 数控车床如何编程
数控车床如何编程
数控车床编程方法
1、手工编程
由人工完成零件图样分析、工艺处理、数值计算、书写程序清单直到程序的输入和检验。适用于点位加工或几何形状不太复杂的零件,但是,非常费时,且编制复杂零件时,容易出错。
2、自动编程
使用计算机或程编机,完成零件程序的编制的过程,对于复杂的零件很方便。
3、CAD/CAM
利用CAD/CAM软件,实现造型及图象自动编程。最为典型的软件是MasterCAM,其可以完成铣削二坐标、三坐标、四坐标和五坐标、车削、线切割的编程,此类软件虽然功能单一,但简单易学,价格较低,仍是目前中小企业的选择。
数控车床编程常用指令
1、F功能
F功能指令用于控制切削进给量。在程序中,有两种使用方法。
(1)每转进给量
编程格式G95F~
F后面的数字表示的是主轴每转进给量,单位为mm/r。
例:G95F0.2表示进给量为0.2mm/r。
(2)每分钟进给量
编程格式G94F~
F后面的数字表示的是每分钟进给量,单位为mm/min。
例:G94F100表示进给量为100mm/min。
2、S功能
S功能指令用于控制主轴转速。
编程格式S~
S后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的机床上,S功能指令还有如下作用。
(1)最高转速限制
编程格式G50S~
S后面的数字表示的是最高转速:r/min。
例:G50S3000表示最高转速限制为3000r/min。
(2)恒线速控制
编程格式G96S~
S后面的数字表示的是恒定的线速度:m/min。
例:G96S150表示切削点线速度控制在150m/min。
(3)恒线速取消
编程格式G97S~
S后面的数字表示恒线速度控制取消后的主轴转速,如S未指定,将保留G96的最终值。
例:G97S3000表示恒线速控制取消后主轴转速3000r/min。
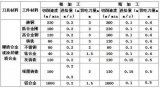
3、T功能
T功能指令用于选择加工所用刀具。
编程格式T~
T后面通常有两位数表示所选择的刀具号码。但也有T后面用四位数字,前两位是刀具号,后两位是刀具长度补偿号,又是刀尖圆弧半径补偿号。
例:T0303表示选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。
T0300表示取消刀具补偿。
4、M功能
M00:程序暂停,可用NC启动命令(CYCLESTART)使程序继续运行;
M01:计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效;
M03:主轴顺时针旋转;
M04:主轴逆时针旋转;
M05:主轴旋转停止;
M08:冷却液开;
M09:冷却液关;
M30:程序停止,程序复位到起始位置。
-
数控车床
+关注
关注
2文章
80浏览量
16432
发布评论请先 登录
相关推荐
数控车床加工工艺的技巧
数控车床加工的工艺技巧介绍
滚珠螺杆在数控机床中的具体应用是什么?
数控车削中的粗加工的编程方法
数控车床m99指令的用法
机床测头在双主轴数控车床中的应用






 工商网监
工商网监
评论