘材料、正负极极耳和壳体,只是软包电池的课题是铝塑膜。
铝塑膜结构如上图所示:最外层是尼龙层,中间是铝箔,内层为热封层,每层之间以粘结剂粘合。
铝塑膜被要求具备如下特点:具备极高的阻隔性;具有良好的热封性能;材料耐电解液及强酸腐蚀;具有良好的延展性、柔韧性和机械强度。
软包电池优点
软包电池,铝塑膜变形空间较大,不像钢壳铝壳电芯那样热失控时候会发生爆炸;壳体是一层铝塑膜,重量轻,非活性部分所占比重小,软包电池重量较同等容量的钢壳锂电轻40%,较铝壳电池轻20%;相同尺寸规格相比,容量更大,软包电池较同等规格尺寸的钢壳电池容量高10~15%,较铝壳电池高5~10%;壳体强度低,循环过程中对内部结构产生的机械应力小,对循环寿命有益(当然是在成组设计时没有施加额外的应力的情况下);极耳位置充裕,充放电过程中,热量分布均匀。
软包电池的缺点
壳体强度低,对成组技术依赖性强;与卷绕生产方式相比,叠片的生产效率相对较低;
软包电池的一般生产流程

由于外壳是铝塑膜,其生产工艺在一些方面与其它两类商用电池不同。比如铝塑膜的封装工艺,比如化成过程中的整形工艺等。
软包电池封装工序
铝塑膜成型工序,软包电芯可以根据客户的需求设计成不同的尺寸,当外形尺寸设计好后,就需要开具相应的模具,使铝塑膜成型。成型工序也叫作冲坑,顾名思义,就是用成型模具在加热的情况下,在铝塑膜上冲出一个能够装卷芯的坑,具体的见下图。
铝塑膜冲好并裁剪成型后,一般称为Pocket袋,见下图所示。一般在电芯较薄的时候选择冲单坑(下图左),在电芯较厚的时候选择冲双坑(下图右),因为一边的变形量太大会突破铝塑膜的变形极限而导致破裂。
有时候根据设计的需要,会在气袋的位置再冲一个小坑,以扩大气袋的体积。
顶侧封工序,顶侧封工序是软包锂离子电芯的第一道封装工序。顶侧封实际包含了两个工序,顶封与侧封。首先要把卷绕好的卷芯放到冲好的坑里,然后沿虚线位置将包装膜对折,如下图所示。
下面这种图是铝塑膜装入卷芯后,需要封装的几个位置,包括顶封区、侧封区、一封区与二封区。下面分别进行介绍。
把卷芯放到坑中之后,就把整个铝塑膜可以放到夹具中,在顶侧封机里进行顶封与侧封了。顶侧封机是这样子的:
图中这种型号的顶侧封机带四个夹具,左边那个工位是顶封,右边那个工位是侧封。那两块黄色的金属是上封头,下面还有一个下封头,封装的时候两个封头带有一定的温度(一般在180℃左右),合拢时压在铝塑膜上,铝塑膜的PP层就熔化然后黏结在一起了,这样就封装OK了。
还是主要来说说顶封,顶封区域的示意图如下图所示。顶封是要封住极耳的,极耳是金属(正极铝,负极镍),怎么跟PP封装到一起呢?这就要靠极耳上的一个小部件—极耳胶来完成了。极耳胶具体的结构我不是很清楚,希望有懂行的人来补充。我只知道它也有PP的成本,也就是说在加热时能够熔化黏结。在极耳位的封装见下图中圆圈部分所示。封装时,极耳胶中的PP与铝塑膜的PP层熔化黏结,形成了有效的封装结构。
注液、预封工序,软包电芯在顶侧封之后,需要做X-ray检查其卷芯的平行度,然后就进干燥房除水气去了。在干燥房静置若干时间时候,就进入了注液与预封工序。
通过上面的介绍我们知道,电芯在顶侧封完成之后,就只剩下气袋那边的一个开口,这个开口就是用来注液的。在注液完成之后,需要马上进行气袋边的预封,也叫作一封。一封封装完成后,电芯从理论上来说,内部就是完全与外部环境隔绝了。一封的封装原理与顶侧封相同,这里就不赘述了。
静置、化成、夹具整形工序,在注液与一封完成后,首先需要将电芯进行静置,根据工艺的不同会分为高温静置与常温静置,静置的目的是让注入的电解液充分浸润极片。然后电芯就可以拿去做化成了。
上图是软包电芯的化成柜,其实就是一个充放电的装置,我找了好久没有找到带电芯的图片,大家想想一下电芯夹在上面的画面就OK了。化成就是对电芯的首次充电,但不会充到使用的最高电压,充电的电流也非常小。
化成的目的是让电极表面形成稳定的SEI膜,也就是相当于一个把电芯“激活”的过程。在这个过程中,会产生一定量的气体,这也就是为什么铝塑膜要预留一个气袋。有些工厂的工艺会使用夹具化成,即把电芯夹在夹具里(有时候图简便就用玻璃板,然后上钢夹子)再上柜化成,这样产生的气体会被充分地挤到旁边的气袋中去,同时化成后的电极界面也更佳。
在化成后有些电芯,尤其是厚电芯,由于内部应力较大,可能会产生一定的变形。所以某些工厂会在化成后设置一个夹具整形的工序,也叫作夹具烘烤。
二封工序,刚才说了化成过程中会产生气体,所以我们要将气体抽出然后再进行第二次封装。在这里有些公司成为两个工序:排气与二封,还有后面一个剪气袋的工序,这里我就一起笼统的都称为二封了。
二封时,首先由铡刀将气袋刺破,同时抽真空,这样气袋中的气体与一小部分电解液就会被抽出。然后马上二封封头在二封区进行封装,保证电芯的气密性。最后把封装完的电芯剪去气袋,一个软包电芯就基本成型了。二封是锂离子电池的最后一个封装工序,其原理还是跟前面的热封装一样,不再赘述。
化成过程中的加压工艺
由于软包装电池采用铝塑封装结构,其外型结构决定了极片不能紧密排列,极片之间容易产生空隙,在电池化成过程中产生的气体也容易在极片之间残留,在之后的封口中气体不能完全排出,从而影响电池性能,所以考虑采取在化成两次充电之间采用滚压工艺将极片之间的气体排除。
下图为全部化成完成后,没有滚压和施加滚压的两类电池解剖图片。
没有经过滚压的电池
使用了滚压工艺的电池
前一副图,电池负极片存在大量死区,而后面图中,电池负极表面完整,没有发现死区现象。软包电池在化成过程中会产生气体,其在化成过程中会加大正极、隔膜、负极间的距离,阻碍锂离子从正极片到负极片的传输,另外,气体的存在还会阻碍电解液与正极、负极的接触,使得负极局部浸润性能变差,最终导致在负极片上存在大量未反应的死区。
通过一个月前后两次电压对比发现,未滚压和适当滚压的电池的两次压差很低,表明容量衰减很低,而施加滚压力最大的电芯,压差很大,表明容量衰减很大,可能是由于电池滚压的压力过大,造成隔膜局部刺穿,进而造成电池内部微短路,造成容量衰减。
由此可见,适当的时间施加适当的滚压力,是软包成型工艺中的一个独特环节。
软包锂电池模组的压力
软包锂离子电池模块一般采用层叠的方式构成模块,在模块中对层叠的电池施加一定的力进行压紧,其作用主要是对电池进行约束。该压力若太小则电池在随车体振动时容易被损坏;太大则会对电池的寿命产生负面影响。因此进行软包锂离子电池模块结构设计时必须考虑给电池施加一个合适的压力。小的堆叠压力能防止层与层脱开,对电池长期寿命有利。但由于循环锂离子的流失,较大的压力导致较大的容量衰减率。另外,堆叠压力还会导致隔膜局部变形以及化学降解。当电池容量从0 ~ 100% 变化时,锂电池的厚度会增加1. 2%左右。从这些研究结果来看,锂电池外部压力对电池的性能有明显的影响,在进行锂电池模块结构设计时必须考虑。
-
锂电池
+关注
关注
260文章
8098浏览量
169940 -
铝塑膜
+关注
关注
4文章
35浏览量
4451
原文标题:干货|软包锂电池,一片铝塑膜引发的技术特性
文章出处:【微信号:Recycle-Li-Battery,微信公众号:锂电联盟会长】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐





 工商网监
工商网监
评论