 氩弧焊是如何引弧的
氩弧焊是如何引弧的
氩弧焊是如何引弧的
1、高频引弧
是非接触引弧方法一种,可以减少引弧使用的钨极的磨损,有利于氩弧焊的持续进行。即:采用高压击穿的引弧方式,先在电极针(钨针)与工件间加以高频高压。引弧时,使钨极末端与被焊表面之间保持一定的小间隙,然后,接通高频振荡器脉冲引弧电路,使间隙击穿放电而引燃电弧。
2、非高频引弧
也是非接触引弧方法,具体做法是:在引弧开始时,利用辅助热源先对钨极进行加热,提高钨极的热电子发射能力,这样,钨极在较低的空载电压下能引弧成功。
3、高压脉冲引弧
在钨极与工件之间加一高压脉冲,使两极间气体介质电离而引弧。
4、接触引弧
接触引弧对钨极的磨损非常大,而在钨极磨损之后,对焊接质量影响大。需要频繁更换钨极,影响焊接速度。具体做法是:工件与钨极直接接触,使其接触短路,以达到接触引弧的目的。
5、免伤钨极引弧方法
其引弧方法在原理上属于一种间接接触引弧方法,即:在工件与钨极之间用焊丝连接接触,作为引弧导体,使工件与钨极之间间接接触短路,以达到接触引弧的目的。其原理与接触式引弧方式相同,区别在于不是钨极直接与工件接触,而是由焊丝取代钨极与工件接触,这样既达到了短路引弧的目的,又避免了钨极直接与工件接触磨损钨极,是氩弧焊较为理想的引弧方法。
钨极氩弧焊的引弧方法
1、接触短路引弧法
不能直接在焊件上将钨极与焊件直接接触进行短路引弧,因为钨极端部的钨会污染熔池,形成夹钨。通常可利用引弧板或在焊口附近设置铜皮、碳块,在这些引弧板上用接触短路法引弧,然后将电弧移至焊接部位。这种引弧法的缺点是引弧时钨极损耗大,钨极端部形状容易被破坏,所发仅当焊机没有高频引弧装置时才使用。
2、高频高压引弧法
利用装在焊机控制箱内的高频振荡器所产生的高频高压击穿钨极与焊件之间的间隙(2~5mm)而引燃电弧。
3、高压脉冲引弧法
在钨极和焊件之间加一高压脉冲,使两极间气体介质电离而引弧。
-
氩弧焊机
+关注
关注
5文章
19浏览量
10809 -
氩弧焊
+关注
关注
6文章
33浏览量
11013
发布评论请先 登录
相关推荐
弧焊机和电焊机有什么区别?举例分析
焊机弧压与空载电压区别?
弧焊变压器的原理和分类
弧焊变压器主要分为哪几类
弧焊变压器如何保证电弧连续?弧焊变压器有何特点?
弧焊变压器的工作原理是什么
弧焊变压器是一种什么弧焊电源
弧焊变压器的空载电压为多少
飞虹半导体FHA25T120A IGBT单管在氩弧焊机的应用
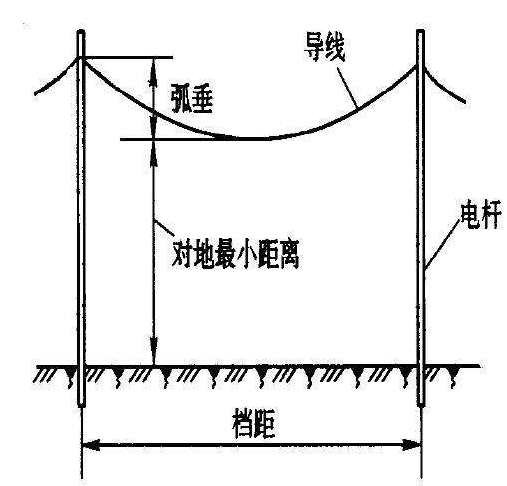
输电线路导线弧垂在线监测装置 FH-9006实时监测导线对地距离 预警弧垂距离

FH-9006-Ⅱ北斗导线弧垂在线监测装置 实时监测弧垂、对地距离、海拔数据
智能北斗弧垂监测装置|输电线路导线弧垂
输电线路弧垂变化的原因及弧垂在线监测装置的工作原理
导线弧垂的计算原理及监测方式





 工商网监
工商网监
评论