 接合部工艺可靠性设计
接合部工艺可靠性设计

一、接合部工艺可靠性设计滨田正和认为:当对QFP接合部施加外力作用时,接合部发生的应力分布如图1所示。❖
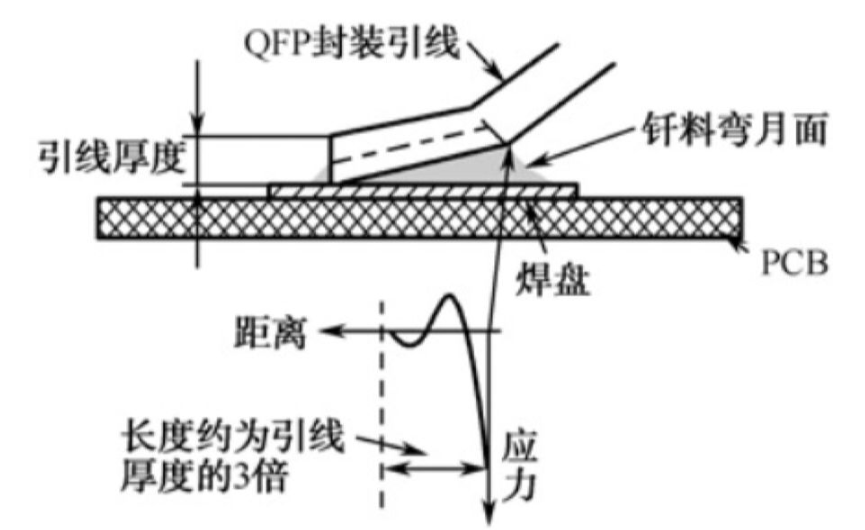
图1 QFP接合部发生的应力分布其应力分布具有下述两个特征:① 靠近封装主体的引线部分在受到外力作用后,此部分发生的应力最大。因此,由于外力作用产生钎料接合部裂纹时,一般都集中在此处。② 应力沿引线长度方向的分布,在引线厚度约3倍长处为零。由上可知,在考虑QFP引线接合部的可靠性时,只需考虑在靠近QFP封装主体部分钎料量的可靠性即可,而沿引线长度方向的钎料量对可靠性判断所起的作用不大。靠近QFP封装主体部引线钎料量与最大应力的分布关系大致如图2所示。❖
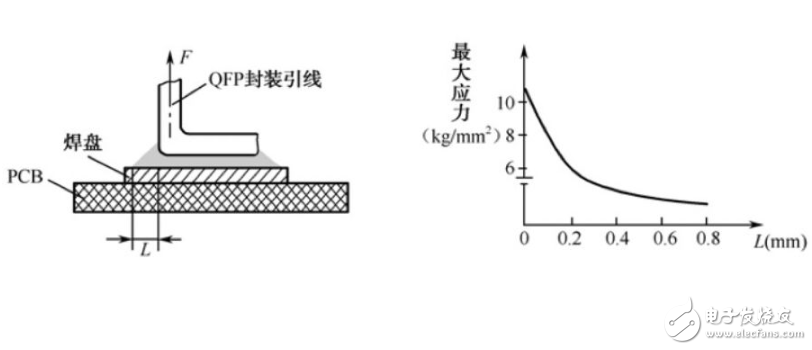
图2 钎料弯月面与最大应力的关系由接合部的可靠性可以决定钎料弯月面的形状,而确定钎料量的主要因素如图3所示。❖
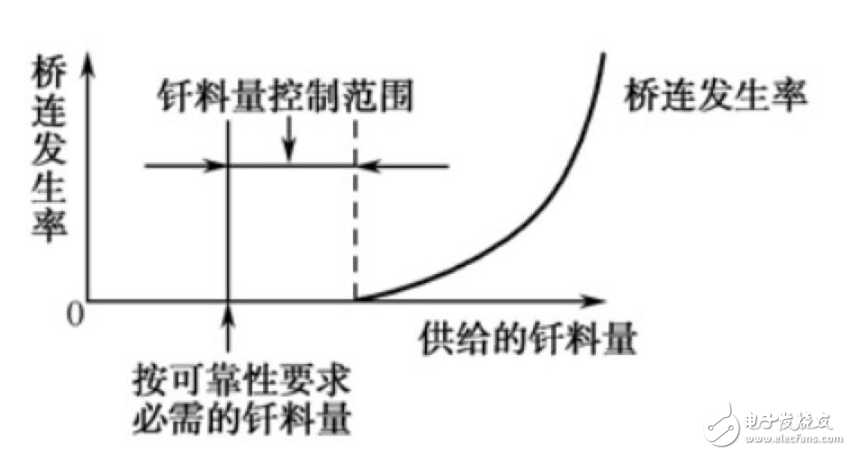
图3 确定钎料量的主要因素由图3可知,如果设定的钎料量少,会降低接合部的可靠性。如果钎料量过多,再流焊时熔融钎料又会流向邻近的引线处而形成桥连,而且还易引起引线浮动。因此,QFP钎料量的管理必须要考虑桥连、引线浮动、可靠性等影响因素,具体确定方法可参考图4进行。❖
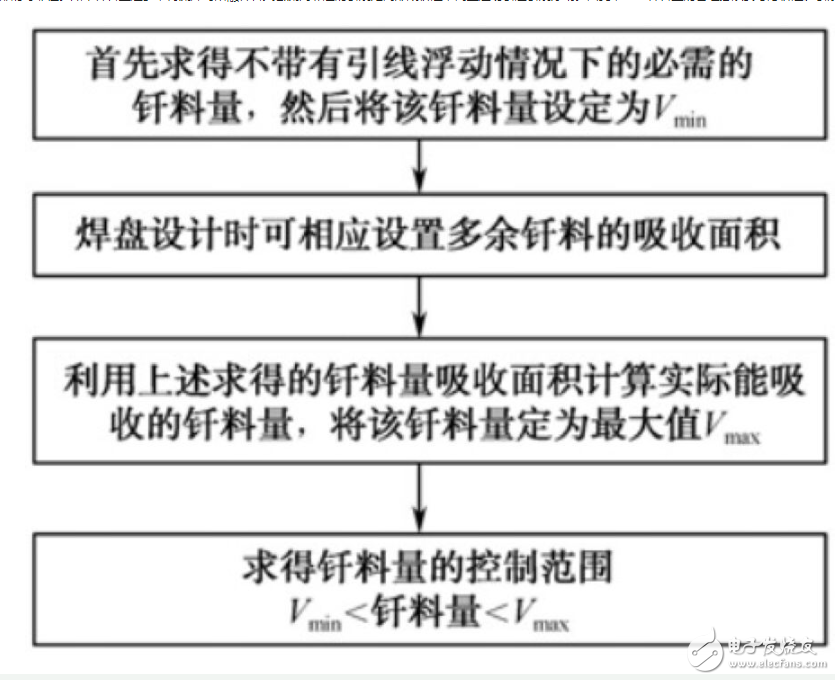
图4 钎料量的确定由图4可知,在生产现场管理中必须注意下述两点:① QFP引线形状的稳定性对接合部可靠性、桥连的发生率等将产生很大的影响。因此,先要确保引线尺寸的稳定性(共面性),这是质量控制的关键。因此,对进入生产现场的QFP引线一定要进行检查。② QFP引线间距越来越细,使得钎料量的最佳化管理范围越来越窄。因此,作为供给焊膏的印刷机必须选择高性能、高精度型的装罝,以保证钎料量供给的稳定性。二、焊盘设计焊盘尺寸设计可根据所选用的QFP的具体尺寸(由产品制造商或供应商提供 )来进行,如图5所示。❖

图5 QFP焊盘尺寸的确定1)焊盘宽度b焊盘宽度b可利用下式求出,即由QFP引线间距e和PCB焊盘导体间最小间隙d求出,如图6所示。b=e-d (1)式中 e——引线间距;d——PCB最小导体间距。❖
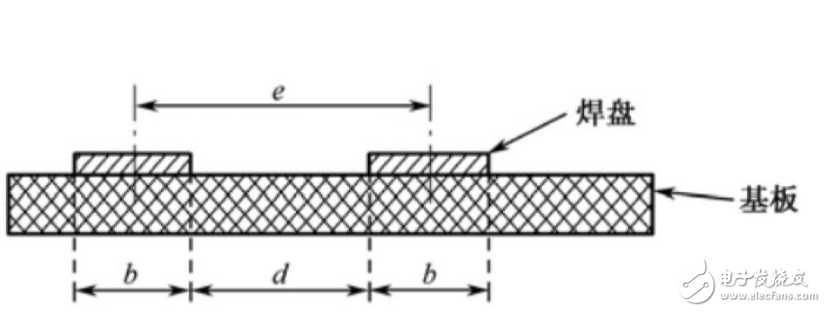
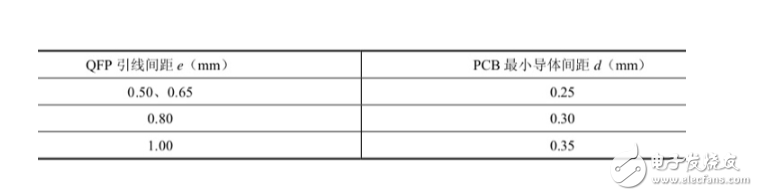
图6 焊盘宽度b的确定如果最小导体间距d变小,则焊盘宽度b可以增大。对贴装QFP来说,接合部变宽,接合的余量就大。但是,最小导体间距缩小,就增加了PCB制造工艺的难度。因此,最小导体间距通常可按表1所列数据选择确定。表1 QFP引线间距和PCB最小导体间距❖
2)MDL、MDS、MEL、MES的计算MDL、MDS和MEL、MES的计算基本相同,这里仅以MDL、MDS的计算为例。焊盘尺寸MDL、MDS可由QFP接合部的可靠性来决定。为了确保QFP接合部的可靠性,QFP引线内侧的最小长度常取0.4mm(形成弯月面所必需的),外侧接合部形成的弯月面也必须符合要求。因此,焊盘尺寸的确定可参照图7依次将MDL、MDS求出。❖
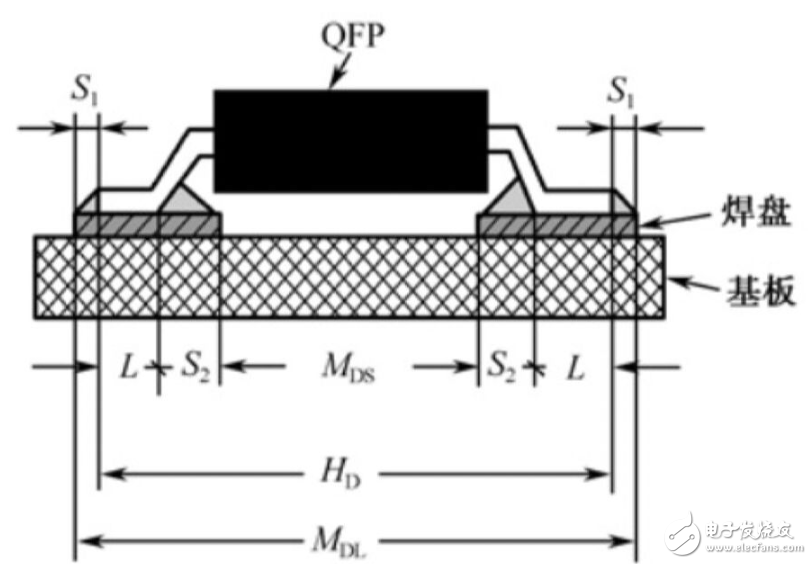
7 MDL、MDS的计算MDL=HD+S1×2+QFP位置精度 (2)式中 HD——引线外形长度;S1——趾部边长,S1=0.3mm(经验数据)。MDS=HD-L×2-S2×2-QFP位置精度 (3)式中 HD——引线外形长度;L——引线长度;S2——跟部边长,S2=0.4mm(接合部可靠性条件)。QFP的位置精度与片式元器件焊盘设计时相同,可按贴片机贴装精度和QFP尺寸精度来求得,QFP尺寸精度由QFP外形尺寸精度和引线长度精度组合而成。具体可按下式确定:❖

式中 δ5——贴片精度;ΔHD——QFP外形尺寸精度;ΔL——QFP引线长度精度。
三、印刷钢网开口部设计设计思路与片式元器件相同,即从接合部可靠性要求来确定必要的钎料量,在确保质量的基础上进行焊盘设计,然后按焊盘宽度和综合精度来确定印刷网板开口部尺寸。四、QFP工艺可靠性设计中的注意点与片式元器件设计时所考虑的因素相同,QFP焊接工艺可靠性设计时需注意下述3点:① 设计中要注意QFP本身的尺寸偏差,并防止由此而产生的不良现象。② 要注意到贴片机贴装精度的稳定性,以避免在生产中由于贴装精度原因造成QFP位置超差。同时在生产中也应关注此点。③ QFP工艺可靠性设计中,要注意防止再流焊接中的桥连现象。该现象产生的因素大多是一个焊盘对钎料的吸收性差,再流焊接中钎料流向邻近的另一焊盘造成焊盘间的桥连。作为预防措施,对QFP焊盘钎料量的设定一定要适度,钎料过多就易发生桥连。确定钎料供给的最佳量时,既要符合引线接合部的可靠性要求,又要能防止桥连的发生。前面介绍的钎料吸收面积效果,焊区设计中特设置了多余的吸收钎料的吸收面积,其作用就是通过对钎料剩余量的吸收,促进完好接合来防止桥连的发生。
-
焊接
+关注
关注
38文章
3592浏览量
63463
发布评论请先 登录
提供半导体工艺可靠性测试-WLR晶圆可靠性测试





评论