 激光三角测量法3D锡膏印刷质量如何检测
激光三角测量法3D锡膏印刷质量如何检测
锡膏印刷是表面贴装技术(SMT)生产工艺中的一道关键工序,锡膏的印刷质量会直接影响 SMT组装的质量和效率。贴片安装电子产品的缺陷80%以上都是由于锡膏印刷质量缺陷如(少锡、多锡、桥连、污染等)引起的,所以必须要对锡膏印刷质量进行检测。
关于锡膏检测?
锡膏检测系统(SPI)主要分为二维(2D)和三维(3D)检测两种。
(1)2D检测
2D锡膏质量检测一般只能检测出锡膏质量缺陷中的少锡、多锡、桥连和污染,而无法测出锡膏的三维厚度、体积以及形状缺陷。随着电子技术的迅速发展,电子产品的日趋复杂,贴片元器件向精细化发展。表面安装器件本身的体积越来越小,引脚和走线越来越密,组件尺寸越来越小,导致锡膏的三维厚度和体积的检测也越来越重要。
(2)3D检测
2D锡膏印刷质量检测并不能真实全面地评价锡膏的质量,锡膏3D检测技术应运而生,以解决2D平面检测无法处理的问题。锡膏3D测量技术采用激光扫描的方法获得锡膏每个点的3D数据,这样便可以通过成百上千条线而不是一条线来判断锡膏的印刷质量。
主流方法?
目前,三维锡膏检测系统主要采用两种主流方法 :一种是激光三角测量法,这种这种方法是典型的线扫描方式;另一种是相位测量轮廓术,这种方法是面扫描方式。其中激光三角法分为直射式结构和斜射式结构。
(1)直射式结构
激光三角测量法原理如下所示
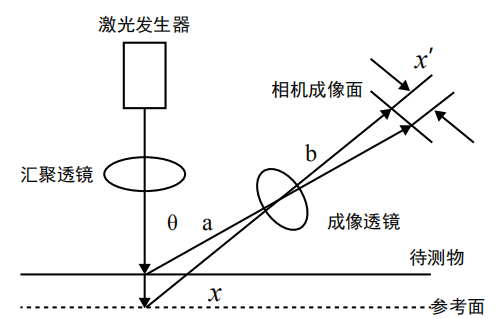
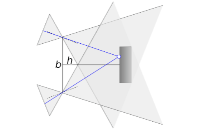
激光器发射的光束经过待测物体表面的反射,在相机上成像。当被测物体轮廓发生变化时,相机中的成像位置也发生变化。由相点发生的位移,根据相关的关系式得到待测面的位移量 x,两者之间的关系式如下 :
其中:a是待测点到成像透镜中心的距离 ;b是待测点的像点到成像透镜中心的距离 ;θ是激光束光轴和成像透镜光轴的夹角。
(2)斜射式结构
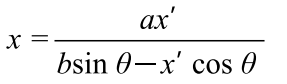
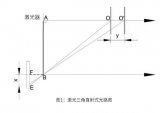
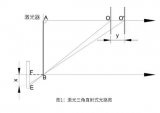
斜射式激光三角测量中,激光器的发射光与待测物表面成一定角度入射到物体表面。
待测物体表面的位移与相点发生的位移的关系式如下式 :

其中:a是待测点到成像透镜中心的距离 ;b是待测点的像点到成像透镜中心的距离 ;θ1是激光束光轴和待测面法线的夹角 ;θ2是成像透镜和待测面法线的夹角。
(3)特点:
激光三角法的优点在于信号处理简单可靠,无需复杂的条纹分析就能测得物体表面的轮廓 ;但其存在的不足是精度不高,也不能实现小尺寸测量,另外实时性也不是很好。相移测量法虽然在相位与高度的转换过程中也使用了三角法原理,但是在相位测量上与激光三法有本质的不同,精度要比激光三角法高很多,但是同样不能完成锡膏小尺寸测量。
市场状况?
(1)国际市场
目前市场上高精度锡膏3D测量产品有加拿大Aceris-3D公司的AI-835SP、美国LASCAN公司的L3000、韩国PARMI公司的SPI2500和韩国SynapseImaging公司的3D MASTER 300锡膏测试仪器等。
其中:(a)AI-835SP、(b)L3000、(c)SPI2500和(d)3D MASTER 3000。
(2)国内市场
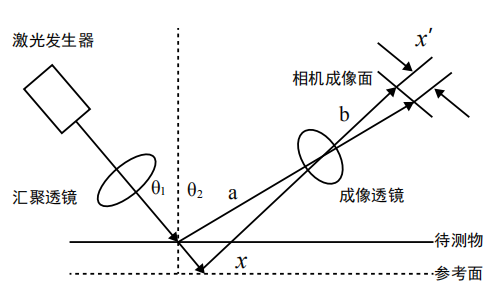
目前,国内PCB制板厂使用的3D锡膏测试设备还主要依靠进口,价格昂贵。因此,拥有自主知识产权的3D锡膏测试设备,能帮助国内PCB制板业和IC行业节约大量成本。灿锐光学专门针对锡膏印刷质量检测,推出了一款3D锡膏印刷质量检测光学方案,方案主要包括LED光源、LCD图形发生器、投影镜头以及采集PCB图像的工业相机。
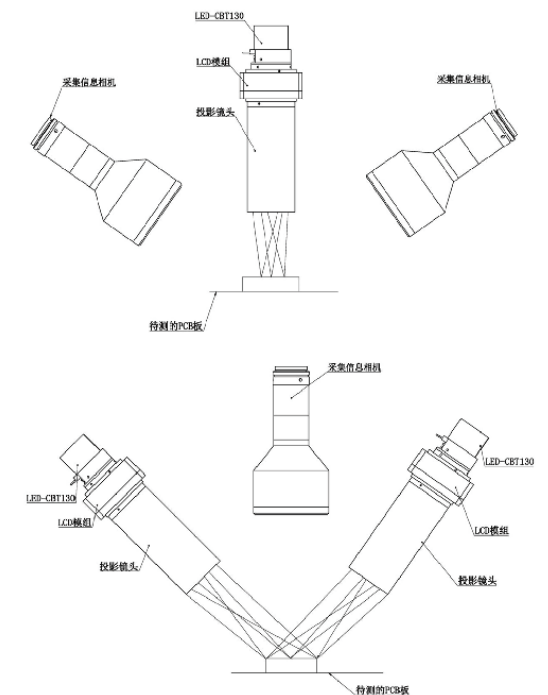
基本原理:利用LED光源发光,通过LCD图形发生器再通过投影镜头,将结构光投影到待测的PCB板,最后通过一个或者多个高级工业相机采集PCB图像,进行预处理后,采用相应的图像处理算法,对图像进行分析比较判断,最后给出识别结果,最终实现低成本、高精度锡膏质量检测。
光源选择:在锡膏印刷质量检测中,光源类型的选择与光源所处的位置,对检测结果有着极其重要的影响。常见的光源有白炽灯、钠灯、LED、激光等。这套方案中采用的是高亮度120°焦平面的LED光源,该光源单色性好,获得的图像的前景与背景有较好的区分度,进入实现较高的识别率,降低漏检率。
优势:投影镜头可以在0°~ 45°范围内旋转,实现PCB板的全方位检查,各个角度的检测,同时还能对PCB板小范围内锡膏的体积、面积、高度、偏移和形状进行检测,实现高精度检测质量。帮助用户降低成本,检测出小体积锡膏的质量问题,实现高精度、快速、全面的PCB检测。
-
pcb
+关注
关注
4316文章
22988浏览量
396131 -
华强pcb线路板打样
+关注
关注
5文章
14629浏览量
42975
发布评论请先 登录
相关推荐
锡膏印刷时锡膏塌陷是怎么造成的?

SMT贴片工艺中锡膏印刷的关键细节及优化策略
3D三维扫描仪的光学测量技术知识
SMT加工中常见的锡膏印刷质量问题有哪些?



阐述基于激光三角测距法的激光雷达原理





 工商网监
工商网监
评论