 锂电池浆料性质及关键影响因素分析
锂电池浆料性质及关键影响因素分析
π导语
锂电池电极浆料是电池的开头,也是最重要的环节。电极浆料涉及的内容很多,包括材料学、颗粒学、流体力学、物理学等多学科的内容。浆料质量的好坏,虽然只用粘度、固含量、粒度等参数表示,但是其影响因素却众多,这也是我迟迟不敢总结的原因。其实,透过现象看本质,了解影响浆料性质的核心,必然能对症下药,解决不良浆料的难题。
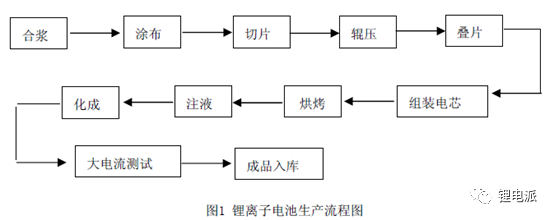
锂离子电池的生产制造,是由一个个工艺步骤严密联络起来的过程。整体来说,锂电池的生产包括极片制造工艺、电池组装工艺以及最后的注液、预充、化成、老化工艺。在这三个阶段的工艺中,每道工序又可分为数道关键工艺,每一步都会对电池最后的性能形成很大的影响。
在极片制造工艺阶段,可细分为浆料制备、浆料涂覆、极片辊压、极片分切、极片干燥五道工艺。在电池组装工艺,又根据电池规格型号的不同,大致分为卷绕、入壳、焊接等工艺。在最后的注液阶段又包括注液、排气、封口、预充、化成、老化等各个工艺。极片制造工序是整个锂电池制造的核心内容,关系着电池电化学性能的好坏,而其中浆料的优劣又显得尤为重要。
一、浆料基本理论
锂离子电池电极浆料是流体的一种,通常流体可以分为牛顿流体和非牛顿流体。其中,非牛顿流体又可分为胀塑性流体、依时性非牛顿流体、假塑性流体和宾汉塑性流体等几种。牛顿流体是指在受力后极易变形,且切应力与变形速率成正比的低粘性流体。任一点上的剪应力都同剪切变形速率呈线性函数关系的流体。自然界中许多流体是牛顿流体。水、酒精等大多数纯液体、轻质油、低分子化合物溶液以及低速流动的气体等均为牛顿流体。
非牛顿流体,是指不满足牛顿黏性实验定律的流体,即其剪应力与剪切应变率之间不是线性关系的流体。非牛顿流体广泛存在于生活、生产和大自然之中。高分子聚合物的浓溶液和悬浮液等一般为非牛顿流体。绝大多数生物流体都属于现在所定义的非牛顿流体。人身上血液、淋巴液、囊液等多种体液,以及像细胞质那样的“半流体”都属于非牛顿流体。
电极浆料是一种是由多种不同比重、不同粒度的原料组成,又是固-液相混合分散,形成的浆料属于非牛顿流体。锂电池浆料又可分为正极浆料和负极浆料两种,由于浆料体系(油性、水性)不同,其性质必千差万别。但是,判断浆料的性质无非以下几个参数:
1.浆料的粘度
粘度是流体粘滞性的一种量度,是流体流动力对其内部摩擦现象的一种表示。液体在流动时,在其分子间产生内摩擦的性质,称为液体的黏性,粘性的大小用黏度表示,是用来表征液体性质相关的阻力因子。粘度又分为动力黏度和条件粘度。
粘度的定义为一对平行板,面积为A,相距dr,板间充以某液体。今对上板施加一推力F,使其产生一速度变化du。由于液体的粘性将此力层层传递,各层液体也相应运动,形成一速度梯度du/dr,称剪切速率,以r′表示。F/A称为剪切应力,以τ表示。剪切速率与剪切应力间具有如下关系:
(F/A)=η(du/dr)
牛顿流体符合牛顿公式,粘度只与温度有关,与切变速率无关,τ与D为正比关系。
非牛顿流体不符合牛顿公式τ/D=f(D),以ηa表示一定(τ/D)下的粘度,称表观粘度。非牛顿液体的粘度除了与温度有关外,还与剪切速率、时间有关,并有剪切变稀或剪切变稠的变化。
2.浆料性质
浆料是一种非牛顿流体,是固液混合流体,为了满足后续涂布工艺的要求,浆料需要具有以下三个特性:
①好的流动性。流动性可以通过搅动浆料,让其自然流下,观察其连续性。连续性好,不断断续续则说明流动性好。流动性与浆料的固含量和粘度有关,
②流平性。浆料的流平性影响的是涂布的平整度和均匀度。
③流变性。流变性是指浆料在流动中的形变特征,其性质好坏影响着极片质量的优劣。
3.浆料分散基础
锂离子电池的电极制造,正极浆料由粘合剂、导电剂、正极材料等组成;负极浆料则由粘合剂、石墨碳粉等组成。正、负极浆料的制备都包括了液体与液体、液体与固体物料之间的相互混合、溶解、分散等一系列工艺过程,而且在这个过程中都伴随着温度、粘度、环境等变化。锂离子电池浆料的混合分散过程可以分为宏观混合过程和微观分散过程,这两个过程始终都会伴随着锂离子电池浆料制备的整个过程。浆料的制备一般会经过以下几个阶段:
①干粉混合。颗粒之间以点点、点面、点线形式接触,
②半干泥状捏合阶段。此阶段在干粉混合均匀之后,加入粘结剂液体或溶剂,原材料被润湿、呈泥状。经过搅拌机的强力搅拌,物料受到机械力的剪切和摩擦,同时颗粒之间也会有内摩擦,在各个作用力下,原料颗粒之间趋于高度分散。此阶段对于成品浆料的粒度和粘度有至关重要的影响。
③稀释分散阶段。捏合完成之后,缓慢加入溶剂调节浆料粘度和固含量。此阶段分散与团聚共存,并最后达到稳定。在这个阶段物料的分散主要受机械力、粉液间摩擦阻力、高速分散剪切力、浆料与容器壁撞击相互作用力的影响。
二、影响浆料性质的参数分析
合浆后的浆料需要具有较好的稳定性,这是电池生产过程中保证电池一致性的一个重要指标。随着合浆结束,搅拌停止,浆料会出现沉降、絮凝聚并等现象,产生大颗粒,这会对后续的涂布等工序造成较大的影响。表征浆料稳定性的主要参数有流动性、粘度、固含量、密度等。
1. 浆料的粘度
电极浆料需要具有稳定且恰当的粘度,其对极片涂布工序具有至关重要的影响。粘度过高或过低都是不利于极片涂布的,粘度高的浆料不容易沉淀且分散性会好一点,但是过高的粘度不利于流平效果,不利于涂布;粘度过低也是不好的,粘度低时虽然浆料流动性好,但干燥困难,降低了涂布的干燥效率,还会发生涂层龟裂、浆料颗粒团聚、面密度一致性不好等问题。
在我们生产过程中经常出现的问题是粘度出现变化,而这里的“变化”又可分为:瞬时变化和静止变化。瞬时变化是指在粘度测试过程中间就出现了剧烈的变化,静止变化是指浆料静止放置一段时间后粘度出现变化。粘度的变化或高或低,或时高时低。通常来说,影响浆料粘度的因素主要有搅拌浆料的转速、时间控制、配料顺序、环境温湿度等。因素很多,当我们遇见粘度变化时应该怎样分析解决呢?浆料的粘度本质上,是由粘结剂决定性影响的。假想,没有粘结剂PVDF/CMC/SBR(如图2、3),或者粘结剂没有很好的将活物质组合起来,固体活物质会与导电剂构成具有均匀涂覆的非牛顿流体吗?不会!所以,分析解决浆料粘度变化的原因,要从粘结剂的本质及浆料分散程度上着手。

图2.PVDF分子排列结构
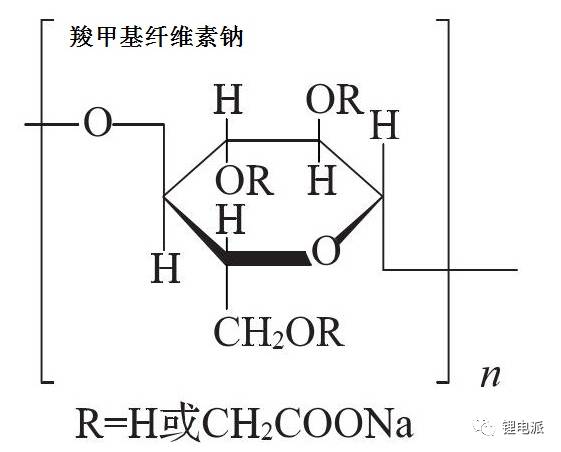
图3.CMC分子结构式
(1)粘度升高
不同的浆料体系具有不同的粘度变化规律,目前主流的浆料体系是正极浆料PVDF/NMP油性体系,负极浆料是石墨/CMC/SBR水性体系。
①正极浆料在放置一段时间后粘度升高。其原因一(短时间放置)是浆料搅拌速度过快,粘结剂未充分溶解,放置一段时间后PVDF粉末充分溶解,粘度升高。通常来说,PVDF需要至少3个小时才能充分溶解,无论多快的搅拌速度都无法改变这一影响因素,所谓“欲速则不达”。原因之二(长时间放置)是浆料静置过程中,胶体由溶胶状态变为凝胶状态,此时如果对其进行慢速匀浆,其粘度可以恢复。原因之三是胶体与活物质、导电剂颗粒之间形成了一种特殊的结构,此状态是不可逆的,浆料粘度升高后无法恢复。
②负极浆料粘度升高。负极浆料粘度升高主要是由粘结剂分子结构被破坏引起的,分子链断裂后被氧化后浆料粘度升高。如果物料被过度分散,颗粒粒径产生较大的降低,也会增加浆料的粘度。
(2)粘度降低
①正极浆料粘度降低。原因之一,粘结剂胶体发生了性状的变化。变化的原因多种多样,如浆料传输过程中受到强剪切力、粘结剂吸收水分发生质变、搅拌过程中导致结构发生变化、自身发生降解等。原因之二,搅拌分散不均匀导致浆料中固体物质大面积沉降。原因之三,搅拌过程中粘结剂受到设备和活物质的强剪切力和摩擦力,在高温情况下发生性状变化,造成粘度下降。
②负极浆料粘度降低。原因之一CMC中混有杂质,CMC中的杂质大多是难溶性高分子树脂,当CMC与钙、镁等混溶时,会降低其粘度。原因之二CMC是羟甲基纤维素钠,其主要是C/O的结合,键强很弱极易被剪切力破坏,当搅拌速度过快或时间太长时有可能破坏CMC的结构。CMC在负极浆料中起到增稠和稳定的作用,同时对原材料的分散起重要的作用,其结构一旦发生破坏,必然引起浆料沉降,粘度降低。原因之三是SBR粘结剂的破坏。在实际生产中通常选择CMC和SBR协同工作,此二者的作用各不相同。SBR主要起到粘结剂的作用,但是其在长时间搅拌下极易发生破乳,导致粘结性失效,浆料粘度降低。
(3)特殊情况(果冻状及时高时低)
在正极浆料制备过程中有时候会出现浆料变成“果冻”的情况。这种情况的原因主要有二:其一,水分。考虑活物质吸潮、搅拌过程水分控制不好,原材料吸收水分后或者搅拌环境湿度较高,导致PVDF吸收水分变成果冻状。其二,浆料或材料的pH值。pH值越高,对水分的控制就要求更严格,尤其是NCA 、NCM811等高镍材料的搅拌。
浆料粘度忽高忽低,原因之一可能是浆料测试过程中未完全稳定下来,浆料粘度受温度的影响很大。尤其是被高速分散之后,浆料内部温度存在一定的温度梯度,取样不同粘度也不尽相同。原因之二是浆料的分散性差,活物质、粘结剂、导电剂没有良好的分散开,浆料就没有好的流动性,自然浆料粘度忽高忽低。
2. 浆料的粒度
在合浆之后,需要对其粒度进行测量,粒度测量的方法通常采用刮板法。粒度是表征浆料质量的一个重要参数,粒度大小对于涂布工序、辊压工序以及电池性能有重要影响,理论上来说浆料粒度越小越好。当颗粒粒径过大时,浆料的稳定性会受到影响,出现沉降、浆料一致性不良等。在挤压式涂布过程中会出现堵料、极片干燥后麻点等情况,造成极片质量问题。在后续的辊压工序中,涂布不良处由于受力不均,极易造成极片断裂、局部微裂纹,这对电池的循环性能、倍率性能和安全性能造成了极大的危害。
正负极活物质、粘接剂、导电剂等主材料粒径大小不一,密度不同,在搅拌过程中会出现混合、挤压、摩擦、团聚等多种不同的接触方式。在原材料被逐渐混匀、被溶剂润湿、大块物料破裂和逐渐趋于稳定这几个阶段中,会出现物料混合不匀、粘接剂溶解不良、细颗粒严重团聚、粘接剂性状发生变化等情况,就会导致大颗粒的产生。
当我们弄明白颗粒出现的原因时就要对症下药,解决这些问题。关于物料干粉混合,个人觉得搅拌机速度对干粉混合程度影响不大,但是两者需要足够的时间来保证干粉的混匀。现在有的厂家选择粉状粘接剂有的选择液体溶解好的粘接剂,两种不同的粘接剂决定了工艺的不同,采用粉状粘结剂需要更长的时间来进行溶解,否则在后期会出现溶胀、回弹、粘度变化等。细颗粒之间的团聚不可避免,但是我们要保证物料之间有足够大的摩擦力,能够促使团聚颗粒出现挤压、破碎,利于混合。这就需要我们控制好浆料不同阶段的固含量,太低的固含量会影响颗粒之间的摩擦分散。
3. 浆料的固含量
浆料的固含量和浆料稳定性息息相关,同种工艺与配方,浆料固含量越高,粘度越大,反之亦然。在一定范围内,粘度越高,浆料稳定性越高。我们设计电池时,一般从电池容量反推卷芯厚度再到极片的设计,那么极片设计仅仅与面密度、活物质密度、厚度等参数有关。极片的参数是通过涂布机和辊压机对其进行调整的结果,浆料的固含量对其并无直接影响。那么,浆料固含量的高低是不是就无关紧要呢?
(1)固含量对于提高搅拌效率和涂布效率具有一定影响。固含量越高,浆料搅拌时间越短,所耗溶剂越少,涂布干燥效率越高,节省时间。
(2)固含量对设备有一定的要求。高固含量浆料对设备的损耗较高,因为固含量越高,设备磨损越严重。
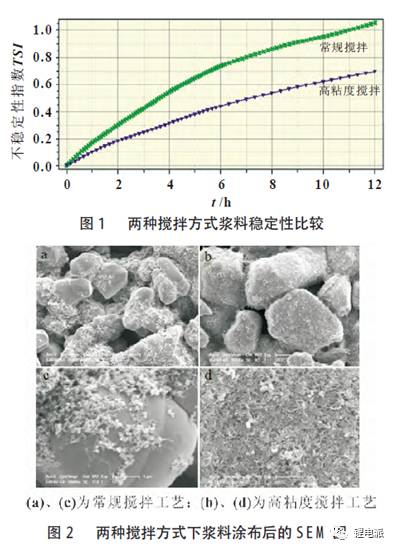
(3)高固含量的浆料稳定性更高,部分浆料稳定性测试结果表明(如下图),常规搅拌的TSI(不稳定性指数)1.05要高于高粘度搅拌工艺TSI值0.75,所以高粘度搅拌工艺所获得的浆料稳定性要优于常规搅拌工艺。但是高固含量的浆料也会影响其流动性,非常挑战涂布工序的设备和技术人员。
(4)高固含量的浆料可以减少涂层间厚度,降低电池内阻。
4. 浆料密度
浆料的密度是反应浆料一致性的重要参数,通过测试不同位置的浆料密度可以验证浆料的分散效果。在这就不多赘述,通过以上的总结,相信大家制备出良好的电极浆料。
虽精心总结,难免不足,欢迎大家补充留言。
-
锂离子电池
+关注
关注
85文章
3240浏览量
77704 -
电极
+关注
关注
5文章
813浏览量
27221 -
焊接
+关注
关注
38文章
3132浏览量
59745
原文标题:【精品】锂电池浆料性质及关键影响因素分析
文章出处:【微信号:Recycle-Li-Battery,微信公众号:锂电联盟会长】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
探究,影响锂电池包循环寿命的原因有哪些?
锂电池行业的分析
【转帖】锂电池电芯浆料的工艺和原理分析
电池浆料固含量测试仪的技术参数及使用方法
全面分析中国锂电池关键材料产业
影响手机锂电池性能的因素及锂电池的参数测试
影响锂电池使用寿命的因素有哪些
锂电池浆料罐高低液位检测的超声波液位传感器
锂电池的内阻会受什么因素影响





 工商网监
工商网监
评论