 回流炉工艺的测试步骤及温度曲线的分段介绍
回流炉工艺的测试步骤及温度曲线的分段介绍
回流炉工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。回流炉是SMT(表面贴装技术)最后一个关键工序,是一个实时过程控制,其过程变化比较复杂,涉及许多工艺参数,其中温度曲线的设置最为重要,直接决定回流焊接质量。
测试步骤:
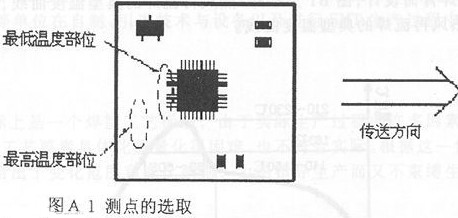
1)选取能代表SMA组件上温度变化的测试点,一般至少应选取三点,这三点应反映出表面组装组件上温度最高、最低、中间部位上的温度变化。再流焊机所用传送方式的不同有时会影响最高、最低部位的分布情况,这点应根据具体炉子情况具体考虑。对于网带式传送的再流焊机表面组装件上最高温度部位一般在SMA与传送方向相垂直的无元件的边缘中心处,最低温度部位一般在SMA靠近中心部位的大型元器件处(如PLCC)。
2)用高温焊料、贴片胶或高温胶带纸将温度采集器上的热电偶测量头分别固定到SMA组件上已选定的测试点部位,再用高温胶带把热电偶丝固定,以免因热电偶丝的移动影响测量数据,采用焊接办法固定热电偶测试点,注意各测试点焊料量尽量小和均匀。
3)将被测的SMA组件连同温度采集器一同置于再流焊机入口处的传送链/网带上,随着传送链/网带的运行,将完成一个测试过程。注意温度采集器距待测的SIMA组件距离应大于100mn。
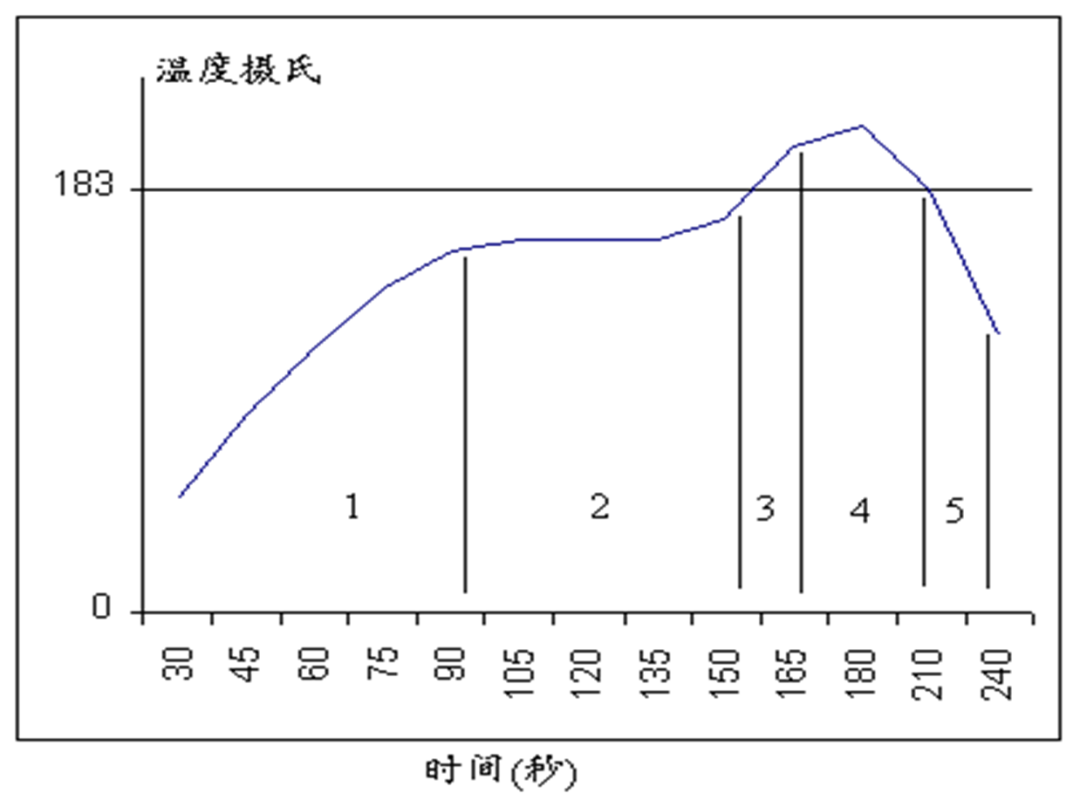
4)将温度采集器记录的温度曲线显示或打印出来。由于测试点热容量的不同,通过三个测试点所测的温度曲线形状会略有不同,炉温设定是否合理,可根据三条曲线预热结束时的温度差、焊接峰值温度以及再流时间来考虑。
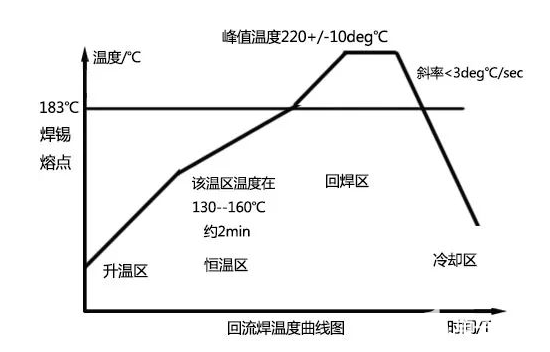
回流炉的温度曲线分为以下几段:
预热:预热是为了使元器件在焊接时所受的热冲击最小。元器件一般能忍受的温度变化速率为4℃/SEC以下,因此预热阶段升温速率一般控制在1℃/SEC~3℃/SEC,同时温升太快会造成焊料溅出。
保温干燥:保温干燥是为了保证焊料助焊剂完全干燥,同时助焊剂对焊接面的氧化物去除,起活化作用。
焊接:回流焊接区,锡膏开始融化并呈流动状态,一般要超过熔点温度20℃才能保证焊接质量。为了保证呈流动状态的焊料可润湿整个焊盘以及元器件的引出端,要求焊料呈熔融状态的时间为40~90秒,这也是决定是否产生虚焊和假焊的重要因素。
-
机械
+关注
关注
8文章
1582浏览量
40578 -
电气
+关注
关注
18文章
1167浏览量
53136 -
smt
+关注
关注
40文章
2905浏览量
69295
发布评论请先 登录
相关推荐
理解锡膏的回流过程 怎样设定锡膏回流温度曲线
升温-保温-回流过程和RTS温度曲线讲解

经典PCB温度曲线系统元件
经典PCB温度曲线系统元件的组成
详细分享怎样设定锡膏回流焊温度曲线?
掌握焊接技巧:八温区回流焊炉温度曲线精要分析

SMT焊接温度曲线智能仿真系统的功能介绍和演示






 工商网监
工商网监
评论