 多层板图形转移工艺控制技术的要求及问题解决方案
多层板图形转移工艺控制技术的要求及问题解决方案

图形转移是制造高密度多层板的关键控制点,也是技术难点,其质量的优劣直接影响多层板的合格率。所以,在制作过程中,必须要达到以下几点:
1、曝光要适度。这样才能达到线条清晰平直,保证图形电镀的合格率及其基板的电性能和其它工艺要求。
2、干膜尽可能平整且厚度均匀。要求干膜应具有很好的柔韧性、良好的塑性、流动性与粘结性以确保达到无间隙贴膜。
3、显影要充分。显影是与下道工序直接相连的重要工序,其质量的好与坏是整个图形转移成功与否的重要标志。
高密度图像转移工艺过程中,若控制失灵,极容易渗镀、显影不良或抗蚀干膜剥离等质量问题。为更进一步了解产生故障的原因,现对此种现象进行分析:
1、渗镀:所谓渗镀,即是由于干膜与覆铜箔板表面粘结不牢,使镀液深入,而造成“负相”部分镀层变厚及镀好的锡铅抗蚀层,给蚀刻带来问题。很容易造成印制电路板的报废,是生产中特别要注意的要点。图形电镀过程中,引起的渗镀的原因分析如下:
(1)干膜显影性不良,超期使用。上述已讲过光致抗蚀干膜,其结构有三部分构成:聚酯薄膜、光致抗蚀剂膜及聚乙烯保护膜。在紫外光照射下,干膜与铜箔板表面之间产生良好的粘结力,起到抗电镀和抗蚀刻的作用。若干膜超过有效期使用,这层粘结剂就会失效,在贴膜后的电镀过程中夹失保护作用,形成渗镀。解决的方法就是在使用前认真检查干膜的有效使用周期。
(2)温度与湿度对贴膜的影响:不同的干膜都有比较适宜的贴膜温度。如贴膜温度过低,由于抗蚀膜得不到充分的软化和适当的流动,导致干膜与覆铜箔层压板表面结合力差;若温度过高由于抗蚀剂中的溶剂和其它挥发性物质的迅速挥发而产生气泡,而且干膜变脆而不耐电镀形成起翘剥离,造成渗镀而报废。目前使用的无锡DFP型和美国杜邦3000型的干膜,一般控制的贴膜温度为70-900C.
所使用的为水熔性干膜,空气中的湿度对其影响较大。当湿度较大时,干膜的粘结剂在贴膜温度较低时可达到良好的粘结效果。特别南方地区夏季气温偏高,从长期的实践中摸索一套较好的温度控制参数,在20-250C情况下,相对湿度75%以上时,贴膜温度低于730C较好;相对湿度为60-70%时,贴膜温度70-800C较好;相对湿度为60%以下时,贴膜温度高于800C为好。同样加大贴膜胶辊的压力和温度,也取得较好的效果。
(3)曝光时间过长或曝光不足:在紫外光照射下,吸收了光能量的光引发剂分解成游离基引发单体进行光聚合反应,形成不溶于稀碱的溶液的体型分子。要使每种干膜聚合效果最好,就必须有一个最佳的曝光量。从光能量的定义公式可知,总曝光量E是光强度I和曝光时间T的乘积。若光强度I不变,则曝光时间T就是直接影响曝光总量的重要因素。曝光不足时,由于聚合不彻底,在显影过程中,胶膜溶胀变软,导致线条不清晰甚至膜层脱落,造成膜与铜结合不良;若曝光过度,会造成显影困难,也会在电镀过程中产生起翘剥离,形成渗镀。所以,解决的工艺措施就是严格控制曝光时间,每种类型的干膜在起用时应按工艺要求进行测量。如采用瑞士顿21级光楔表,级差0.15,以控制6-9级为宜。
(4)显影不良:贴好的干膜后的覆铜箔层压板经曝光之后,还须经过显影机显影,将未曝光的干膜保持原成份,在显影机内与显影液发生下列反应:-COOH+Na+ → -COONa+H+
其中-COONa是亲水基因,溶于水,从干膜上剥离下来,使整个板面显露出需电镀的图形,然后进行电镀。-COONa是干膜成份,Na+是显影溶液的主要成份,(Na2CO33%加适量的消泡剂)。如显影不准,使图形导线部分有余胶,会造成局部镀不上铜,形成废次品,这是显影段最容易出现的质量问题。
(5)曝光时间过长。当曝光过度时,紫外光透过照相底片上透明部分并产生折射、衍射现象,照射到照相底片不透明部分下的干膜处,使本来不应该发生光聚合反应的该部分干膜,被部分曝光后发生聚合反应,显影时就会产生余胶和线条过细的现象。因此,适当的控制曝光时间是控制显影效果的重要条件。
同时在批量生产时,还应该注意当紫外光管长期运行过程中,产生温升,热辐射量大,在底片下的干膜上发生类似与紫外线照射为类似作用,使干膜聚合,也称热聚合反应。为此,这就要求曝光机应有冷却装置。
(6)照相底片反差不够。照相底片的质量好坏,可采用光密度表示:底片黑的部分光密度高;透明的部分光密度小,两者之间差值越大越好,即称之谓反差好。如果照相底片本身反差不够,会直接影响到曝光时间的控制。如果某些用于图形转移的阳片,不透明部分光密度不够高,直接影响到覆盖下的干膜也会发生明显的光聚合反应,而且产生较大面积的余胶。所以,要严格控制照相底片的质量。
推荐阅读:http://www.elecfans.com/bandaoti/eda/20181014798026.html
-
电镀
+关注
关注
16文章
478浏览量
25921 -
基板
+关注
关注
2文章
325浏览量
24097
发布评论请先 登录
高密度互连板(HDI)打样与4-12层高多层板制造技术解析

对称叠层:高多层板 PCB 打样的核心基石
深入剖析Atmel ATmega64(L)微控制器:特性、应用与问题解决
SMT车间锡膏印刷5大缺陷解析
基于BL370边缘控制器的PCB压合设备工艺数据化控制解决方案
高精密PCB制造关键工艺控制点与缺陷预防指南
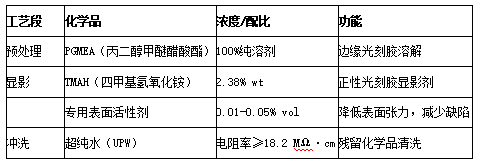
定义光刻精度标准——华林科纳显影湿法设备:纳米级图形化解决方案
激光焊接技术在焊接多层线圈弹簧工艺中的应用

积层多层板的历史、特点和关键技术
埋孔技术在PCB多层板中的应用案例
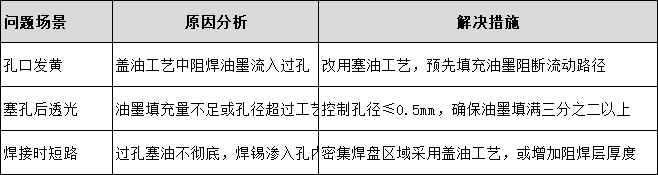
多层PCB板过孔塞油工艺要点解析
伺服控制器干扰问题解决方案




评论