 透明手机外壳的注塑为何要采用注塑压缩呢?
透明手机外壳的注塑为何要采用注塑压缩呢?
透明手机注塑手机背盖,被认为是下一个可能会爆发的手机外壳工艺。而通常认为一定要采用注塑压缩工艺。普通注塑无法解决超薄的透明产品产生的应力彩虹纹,但实际上,注塑压缩工艺带来的好处不仅仅是减少彩虹纹。
“注射压缩成型”是指热塑性聚合物熔体进入略有开放的模具,同时或随后进行短行程合模压缩。这种短行程合模压缩可以通过机器或通过模具中的冲压完成。模腔中建立的压力均匀分布于产品表面的两个方向,通常其目在于提高产品表面细微部精度,尺寸稳定性以及生产工艺重复性。注塑压缩成型工艺是低压成型过程,不会损害插入件,如装饰膜或金属插件。由于注塑压缩成型过程的低压进程,因此,装饰件或金属插入件受到保护。
图 注塑压缩流程(来源三景)
在光学工程应用中,低注射压力和保压压力,能最大限度地减少内部应力,因此,对光学特性具有重大影响。注塑机因此必须具有高度的适应性,还应具有非常精确,重复性运动的功能。那么透明手机外壳的注塑为何要采用注塑压缩呢?其实不仅仅是因为彩虹纹。

图:压缩模具动作示意(来源三景)
减少加硬后彩虹纹现象:这只是一个小问题,增加了背色和贴膜后,彩虹纹现象已经不明显了,真正影响注塑加工的后续,只有经过批量加工的产品过后才能总结出为什么用压缩注塑。
解决注塑加硬爆裂纹和局部色差:应力的太集中,提高硬度。目前硬度的加硬方式一般采用特殊的加硬液,加硬液对批次色彩的腐蚀较强。如果做不到应力的释放就会加硬爆裂,成品的落球实验、滚筒实验也是很难过的。
解决局部胶薄填充:目前透明注塑要做正面淋涂加硬,带有弧边,否则淋头液会进到背面。这样相应的结构设计会延伸,目前所有手机后盖的装配都是带有角度的,最尾端地方的壁厚比正面壁厚要薄,一般要采用点胶、贴胶的方式。这样局部的厚壁很薄有的是0.2、0.3的厚度,采用压缩注塑的时候才能完全的填充。
解决产品平整度:压缩注塑比常规非压缩注塑的平整度效果要提高50%以上。
解决后工序加温变形:在后工序要进行加硬、镀膜、背面印刷、背面喷涂等,都需要温度,要释放应力,相当于退火一次。如镜面银可能要烤1-2个小时,这加热的过程中也是材料本身释放应力的过程,如果不采用压缩注塑,应力比较集中,在释放的过程中就会产生变形。对后期整个成品产品的变形度、平整度、尺寸控制等都比较难控制。
解决注塑成型尺寸稳定性
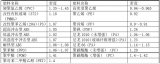
这是几个不同工艺做出的产品应力对照,可以直观的看出来压缩注塑和压缩模具对应力改变的影响。
-
光学
+关注
关注
4文章
762浏览量
36492 -
压缩
+关注
关注
2文章
102浏览量
19440
原文标题:为什么做透明手机盖注塑一定要压缩模具和压缩注塑机呢?
文章出处:【微信号:gh_e972c3f5bf0d,微信公众号:艾邦加工展】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
低压注塑
低压注塑
低压注塑的应用
低压注塑的应用
低压注塑的应用
机器视觉系统在注塑行业的应用
南通注塑设备回收南通上门回收注塑机等
回收注塑机回收卧式注塑机回收立式注塑机
镇江回收贴片机——镇江回收注塑机
BWS注塑型伺服驱动器在注塑机中的应用
手机外壳材料的变化,推动纳米注塑技术的发展

注塑机怎么选择?





 工商网监
工商网监
评论