 进入陶瓷电容的容值变化的世界
进入陶瓷电容的容值变化的世界

随着工艺进步,同样封装的电容耐压和容值越来越大,陶瓷电容的使用范围越来越广。但是,你如果把陶瓷电容当做一个理想电容符号来使用的时候,可能会有意想不到的问题。
下面我们进入陶瓷电容的容值变化的世界。
一、电压值变大了,电容值变小(耐压范围以内)
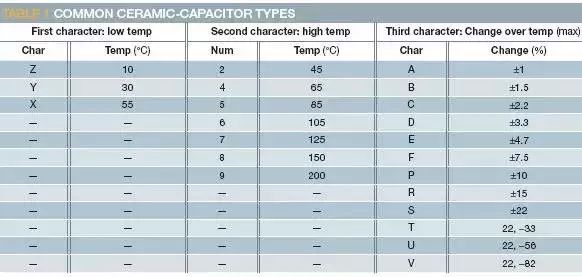
在给出的多种电容类型中,最常用的是X5R、X7R。所有的型号在环境条件变化时都会出现电容值变化。尤其Y5V在整个环境条件区间内,会表现出极大的电容量变化。
当电容公司开发产品时,他们会通过选择材料的特性,使电容能够在规定的温度区间(第一个和第二个字母),工作在确定的变化范围内(第三个字母)。我正在使用的是X7R电容,它在-55°C到+125°C之间的变化不超过±15%。
当我们在电容两端加上电压时,我们发现电压就会导致电容值的变化(在耐压范围以内)。电容随着设置条件的变化量是如此之大。我选择的是一只工作在12V偏压下的耐压16V电容。数据表显示,4.7-μF电容在这些条件下通常只提供1.5μF的容量。
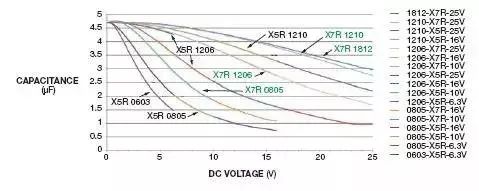
我们可以看到,不同的型号,不同的耐压,不同的封装的电容,随着电压上升的下降趋势。
对于某个给定的封装尺寸和瓷片电容类型,电容的额定电压似乎一般没有影响。
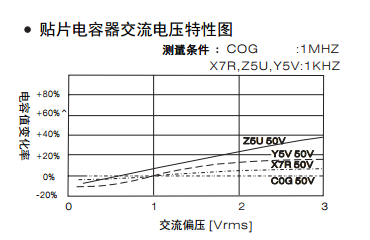
二、交流偏压特性
除了上面描述的直流电压会影响电容的容值,在电容上面的交流量也会影响电容的容值。
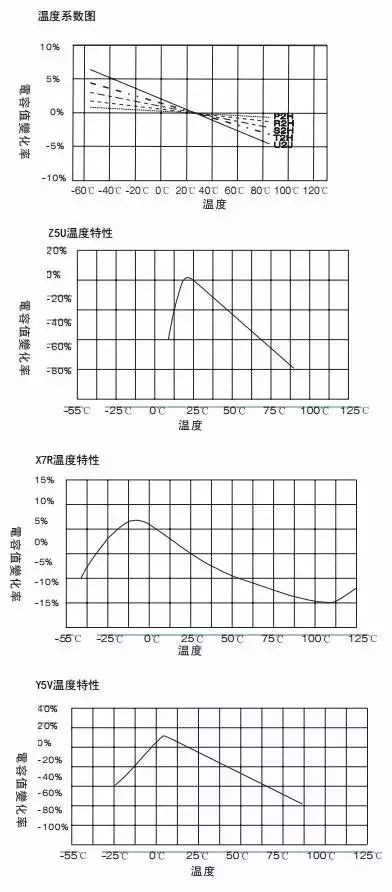
三、随着温度的变化,不同型号的电容容值有不同的走势。
四、ESR和ESL
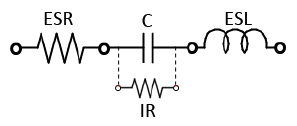
电容器(图3)中除有容量成分C外,还有因电介质或电极损耗产生的电阻(ESR)及电极或导线产生的寄生电感(ESL)。因此,|Z|的频率特性如图4所示呈V字型(部分电容器可能会变为U字型)曲线,ESR也显示出与损耗值相应的频率特性。
实际电容器
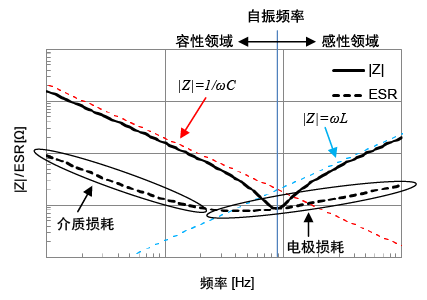
实际电容器的|Z|/ESR频率特性(例)
|Z|和ESR变为上图曲线的原因如下:
低频率范围:低频率范围的|Z|与理想电容器相同,都与频率呈反比趋势减少。ESR值也显示出与电介质分极延迟产生的介质损耗相应的特性。
共振点附近:频率升高,则|Z|将受寄生电感或电极的比电阻等产生的ESR影响,偏离理想电容器(红色虚线),显示最小值。|Z|为最小值时的频率称为自振频率,此时|Z|=ESR。若大于自振频率,则元件特性由电容器转变为电感,|Z|转而增加。低于自振频率的范围称作容性领域,反之则称作感性领域。
ESR除了受介电损耗的影响,还受电极自身抵抗行程的损耗影响。
高频范围:共振点以上的高频率范围中的|Z|的特性由寄生电感(L)决定。高频范围的|Z|可由公式(2)近似得出,与频率成正比趋势增加。
ESR逐渐表现出电极趋肤效应及接近效应的影响。
以上为实际电容器的频率特性。重要的是,频率越高,就越不能忽视寄生成分ESR或ESL的影响。随着电容器在高频领域的应用越来越多,ESR和ESL与静电容量值一样,成为表示电容器性能的重要参数。
以上就电容器寄生成分ESR、ESL对频率特性的巨大影响进行了说明。电容器种类不同,则寄生成分也会有所不同。接下来对不同种类电容器频率特性的区别进行说明。
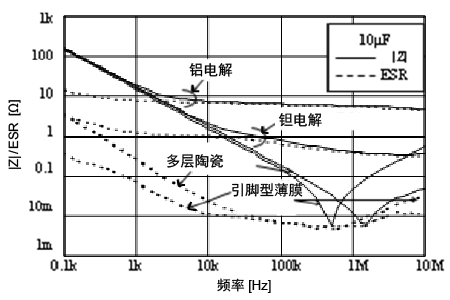
下图表示静电容量10uF各种电容器的|Z|及ESR的频率特性。除薄膜电容器以外,全是SMD型电容器。
各种电容器的|Z|/ESR频率特性
上图所示电容器的静电容量值均为10uF,因此频率不足1kHz的容量范围|Z|均为同等值。但1kHz以上时,铝电解电容器或钽电解电容器的|Z|比多层陶瓷电容器或薄膜电容器大,这是因为铝电解电容器或钽电解电容器的电解质材料的比电阻升高,导致ESR增大。薄膜电容器或多层陶瓷电容器的电极中使用了金属材料,因此ESR很低。
多层陶瓷电容器和引脚型薄膜电容器在共振点附近的特性基本相同,但多层陶瓷电容器的自振频率高,感应范围的|Z|则较低。这是由于引脚型薄膜电容器中只有引脚线部分的电感增大了。
由以上结果可以得出,SMD型的多层陶瓷电容器在较宽的频率范围内阻抗都很低,也最适于高频用途。
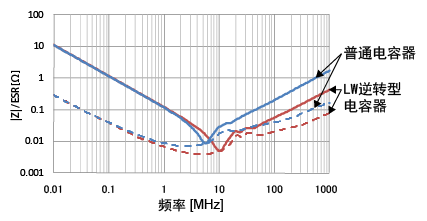
下图为长度l缩短,宽度w增大的LW逆转型电容器。由图中的频率特性可知,即使容量相同,LW逆转型电容器的阻抗低于一般电容器,特性优良。使用LW逆转型电容器,即使数量少于一般电容器,也可获得同等性能,通过减少元件数量可以降低成本,缩减实装面积。
LW逆转型电容器的外观
五、失效
多层片状陶介电容器由陶瓷介质、端电极、金属电极三种材料构成,失效形式为金属电极和陶介之间层错,电气表现为受外力(如轻轻弯曲板子或用烙铁头碰一下)和温度冲击(如烙铁焊接)时电容时好时坏。
多层片状陶介电容器具体不良可分为:
1、热击失效
2、扭曲破裂失效
3、原材失效三个大类
(1)热击失效模式:
热击失效的原理是:在制造多层陶瓷电容时,使用各种兼容材料会导致内部出现张力的不同热膨胀系数及导热率。当温度转变率过大时就容易出现因热击而破裂的现象,这种破裂往往从结构最弱及机械结构最集中时发生,一般是在接近外露端接和中央陶瓷端接的界面处、产生最大机械张力的地方(一般在晶体最坚硬的四角),而热击则可能造成多种现象:
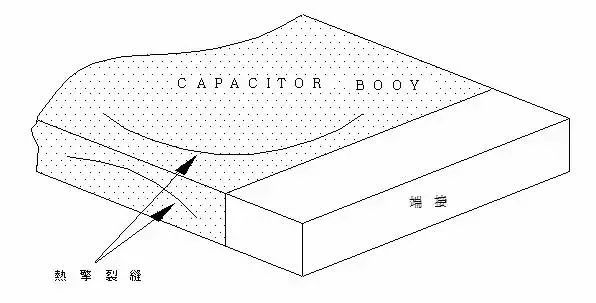
第一种是显而易见的形如指甲狀或U-形的裂縫
第二种是隐藏在内的微小裂缝
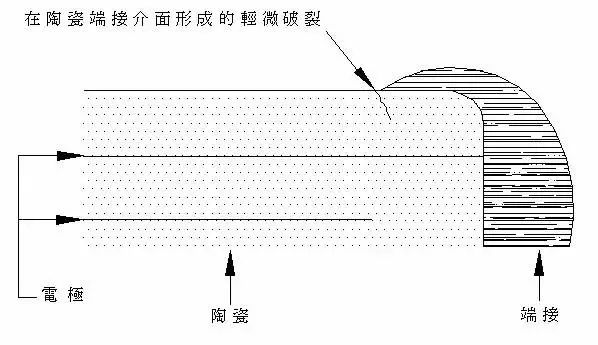
第二种裂缝也会由裸露在外的中央部份,或陶瓷/端接界面的下部开始,并随温度的转变,或于组装进行时,顺着扭曲而蔓延开来(见图4)。
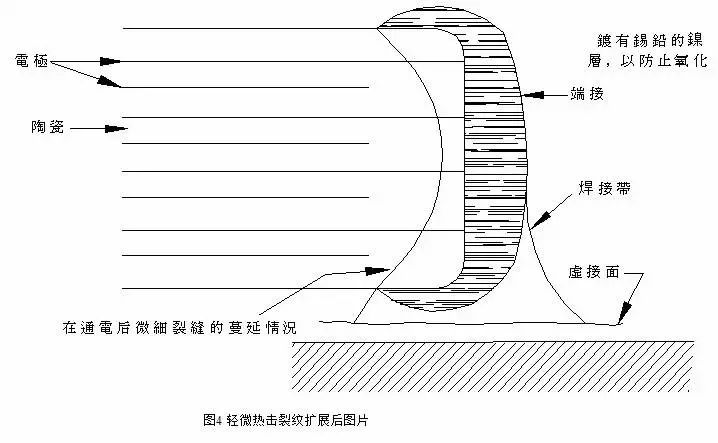
第一种形如指甲狀或U-形的裂縫和第二种隐藏在内的微小裂缝,两者的区别只是后者所受的张力较小,而引致的裂缝也较轻微。第一种引起的破裂明显,一般可以在金相中测出,第二种只有在发展到一定程度后金相才可测。
(2)扭曲破裂失效
此种不良的可能性很多:按大类及表现可以分为两种:
第一种情况、SMT阶段导致的破裂失效
当进行零件的取放尤其是SMT阶段零件取放时,取放的定中爪因为磨损、对位不准确,倾斜等造成的。由定中爪集中起来的压力,会造成很大的压力或切断率,继而形成破裂点。
这些破裂现象一般为可见的表面裂缝,或2至3个电极间的内部破裂;表面破裂一般会沿着最强的压力线及陶瓷位移的方向。
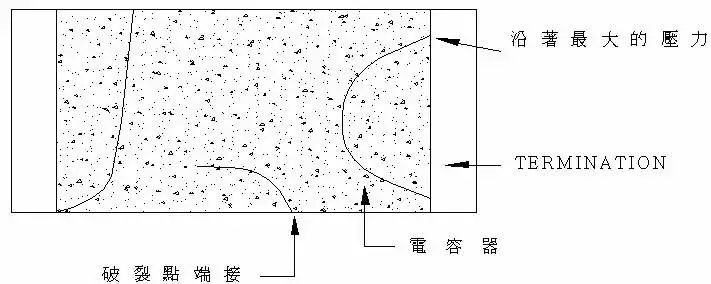
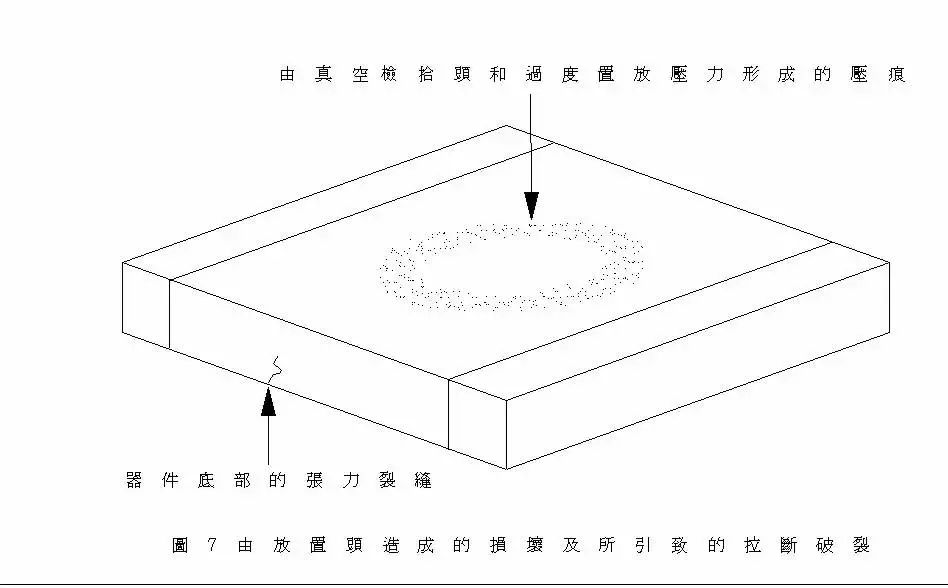
真空检拾头导致的损坏或破裂﹐一般会在芯片的表面形成一个圆形或半月形的压痕面积﹐并带有不圆滑的边缘。此外﹐这个半月形或圆形的裂缝直经也和吸头相吻合。
另一个由吸头所造成的损环﹐因拉力而造成的破裂﹐裂缝会由组件中央的一边伸展到另一边﹐这些裂缝可能会蔓延至组件的另一面﹐并且其粗糙的裂痕可能会令电容器的底部破损。
第二种、SMT之后生产阶段导致的破裂失效
电路板切割﹑测试﹑背面组件和连接器安装﹑及最后组装时,若焊锡组件受到扭曲或在焊锡过程后把电路板拉直,都有可能造成‘扭曲破裂’这类的损坏。
在机械力作用下板材弯曲变形时,陶瓷的活动范围受端位及焊点限制,破裂就会在陶瓷的端接界面处形成,这种破裂会从形成的位置开始,从45°角向端接蔓延开来。
(3)原材失效
多层陶瓷电容器通常具有2大类类足以损害产品可靠性的基本可见内部缺陷:
电极间失效及结合线破裂
燃烧破裂。
这些缺陷都会造成电流过量,因而损害到组件的可靠性,详细说明如下:
1、电极间失效及结合线破裂主要由陶瓷的高空隙,或电介质层与相对电极间存在的空隙引起,使电极间是电介质层裂开,成为潜伏性的漏电危机;
2、燃烧破裂的特性与电极垂直,且一般源自电极边缘或终端。假如显示出破裂是垂直的话,则它们应是由燃烧所引起;

备注:原材失效类中第一种失效因平行电容内部层结构分离程度不易测出,第三种垂直结构金相则能保证测出
由热击所造成的破裂会由表面蔓延至组件内部,而过大的机械性张力所引起的损害,则可由组件表面或内部形成,这些破损均会以近乎45°角的方向蔓延,至于原材失效,则会带来与内部电极垂直或平行的破裂。
另外:热击破裂一般由一个端接蔓延至另一个端接﹐由取放机造成的破裂﹐则在端接下面出现多个破裂点﹐而因电路板扭曲而造成的损坏﹐通常则只有一个破裂点。
-
电容
+关注
关注
100文章
6518浏览量
160024 -
电极
+关注
关注
5文章
904浏览量
28458 -
陶瓷电容
+关注
关注
4文章
484浏览量
25061
原文标题:高手必掌握的陶瓷电容的细节,快来收藏吧!
文章出处:【微信号:Mouser-Community,微信公众号:贸泽电子设计圈】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
电解电容冒烟后容值变化
0402贴片电容不同容值相对应的电压关系
低容值贴片电容降价分析
细讲陶瓷电容的容值变化资料下载

贴片电容0603的耐压值是多少?不同容值有区别吗?
贴片电容陶瓷电容MLCC材质分类
电容器出现轻微漏油对容值有影响吗

贴片电容的容值为什么会随温度变化?




评论