 MVC的能力与耐回流焊接之间的比较
MVC的能力与耐回流焊接之间的比较
MVC是指回流焊接过程中最脆弱的组件(MVC),如液体介电铝电解电容器,连接器,DIP开关,LED,变压器,PCB(印刷电路板)基板材料等。铅和无铅元件在承受回流焊接方面的能力各不相同。
•引线元件
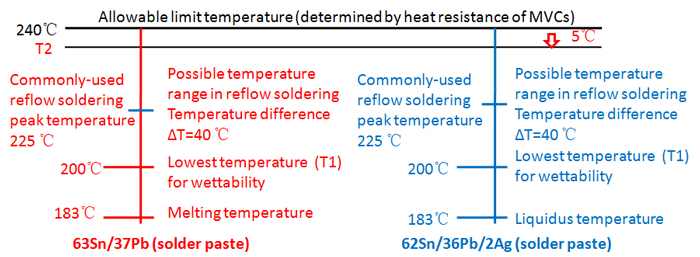
由于引线回流焊接的峰值温度不会超过230°C,因此MVC的耐热性应设置为240° C,包括工业制造商生产的所有焊接工具,焊接设备和用于焊接的辅助材料,所有这些都是基于240°C的耐热性设计和选择的。
•无铅元件
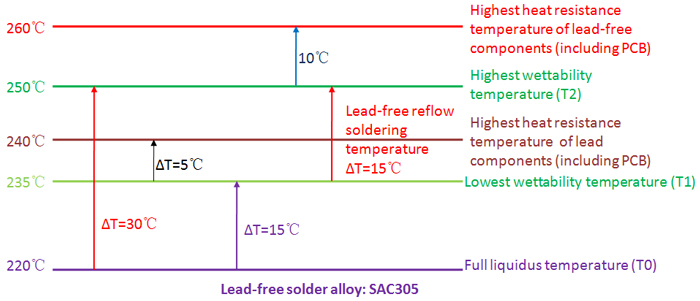
无铅回流焊接的峰值温度可高达250°C,因此热量最低MVC的电阻必须设置为至少260°C。因此,工业制造商生产的所有焊接工具,焊接设备和用于焊接的支撑材料都必须根据260°C的耐热性进行设计和选择。
通常用于回流焊接的焊膏成分
•引线回流焊接
相当于引线波峰焊接,铅回流焊接共用相同的常用焊膏成分,即Sn37Pb共晶焊膏和Sn36Pb2Ag焊膏。
•无铅回流焊
用于无铅回流焊的焊膏中合金成分主要包括:a。 SAC305焊膏。作为现代工业中应用最广泛的元素之一,它具有217°C至220°C的熔化温度。
b。 SAC387焊膏。作为SnAgCu合金的共晶成分,SAC387的熔化温度为217°C,能够完成固 - 液转变。由于其熔化温度低,它主要应用于某些特殊产品,例如军事应用。
回流焊接峰值温度范围
•引线回流焊接
就简单产品而言,铅回流焊接时的峰值温度范围为205°C至220°C。然而,对于某些IC封装等复杂产品,峰值温度可能高达225°C,如下图所示。
•无铅回流焊接
就无铅回流焊接而言,如果最低峰值温度为235° C在实际回流焊接中,最高峰值温度将由PCB板上的温差(ΔT)决定,然而,这取决于PCB尺寸,PCB板厚度,PCB层数,元件布局,铜层分布,元件尺寸和热容量。这些大而厚的PCB采用大型复杂元件组装而成,典型的ΔT高达20°C至25°C。因此,应尽量减少峰值温度,以延长预热和回流焊接时间,如下图所示。
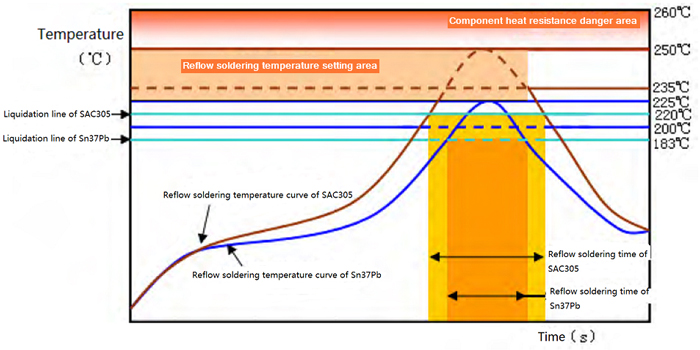
回流焊接时间 - 温度曲线
铅和无铅回流焊接的时间 - 温度曲线比较如下图所示。
铅和无铅回流焊接之间的自对准能力比较
•引线回流焊接
当铅焊膏(Sn37Pb,Sn36Pb2Ag)采用PCB表面处理为HASL Sn37Pb或OSP时,如果组装的元件偏离焊盘通过50%,可以很好地实现自对准。
•无铅回流焊接
a。当空气参与回流焊接时,SAC305焊膏涂有PCB焊盘表面,ENIG和OSP以及焊点SAC305。如果组装后的元件偏离焊盘25%,则可以很好地实现自对准。
b。由于氮气参与回流焊接,SAC305焊膏采用PCB焊盘表面处理,ENIG和OSP以及焊点SAC305。如果组装后的元件偏离焊盘50%,也可以很好地实现自对准。
铅和无铅焊点之间的铅消除程序比较
罗马不是一天建成的。从完整的SnPb焊接系统到完全无铅焊接系统,只需一步即可实现完全过渡。必须提供瞬态过程,其中铅和无铅元素共存。这是因为电子制造行业的不同公寓未能在无铅计划和技术准备方面保持同步。因此,在这个瞬态过程中往往会导致焊接缺陷。
•向前兼容性
例如,当铅 - 免费的SAC焊膏用于焊接引线BGA(球栅阵列)焊点,将发生前向兼容性,这源于组件分销商的无铅计划晚于PCB制造商的时间表。在这种情况下,BGA焊点首先熔化并覆盖在合金未熔化的焊膏上,导致铅焊球的大量坍塌和氧化。因此,由于难以排出助焊剂溶剂和焊膏中的污染物而产生空位和内部非金属渣夹杂物,这是不允许的。
•向后兼容性
当无铅焊料需要与铅焊膏配合使用时,会发生向后兼容。涂在焊盘上的焊膏(SnPb)熔化但SAC焊球仍未熔化。铅将被消散到未完全熔化的焊球晶体颗粒的边界。 SAC焊球中铅的消散程度取决于回流焊温度的高低以及SnPb焊料在焊膏中熔化的时间。因此,焊点不均匀且不稳定。
为了获得更高质量和可靠性的焊点,必须重置回流时间 - 温度曲线,以便SAC焊球可以完全熔化SnPb焊膏中的铅可以与熔化的SAC焊球绝对混合。
铅和无铅回流焊接程序的冷却速率比较
•引线回流焊接
由于引线回流焊接的峰值温度低于无铅回流焊接的峰值温度和累积的热量,焊接设备不是很高,冷却装置的冷却速度保持在3到4°C/s就足够了。
•无铅回流焊接
由于无铅回流焊接具有高温和积聚的热量,长时间停止焊点冷却和固化,晶体颗粒变厚,加速冷却也会阻碍隔离。因此,回流焊设备的冷却设备应具有较高的冷却速率,以便快速降低焊点的温度。冷却速度通常要求为5至6°C/s。
冷却速度对抗蠕变性的影响
•无铅焊料冷却速率对抗蠕变性的影响
a。冷却速率的提高导致器件抗蠕变性增加,这是因为快速冷却会改变微观结构。通过快速冷却和基板中的Ag3Sn颗粒形成的小枝晶将增强接触断裂电阻,从而提高焊点的抗蠕变性。
b。缓慢冷却导致晶体颗粒生长,这倾向于导致裂缝的产生和膨胀。 SnAg的抗蠕变性能主要消除了具有强化功能的分配颗粒。
•铅焊料冷却速率对抗蠕变性的影响
与SAC合金不同,当铅共晶焊料经过快速冷却时,铅将呈球形,并且在加速冷却速度的情况下所有相都将变细。然而,不同之处在于铅的特点是硬度低于Sn基板,SnAg和SAC合金的含量高于Ag。
-
PCB打样
+关注
关注
17文章
2970浏览量
22035 -
华强pcb线路板打样
+关注
关注
5文章
14629浏览量
43398
发布评论请先 登录
相关推荐
关于SMT回流焊接,你了解多少?
通孔回流焊简述
晶圆级CSP装配回流焊接过程
倒装晶片的组装的回流焊接工艺
回流焊具体是怎样的呢?回流焊的原理是什么?
通孔回流焊工艺原理_通孔回流焊接工艺的优缺点
PCB回流焊接工艺流程 双面PCBA回流焊接的优势
回流焊工艺加热焊接流程与加热方式
锡膏回流焊接工艺要求






 工商网监
工商网监
评论