 客户释放静电线路图形设计及要求
客户释放静电线路图形设计及要求
1
客户释放静电线路图形设计及要求
目前电子行业,趋向轻﹑薄﹑小﹑高精密化发展,在有限的PCB区域上装载各种不同电子元件。由于环境的影响,不可避免的会产生静电。过多的静电会影响产品的使用,导致精度变差,甚至危及设备和人身安全,所以在很多PCB上需设计静电释放图形,转移中和多余的电荷,释放静电的图形(如图1)。
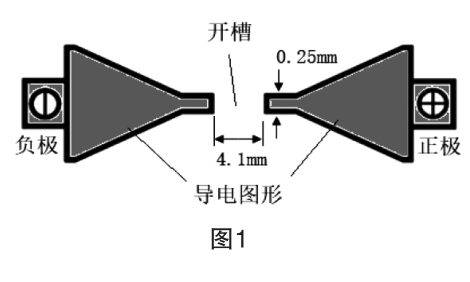
图1模块做成锐角相向的两三角形,锐角凸起线路宽为0.25 mm,利用尖端空气放电原理进行放电,放电两极与槽壁相切。两放电正负极的中间用铣刀开槽,槽宽为(4.1±0.1)mm。
2
问题分析
(1)客户设计的原始图形以及成型的图形(用铣刀铣空基板,形成内槽,行成正负电极之间放电的空气通道(如图2)。
(2)原始量产品的制作流程
开料→内层图转→AOI→棕化→压板→打靶→铣毛边→钻孔→化铜→板电→外层图转→蚀刻→AOI→阻焊→文字→成型→电测→终检
(3)量产不良品写真
释放静电的图形线路精度要求高,外观要求严格,在生产工艺流程上难于管控。发现有不良品很长的金属毛刺,有的甚至达到1 mm。毛刺导致电极之间的距离不能满足(4.1±0.1)mm,从而造成放电失效。不良PCB产生问题是在成型工序的铣切加工流程(图3)。
(4)客户设计的图形,电极之间是用线连接起来的,分析认为客户设计的图形很不合理。铣板切割后,在铣刀惯性力的作用下会带起未切断的金属线,因而形成了较长的毛刺,需要优化放电模块的图形设计来改善切割后的毛刺。
3
改善措施试验
(1)工程设计时将中间的线路连接线取消,电极之间的距离做成不相等的几组图形,依次设计为4.1 mm至3.90 mm,每隔0.05 mm为一种(如图4)。
(2)铣内槽的位置位置恒定宽度为4.1 mm(如图5)。
开料→内层前处理→内层涂布→曝光→显影→蚀刻→退膜→棕化→压板→打靶→铣毛边→钻孔→化铜→板电→外层图转→蚀刻→铣床
4
试验结论及讨论
(1)修改后的底片经过测试,发现尖端间距在3.90 mm、3.85 mm、3.80 mm时相对应的毛刺较小。
(2)高于3.90 mm时,有露出基材的情形;低于3.80 mm时,毛刺明显增多,铜丝增长。
(3)量产板采用3.85 mm设计,经过客户确认,放电稳定,可批量生产。
(4)成型的精度需加以管理,孔边距尽量按照±0.075 mm管控。过程中对两个端点的露铜情况,用10倍放大镜进行监测。多层板通过连导通孔接放电层网络,可以将外层放电模块移到内层,使其更简便,达到满足客户性能外观的要求。
(5)对于有放电设计的电路板制作上,通过更改设计尖端间距在3.8~3.90 mm,可以改善毛刺。即能满足电路板放电性能要求,又能满足客户对产品外观要求。与客户不断沟通,了解客户设计需求,结合PCB流程,通过设计改进能更好的优化制程。
-
pcb
+关注
关注
4329文章
23192浏览量
400684 -
电路板
+关注
关注
140文章
5006浏览量
99198 -
电子元件
+关注
关注
94文章
1396浏览量
56840
原文标题:昆山华兴:印制电路板静电放电模块机加工改进
文章出处:【微信号:ruziniubbs,微信公众号:PCB行业工程师技术交流】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐







 工商网监
工商网监
评论