 了解一下关于数控铣刀的相关知识
了解一下关于数控铣刀的相关知识
近年来,随着机械加工行业的不断发展,新工艺、新技术和新材料不断出现,数控刀具本身也取得了长足的进步,高性能刀具材料、更加先进的刀具结构不断涌现。数控刀具生产厂商更是根据刀具用户的需求,不断对产品进行升级换代。
下面带您一起了解一下关于数控铣刀的相关知识。
铣刀是用于铣削加工、具有一个或多个刀齿的旋转刀具。工作时各刀齿依次间歇地切去工件的余量。铣刀主要用于铣削上平面、台阶、沟槽、成形表面加工和切断工件等工艺。铣刀产品的几种常见形式如图4-1所示。
铣刀的分类
(一)按功能分类
1.圆柱形铣刀 用于卧式铣床上加工平面,刀齿分布在铣刀的圆周上。按齿形分为直齿和螺旋齿两种。按齿数分为疏齿和密齿两种。螺旋齿与疏齿铣刀的齿数少,刀齿强度高,容屑空间大,适用于粗加工;而密齿铣刀适用于精加工。
2.面铣刀 用于立式铣床、卧式铣床或龙门铣床上加工平面。端面和圆周上均有刀齿。面铣刀也有粗齿和细齿之分,其结构有整体式、镶齿式和可转位式三种。
3.立铣刀 用于加工沟槽和台阶面,刀齿在圆周和端面上,一般工作时不能沿轴向进给。当立铣刀上有通过中心端齿时,可轴向进给。
4.三面刃铣刀 用于加工各种沟槽和台阶面,其两侧面和圆周上均有刀齿。
5.角度铣刀 用于铣削成一定角度的沟槽,有单角铣刀和双角铣刀两种。
6.锯片铣刀 用于加工深槽和切断工件,其圆周上有较多的刀齿。为了减少铣削时的摩擦,刀齿两侧有15′~1°的副偏角。
7.模具铣刀 模具铣刀用于加工模具型腔或凸模成形表面。模具铣刀是由立铣刀演变而成的,按工作部分外形可分为圆锥形平头、圆柱形球头、圆锥形球头三种。硬质合金模具铣刀用途非常广泛,除可铣削各种模具型腔外,还可代替手用锉刀和砂轮磨头清理铸、锻、焊工件的飞边,以及对某些成形表面进行光整加工等。该铣刀可装在风动或电动工具上使用,生产率和寿命比砂轮和锉刀提高数十倍。
8.齿轮铣刀 按仿形法或无瞬心包络法工作的切齿刀具,根据形状的不同分为盘形齿轮铣刀和指形齿轮铣刀两钟。
9.螺纹铣刀 通过三轴或三轴以上联动加工中心实现铣削螺纹的刀具。
此外,还有键槽铣刀、燕尾槽铣刀、T形槽铣刀和各种成形铣刀等。
(二)按产品结构分类
1.整体式 刀体和刀齿制成一体。
2.整体焊齿式 刀齿用硬质合金或其他耐磨刀具材料制成,并钎焊在刀体上。
3.镶齿式 刀齿用机械夹固的方法紧固在刀体上。这种可换的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的刀头。刀头装在刀体上刃磨的铣刀称为体内刃磨式铣刀;刀头在夹具上单独刃磨的称为体外刃磨式铣刀。
铣刀选择的通用原则
1.铣刀的选择流程 一般考虑以下几个方面进行选择(见图4-6):
(1)零件形状(考虑加工型面):加工型面一般可为平面、深型、腔槽和螺纹等,不同加工型面使用的刀具不同,例如圆角铣刀可铣削凸曲面,但不能铣削凹曲面。
(2)材料:考虑其切削加工性、切屑成形、硬度和含有的合金元素等方面。刀具生产厂家一般将材料分为钢、不锈钢、铸铁、有色金属、高温合金、钛合金和硬质材料。
(3)加工条件:加工条件包括机床夹具工件系统稳定性刀柄装夹情况等。
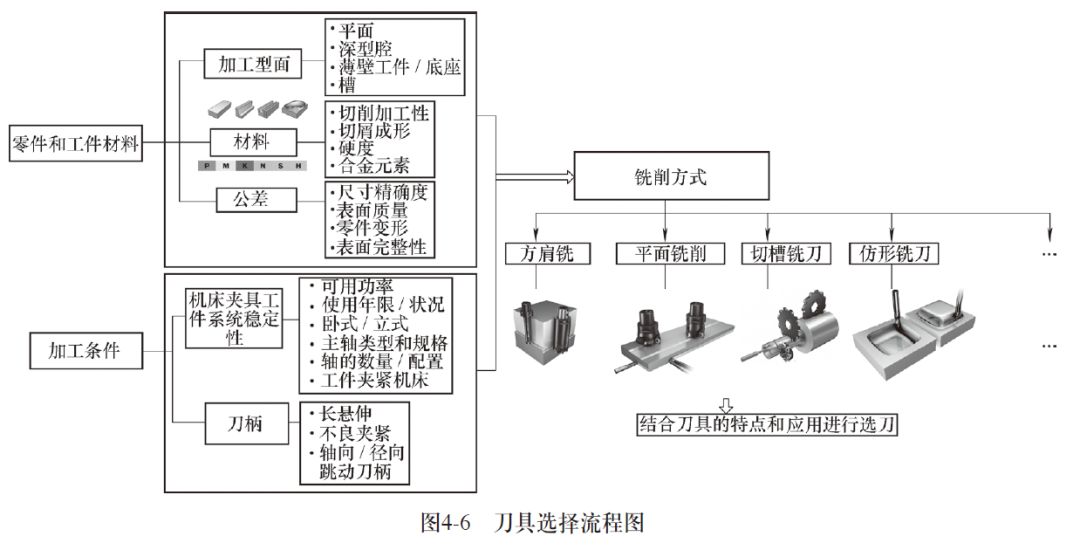
(4)机床-夹具-工件系统稳定性:这需要了解机床的可用功率、主轴类型和规格、机床已使用的年限等,并且要结合刀柄长悬伸量及其轴向/径向圆跳动情况。
(5)加工类别及子类别:这包含方肩铣削、平面铣削、仿形铣削等需要结合刀具的特点应用进行选刀。
2. 铣刀几何角度的选择
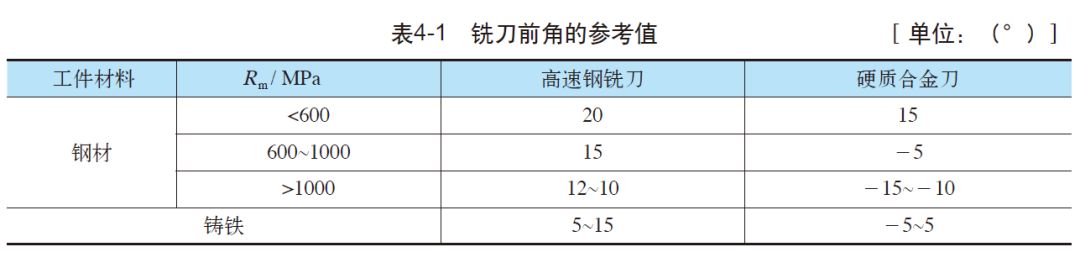
(1)前角的选择。铣刀的前角应根据刀具和工件的材料确定。铣削时常有冲击,故应保证切削刃有较高的强度。一般情况下铣刀前角小于车刀切削前角;高速钢比硬质合金刀具要大;另外,在铣削塑性材料时,由于切削变形较大,应取较大的前角;铣削脆性材料时,前角应小些;在加工强度大、硬度高的材料时,还可采用负前角。前角的具体数值如表4-1所示。
(2)刃倾角的选择。立铣刀和圆柱铣刀的外圆螺旋角β就是刃倾角λ s。这使刀齿可以逐渐的切入和切出工件,提高铣削的平稳性。增大β ,可以使实际前角增大,切削刃锋利,同时也使切屑易于排出。对于铣削宽度较窄的铣刀,增大螺旋角β 的意义不大,故一般取β =0或较小的值。螺旋角β 的具体数值如表4-2所示。

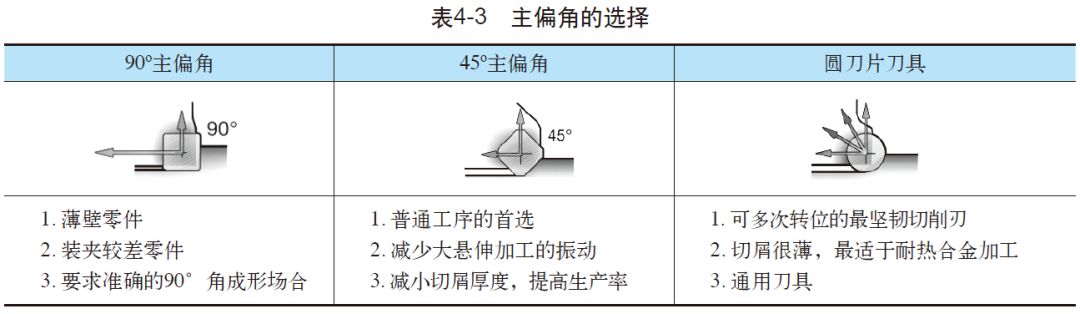
(3)主偏角与副偏角的选择。面铣刀主偏角的作用及其对铣削过程的影响,与车刀主偏角在车削中的作用和影响相同。常用的主偏角有45°、60°、75°、90°,工艺系统的刚性好,取小值;反之,取大值,主偏角选择如表4-3所示。副偏角一般为5°~10°。圆柱铣刀只有主切削刃,没有副切削刃,因此没有副偏角,主偏角为90°。
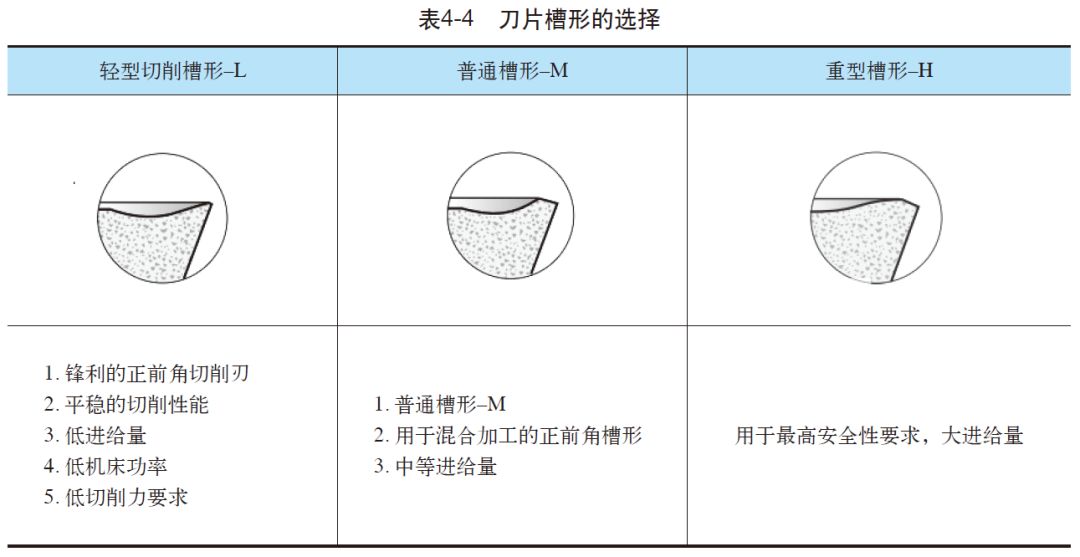
3.刀片槽形的选择 铣刀刀片槽形的选择(见表4-4)对于断屑、已加工表面的表面性能、表面质量等有重要意义。
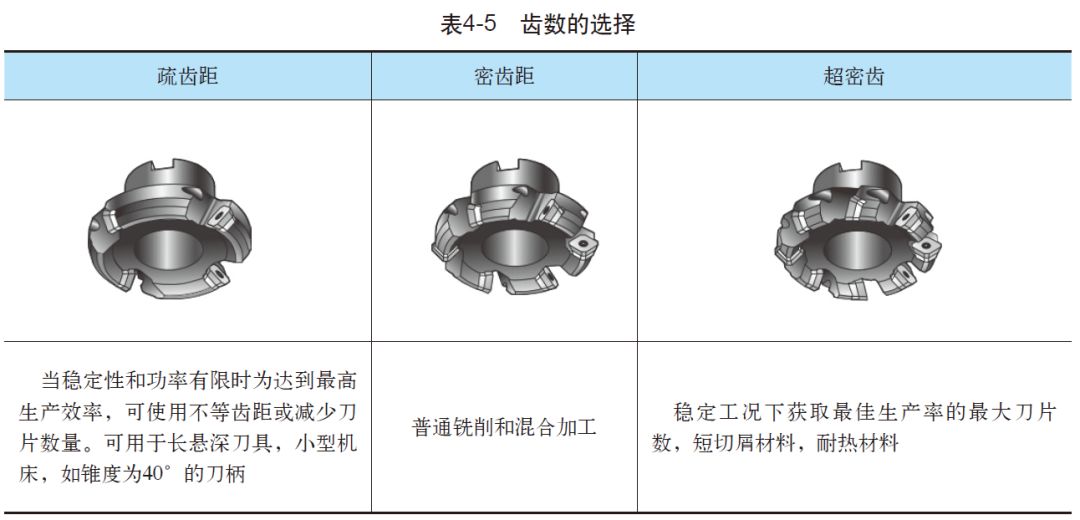
4.齿数的选择 铣刀齿数的选择(见表4-5)主要考虑的是齿距的疏密程度,齿距的疏密对加工表面质量、排屑和刀齿耐冲击程度等有重要影响。
以上内容来自《数控刀具选用指南(第2版)》!
《数控刀具选用指南(第1版)》自2014年出版以来,受到了广大读者的厚爱与支持,重印两次,总发行量达到6500册。这个成绩对于一本专业细分领域的工具书来说是十分难得的。
此次,《数控刀具选用指南(第2版)》在以下方面做了更新:
第一,这次修订工作继续遵循第1版“指导制造企业一线技术员工如何合理选择和使用数控刀具”的宗旨,对金属切削技术基础、刀具选用原则/技巧进行修订,对数控刀具产品资料和各领域的整体解决方案也进行了大幅度的更新。
第二,新增第六章复杂刀具和第九章切削新技术。复杂刀具一章包含滚刀和拉刀,这是两类重要的专用刀具,这使本书的刀具体系结构更加完善。切削新技术一章则介绍了干切削、硬切削、低温切削、振动切削等十几种近年来发展迅速的新兴切削技术,以及这些新技术的实际应用情况,开拓了读者的视野。
第三,为了使读者更容易理解书中内容,这次修订还在书中植入了大量二维码,用手机扫描即可观看与内容相对应的视频,有助于理解金属切削原理、刀具产品结构,还原实际加工应用场景。
-
刀具
+关注
关注
0文章
46浏览量
9691 -
数控
+关注
关注
1文章
287浏览量
36177 -
铣床
+关注
关注
1文章
34浏览量
11495
原文标题:《数控刀具选用指南》重装上阵,助您成为数控刀具专家!
文章出处:【微信号:indRobot,微信公众号:工业机器人】欢迎添加关注!文章转载请注明出处。
发布评论请先 登录
相关推荐
深圳主轴在数控铣床上的作用 数控铣床主轴
数控铣床加工实验
数控铣床的操作与加工实验





 工商网监
工商网监
评论