 如何解决电镀挂具上镀层过厚的问题
如何解决电镀挂具上镀层过厚的问题
挂具上镀层过厚时会出现多种不利后果,其中主要的有以下几点。
01
镀件挂钩处会出现印痕
镀件与挂钩接触处由于挂钩变粗,镀件被遮盖面加大,从而会影响到该处凌层的正常沉积。
02
挂钩容易折断
挂具上镀层过厚时,难免会出现镀层厚度不均匀,尤其是挂钩直接挂工件的接触点镀层会很薄,而其周围的镀层又会很厚,此时在这一部位稍加用力即会断裂,所挂工件也会因此而撒落、跌坏,发生质量事故。
03
提高生产成本
随着挂具上镀层的加厚,其表面积随之相应加大,沉上的金属增加,随挂具(工件)带出的溶液增多,同时能源的消耗量加大。
04
镀液之间互遭污染
挂具上镀层过厚、镀层表面粗糙度提高,清洗质量降低。挂具表面吸附的溶液难以清洗干净,从而即会引起镀液之间互遭污染。
挂具上的镀层退除时,一般镀种可按该镀种镀件上的镀退除方法相同进行。
镀铬挂具上的过厚铬层往往比较厚,退尽需要较长时间,此时可利用其脆性大的特点,用榔头敲打方法除去,榔头所到之处铬层即会自行脱落,有时再用钢丝钳板一下镀层即会自行脱落。
镀锌、镀镉、镀锡、镀黑镍等镀种的挂具上镀层宜使用一次即退一次,以免在预处理过程中污染其他镀种的镀液。
钢质挂具上的镍层可采用以下工艺方法退除。
硝酸(HNO3) 1000mL/L
氯化钠(NaCl) 30~50g/L
温度40~60℃
本工艺方法的不足之处,是有氮的氧化物生成、工作时需在良好的排风条件下进行、退除液中要防止水分带入,以免因此而引起腐蚀。
在含有氰化钠、间硝基苯磺酸钠为主的工艺配方中退镍层时,可在室温条件下进行,以免氰化钠和氨液过快分解。
镀贵金属挂具上退下来的含贵金属溶液要妥善保管好,以便必要时进行回收。
铝阳极氧化使用的挂具必须使用一次即要进行退膜处理,否则不再能通导电流。退膜可在酸性溶液中进行,也可在碱性溶液中进行,酸性退膜液中退膜时待膜层退尽后,对基体基本不再发生腐蚀,因而可以延长挂具的使用寿命。
但工艺较麻烦,需要较高的液温,且退膜速度也较缓慢,除了可采用的两种退膜处理之外,还可用锉刀将与工件接触部位锉一下,该部位氧化膜被锉去之后即可使用;(非与工件接触部位允许有氧化膜)。某些挂具用此除膜方法还可大大提高挂具的使用寿命。
-
电镀
+关注
关注
16文章
456浏览量
24126
原文标题:【技术】电镀挂具上镀层过厚如何退除?
文章出处:【微信号:pcbinfo88,微信公众号:pcbinfo88】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
膜厚测试仪的测量范围 膜厚测试仪的操作注意事项
电镀工艺流程详解 电镀技术在工业中的应用
高厚径比HDI板电镀能力研究
电源整流器对电镀的影响
无铅共晶焊料在厚Cu凸点下金属化层上的润湿反应
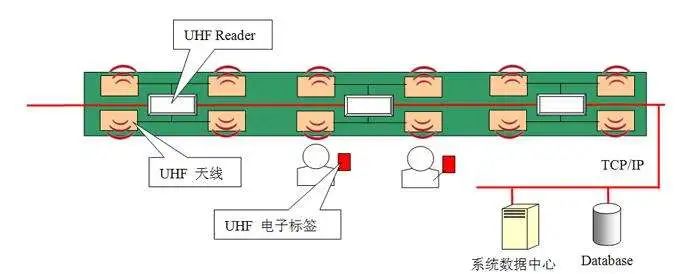
RFID射频识别在工厂电镀挂具管理中的应用
M9航空接头6芯高速电镀处理

精密五金电镀中常见的八种不良问题及原因分析
铜线上电镀铜层厚度的测量在跌落试验中的应用
怎么会出现PCB电镀金层发黑
RFID技术助力电镀生产线实现智能管控
东莞弘裕电镀TWS耳机电极pogopin触点电镀加工电镀铜锡锌合金






 工商网监
工商网监
评论