 OSP工艺的不足之处及工艺步骤
OSP工艺的不足之处及工艺步骤
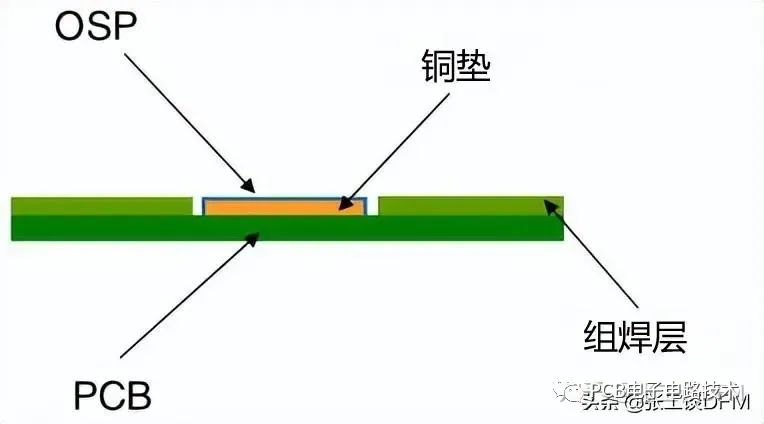
OSP是印刷电路板(PCB)铜箔表面处理的符合RoHS指令要求的一种工艺。 简单地说,OSP就是在洁净的裸铜表面上,以化学的方法长出一层有机皮膜。这层膜具有防氧化,耐热冲击,耐湿性,用以保护铜表面于常态环境中不再继续生锈(氧化或硫化等);但在后续的焊接高温中,此种保护膜又必须很容易被助焊剂所迅速清除,如此方可使露出的干净铜表面得以在极短的时间内与熔融焊锡立即结合成为牢固的焊点。
OSP具备许多好处,例如平整面好,和焊盘的铜之间没有IMC 形成,允许焊接时焊料和铜直接焊接(润湿性好),低温的加工工艺,成本低(可低于HASL),加工时的能源使用少等等。OSP 技术早期在日本十分受欢迎,有约4 成的单面板使用这种技术,而双面板也有近3成使用它。
工艺步骤:
除油--》二级水洗--》微蚀--》二级水洗--》酸洗--》DI水洗--》成膜风干--》DI 水洗--》干燥
1、除油除油效果的好坏直接影响到成膜质量。除油不良,造成膜厚度不均匀。一方面,可以通过分析溶液,将浓度控制在工艺范围内。另一方面,也要经常检查除油效果是否好,若除油效果不好,则应及时更换除油液。
2、微蚀微蚀的目的是形成粗糙的铜面,便于成膜。微蚀的厚度直接影响到成膜速率,因此,要形成稳定的膜厚,保持微蚀厚度的稳定是非常重要的。一般将微蚀厚度控制在1.0-1.5um 比较合适。每班生产前,可测定微蚀速率,根据微蚀速率来确定微蚀时间。
3、成膜成膜前的水洗最好采有DI 水,以防成膜液遭到污染。成膜后的水洗也最好采用DI水,且PH值应控制在4.0-7.0之间,以防膜层遭到污染及破坏。OSP 工艺的关键是控制好防氧化膜的厚度。膜太薄,耐热冲击能力差,在过回流焊时,膜层耐不往高温(190-200°C),最终影响焊接性能,在电子装配线上,膜不能很好的被助焊剂所溶解,影响焊接性能。一般控制膜厚在0.2-0.5um之间比较合适。
OSP工艺的不足之处是所形成的保护膜极薄,易于划伤(或擦伤),必须精心操作和运放。同时,经过多次高温焊接过程的OSP膜(指未焊接的连接盘上OSP膜)会发生变色或裂缝,影响可焊性和可靠性。
推荐阅读:http://m.elecfans.com/article/779243.html
-
印刷电路板
+关注
关注
4文章
810浏览量
35465 -
控制
+关注
关注
4文章
1017浏览量
122862
发布评论请先 登录
相关推荐
OSP工艺简介
PCB板OSP表面处理工艺
电路板OSP工艺流程和原理
与以往的压缩标准相比,JPEG2000标准有什么优点和不足之处?
智能家居目前的不足之处
聊聊仿玻璃工艺中,外观最为精美的IMT工艺
PCB表面处理工艺OSP的优缺点
osp表面处理工艺介绍





 工商网监
工商网监
评论