 搅拌摩擦焊原理
搅拌摩擦焊原理
搅拌摩擦焊是指利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部塑性化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致密的固相焊缝。
搅拌摩擦焊方法与常规摩擦焊一样。搅拌摩擦焊也是利用摩擦热与塑性变形热作为焊接热源。不同之处在于搅拌摩擦焊焊接过程是由一个圆柱体或其他形状(如带螺纹圆柱体)的搅拌针伸入工件的接缝处,通过焊头的高速旋转,使其与焊接工件材料摩擦,从而使连接部位的材料温度升高软化。同时对材料进行搅拌摩擦来完成焊接的。焊接过程如图所示。
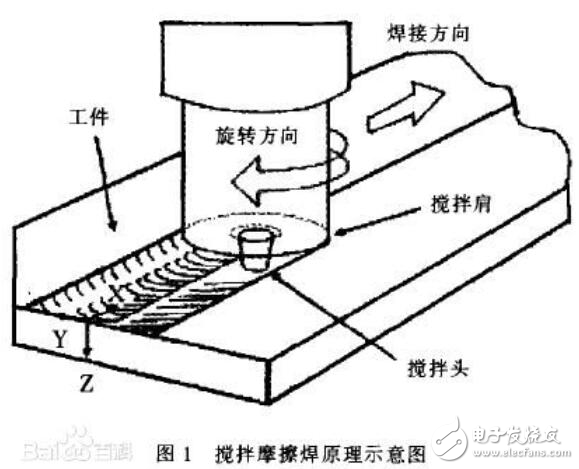
在焊接过程中工件要刚性固定在背垫上,焊头边高速旋转,边沿工件的接缝与工件相对移动。焊头的突出段伸进材料内部进行摩擦和搅拌,焊头的肩部与工件表面摩擦生热,并用于防止塑性状态材料的溢出,同时可以起到清除表面氧化膜的作用。
在焊接过程中,搅拌针在旋转的同时伸入工件的接缝中,旋转搅拌头(主要是轴肩)与工件之间的摩擦热,使焊头前面的材料发生强烈塑性变形,然后随着焊头的移动,高度塑性变形的材料逐渐沉积在搅拌头的背后,从而形成搅拌摩擦焊焊缝。搅拌摩擦焊对设备的要求并不高,最基本的要求是焊头的旋转运动和工件的相对运动,即使一台铣床也可简单地达到小型平板对接焊的要求。但焊接设备及夹具的刚性是极端重要的。搅拌头一般采用工具钢制成,焊头的长度一般比要求焊接的深度稍短。应该指出,搅拌摩擦焊缝结束时在终端留下个匙孔。通常这个匙孔可以切除掉,也可以用其它焊接方法封焊住。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
焊接
+关注
关注
38文章
3135浏览量
59771 -
搅拌摩擦焊
+关注
关注
0文章
8浏览量
6707
发布评论请先 登录
相关推荐
定华雷达仪表学堂:搅拌和真空情况的高频雷达物位计
频雷达物位计是非常常见的一种液位测量工具,广泛应用于各种复杂的工况中。那么高频雷达物位计在有搅拌和真空情况下如何选型呢? 一、有搅拌情况下选型 高频雷达物位计在有搅拌的罐体内,一般不要选用导波雷达
霍尔电流传感器在水泥搅拌桩中的应用
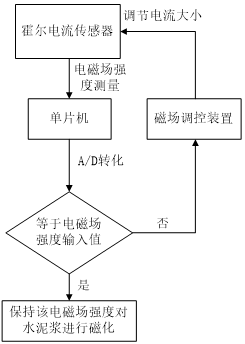
摘要: 水泥搅拌桩是用于软地基处理的一种方法,它利用水泥作为固化剂的主剂,利用搅拌桩机将水泥喷入土体并充分搅拌,使水泥与土发生一系列物理化学反应,使软土硬结而提高地基强度。水泥浆的水化活性直接影响
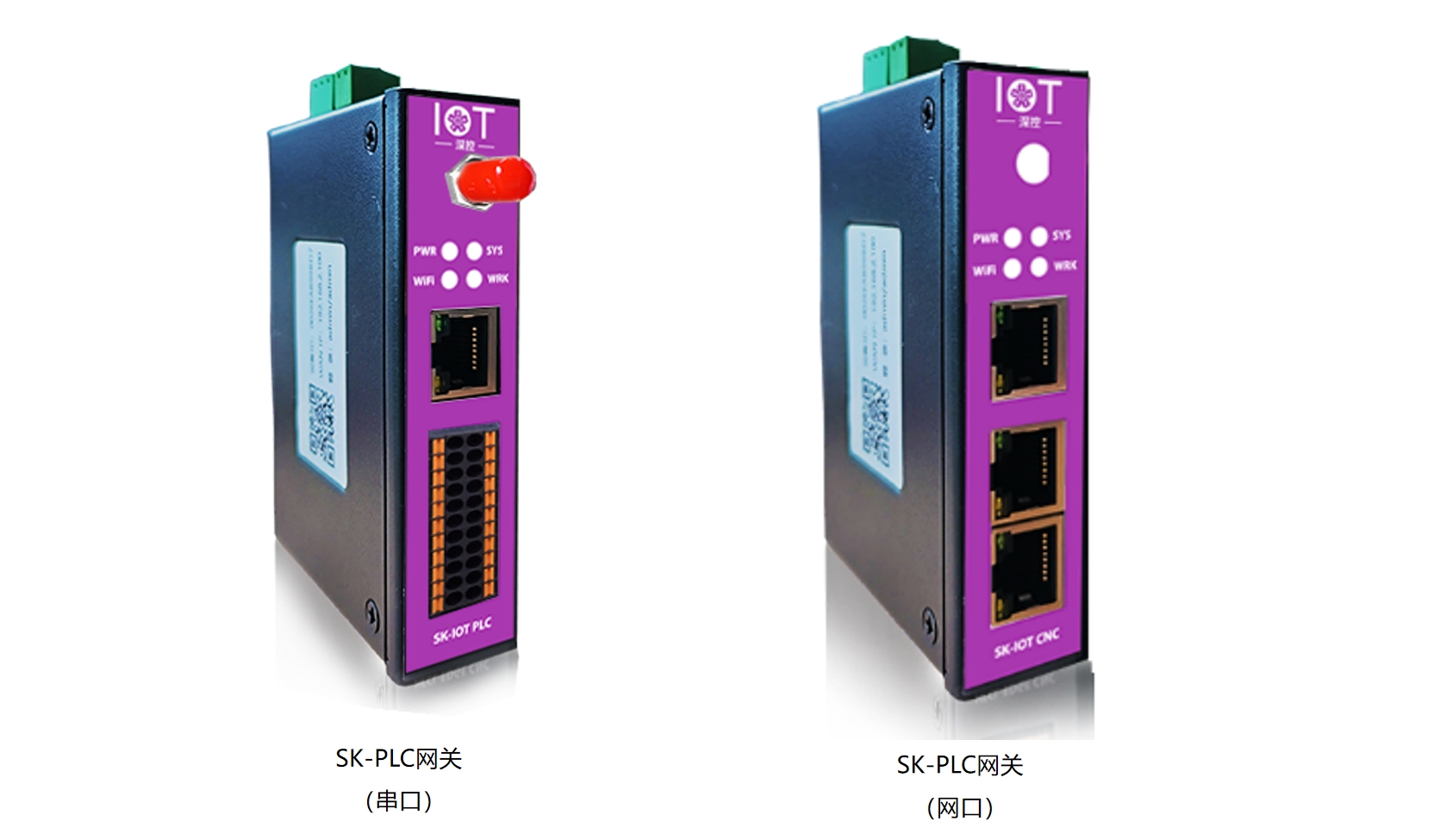
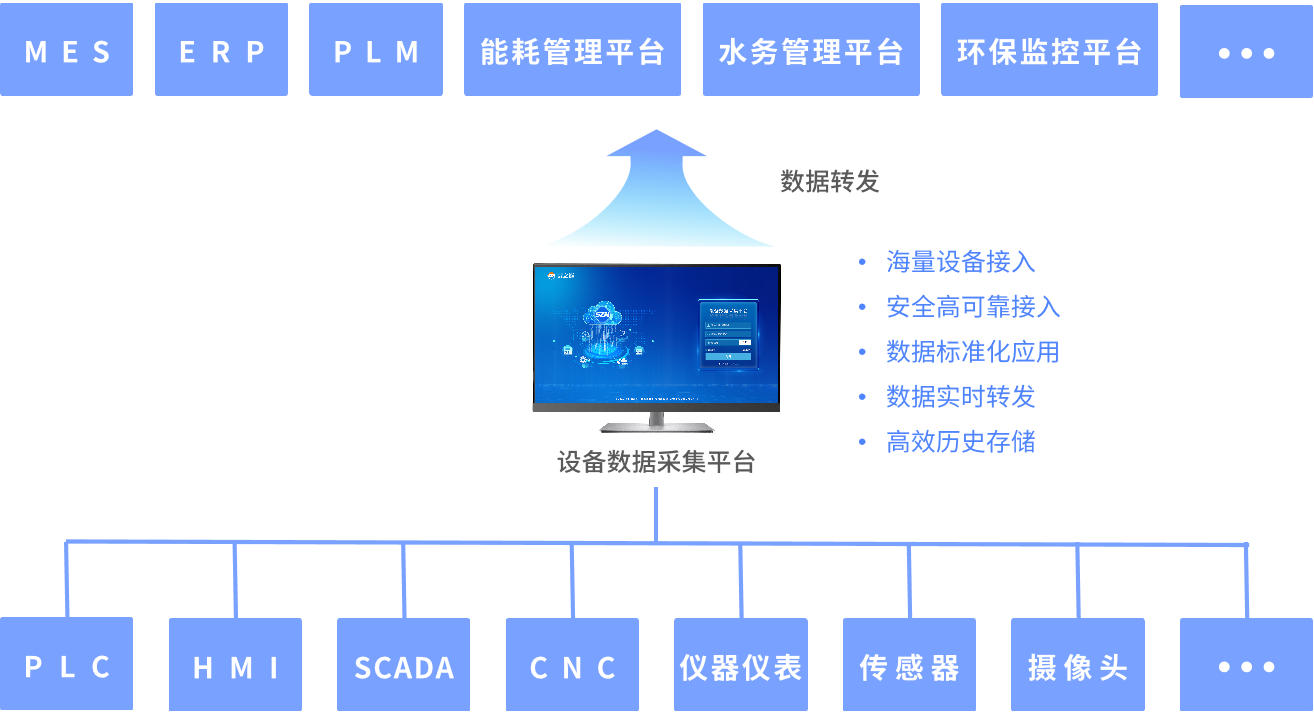
深控技术 “不需要点表的 PLC 网关” 搅拌站设备远程监控系统方案及实施案例
深控技术研发的 “不需要点表的 PLC 网关” 搅拌站设备远程监控系统方案为搅拌站行业提供了一种高效、智能、安全的设备管理解决方案。通过实际客户案例的实施效果可以看出,该方案能够显著提升搅拌站的生产效率、产品质量、设备维护水平以
发酵罐搅拌机物联网远程监控系统方案
在啤酒生产、生物制药等领域中,现场发酵罐系统主要由搅拌机、管道循环泵、进料泵、加药泵等组成,由PLC控制各种机构的自动化启停,同时在本地视灯系统实现运行和故障信号的同步展示。对此,数之能提供接入
焊盘与焊盘的距离规则怎么设置
在电子组装中,焊盘(Pad)是用于焊接电子元件的金属区域。焊盘的设计和布局对于电子组装的质量和可靠性至关重要。 1. 焊盘间距的基本规则 1.1 最小间距 元件引脚间距 :焊盘间距应至
pcb焊盘区域凸起可以焊吗
在电子制造领域,PCB(印刷电路板)是电子设备中不可或缺的一部分。PCB焊盘区域的凸起问题可能会对焊接质量和电路板的可靠性产生影响。 一、PCB焊盘区域凸起的原因 1.1 材料问题 PCB焊盘区域
PCBA锡膏加工虚焊和假焊的危害有哪些?
PCBA锡膏加工是指焊接和组装电子元件和PCB印刷电路的过程,对保证电子产品的质量和稳定性起着至关重要的作用。虚焊是指焊接过程中焊锡没有完全润湿焊盘或焊脚,导致焊盘与

搅拌站可以用纯电容补偿方案吗
搅拌站可以使用纯电容补偿方案,但这种方案是否最优取决于具体情况。纯电容补偿方案主要用于提高功率因数和减少无功功率损耗。以下是一些考虑因素和建议: 1、功率因数改进:搅拌站的电机和其他设备通常会产生

行星搅拌机远程监控运维管理系统解决方案
行星搅拌机是一种用于混合搅拌不同物料的机械设备,具备自动化程序高易于控制搅拌效率高等优势,广泛应用于电子电器食品加工化工制造制药生产等领域中。其名称来源于其独特的搅拌装置运动方式,类似
造成虚焊、假焊的原因有哪些?如何预防虚焊假焊
虛焊 假焊 是在SMT贴片加工 中经常出现的不良现象,今天小编就给大家讲讲什么是虚焊、假焊?造成虚焊、假
SMT锡膏为什么要搅拌和回温?
膏为什么要搅拌和回温?或许很多朋友不是很清楚真正的原因。接下来就由深圳佳金源锡膏厂家为大家分享一下,希望给您带来一定的帮助!一、为什么要搅拌这就要说到锡膏的成分了

PCB焊盘大小的DFA可焊性设计
SMT的组装质量与PCB焊盘设计有直接的关系,焊盘的大小比例十分重要。如果PCB焊盘设计正确,贴装时少量的歪斜可以再次回流焊纠正(称为自定位或自校正效应),相反,如果PCB






 工商网监
工商网监
评论