 关于引线框芯片级封装(LFCSP)的建议返修程序的分析和应用
关于引线框芯片级封装(LFCSP)的建议返修程序的分析和应用
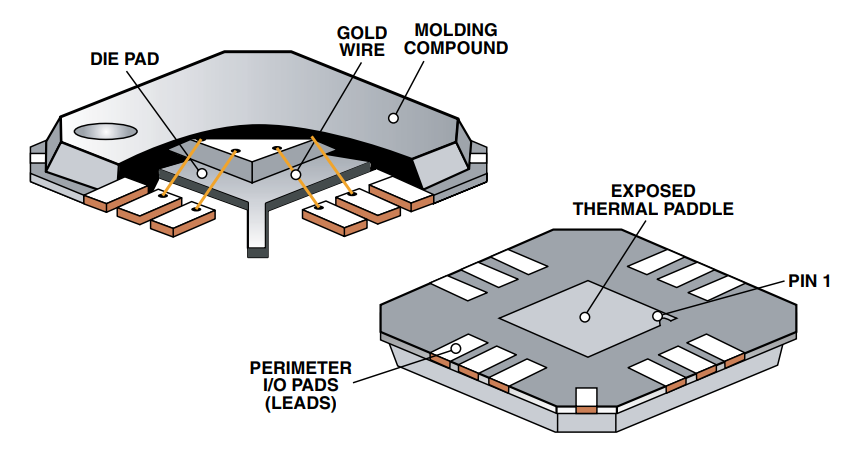
LFCSP是一种基于引线框的塑封封装,其尺寸接近芯片的大小,因而被称为“芯片级”(参见图1)。 封装内部的互连通常是由线焊实现。
外部电气连接是通过将外围引脚焊接到PCB来实现。 除引脚外,LFCSP常常还有较大的裸露热焊盘,可将其焊接到PCB以改善散热。
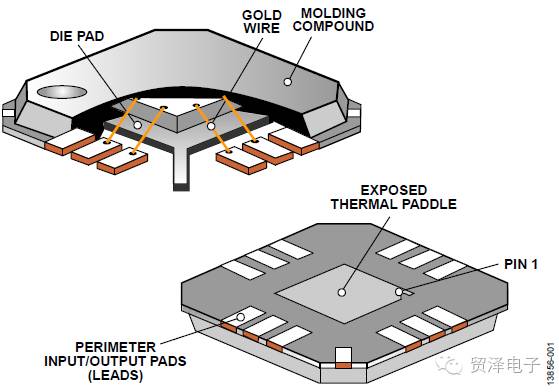
图1. LFCSP等比截面图
LFCSP器件返修
将LFCSP器件装配到PCB上之后,若发现缺陷,应当返修以移除不良器件,并换上工作正常的器件。 移除器件之前,注意必须加热不良器件,直至引脚和裸露焊盘(如有焊接)下方的焊料液化,从而更容易从电路板上移除不良器件。
常规返修流程包括以下步骤:
1. 准备板子
2. 移除器件
3. 清洁PCB焊盘
4. 涂敷焊膏
5. 器件对齐和贴片
6. 固定器件
7. 检查
移除器件和分层
移除器件时,可能会在LFCSP和/PCB上产生机械应力。 应小心移除不良器件,不仅要避免损伤PCB或邻近器件,还要避免损伤不良器件本身,尤其是若用户打算对不良器件进行故障分析。 LFCSP器件上若有过大应力(例如将器件加热到额定峰值温度以上或过度暴露于高温下),可能导致封装分层或外部物理损坏(参见图2至图4)。 对于要做进一步分析的器件,移除不当所引起的分层会加大找出真正故障机制的难度。 因此,为了进行有效的故障分析,妥善移除不良器件是十分必要的。
图2. 移除不当引起LFCSP芯片焊盘分层(通过扫描声学显微镜观测)
图3. LFCSP的低放大率侧视图显示返修设置过大引起的损伤(塑封材料鼓出)
图4. LFCSP的X射线图像显示返修设置过大引起的内部损伤(芯片翘起)
板准备
强烈建议在返修开始前对PCB组件进行干烘,以消除残留水分。 若不消除,在回流期间,残留水分可能会因为“爆米花效应”而损伤器件。 在125°C下烘烤PCB组件至少4小时,只要这些条件不超过PCB上其他器件的额定限值。 如果这些条件超过其他器件的额定限值,则应使用联合行业标准IPC/JEDEC J-STD-033中说明的备选烘烤条件。
移除器件
可使用不同的工具来移除器件。 为了移除器件,可能要加热器件,直至焊料回流,然后在焊料仍处于液态时通过机械手段移除器件。 可编程热空气返修系统可提供受控温度和时间设置。
返修时应遵循器件装配所用的温度曲线。 返修温度不得超过湿度灵敏度等级(MSL)标签上规定的峰值温度。 加热时间可以缩短(例如针对液化区),只要实现了焊料完全回流即可。 焊料回流区处于峰值温度的时间应小于60秒。 拾取工具的真空压力应小于0.5 kg/cm2,以防器件在达到完全回流之前顶出,并且避免焊盘浮离。 请勿再使用从PCB上移除的器件。
控制返修温度以免损坏LFCSP器件和PCB。 注意,用耐热带盖住器件周围的区域可提供进一步的保护。 此外,建议加热PCB下方以降低PCB上下两面的温差,使板弯曲最小。
定义返修工具设置时,应标定温度曲线。 首次返修特定器件时,这种标定尤其重要。 还需要利用不同的主体尺寸、PCB材料、配置、厚度等对LFCSP器件进行标定,因为它们可能有不同的热质量。 标定必须包括对温度、时间和设备工具的其他设置进行监控(参见图5)。 可将热电偶装配到板组件的不同部分,如LFCSP器件上部和PCB上部(参见图6)。 分析温度-时间曲线数据,从评估中获得器件移除的有效参数。

图5. 器件移除评估的简化流程图
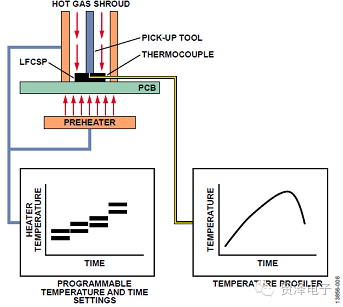
图6. 器件移除标定设置示例图
-
芯片
+关注
关注
455文章
50812浏览量
423586 -
电子元器件
+关注
关注
133文章
3342浏览量
105414 -
热电偶
+关注
关注
5文章
939浏览量
75569
发布评论请先 登录
相关推荐
基于LFCSP和法兰封装的RF放大器热管理计算

欧菲光成功研发半导体封装用高端引线框架

AN-1389:引线框芯片级封装(LFCSP)的建议返修程序
等离子清洗机在陶瓷封装、引线框架、芯片键合、引线键合的应用






 工商网监
工商网监
评论