GB 15579.1-2013 弧焊设备 电焊机行业的国家标准
2023-05-29 11:08:44 3
3 无锡金红鹰总结:弧焊机器人的焊接方法主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种,气体保护电弧焊是使用氩气、二氧化碳等气体作为焊接区域保护气体的焊接方法;钨极氩弧焊是用钨棒作为电极加上氩气进行保护的焊接方法;等离子电弧焊是利用等离子弧高能量密度束流作为焊接热源的熔焊方法。
2023-03-22 10:01:46 1683
1683 
弧焊机器人系统是由机器人本体、自动送丝装置、焊接电源、焊枪、变位机和工装夹具等组成的;主要有气体保护电弧焊、钨极氩弧焊和等离子电弧焊三种焊接方法。
2023-03-16 09:50:011357 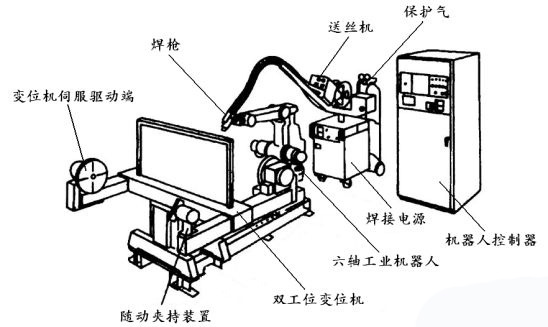
弧焊逆变电源是利用反馈网络和电子控制系统对逆变主电路进行闭环控制,来获得不同的外特性。弧焊逆变电源的外特性主要有恒压特性、恒流特性、缓降特性等几种。
2022-03-11 11:20:17876 
本文提出了基于DSP的弧焊逆变电源数字化控制系统,给出了利用单片机和DSP实现弧焊逆变电源数字化控制的解决方案,总结了基于DSP的弧焊逆变电源数字化控制系统优于传统微机控制系统的诸多方面,并探讨了今后的应用前景。
2011-03-07 14:19:00
1. 文章研究主要问题双弧脉冲 MIG 焊是一种低能量输入焊接方法, 其原有的双电源供电系统结构复杂、协同控制困难、易受干扰。2. 结论提出了双弧脉冲 MIG 焊一体化专用电源的设计方案, 主弧和旁
2021-11-08 20:51:0211 ZX7 系列逆变式直流弧焊电源的研制(通信电源技术发表)-研制的
ZX7 系列逆变式直流弧焊电源具有更先进的技术指标和更高的可靠性。
2021-09-29 17:56:0136 晶闸管可控硅式弧焊整流器的使用与维修(肇庆理工电源技术有限公司)-晶闸管可控硅式弧焊整流器的使用与维修
2021-09-24 09:47:5525 埋弧焊缝产生气孔的主要原因是氢,氢气是由焊材、母材带入电弧区的水分所造成的。但是电磁偏吹、母材质量不好等也会造成气孔,应根据实际情况具体分析,采取相应防止措施。
2021-03-02 16:08:2217781 埋弧焊的电流速度一般为b500~600A,电压速度一般为32~38V。
2021-03-02 16:03:0320082 本文档的主要内容详细介绍的是MZ-1000埋弧焊电路原理图免费下载。
2020-04-24 08:00:0016 弧焊电源是电焊机的主要部分,其种类有直流、交流、脉冲、逆变式弧焊电源四种。
2020-03-15 15:26:007294 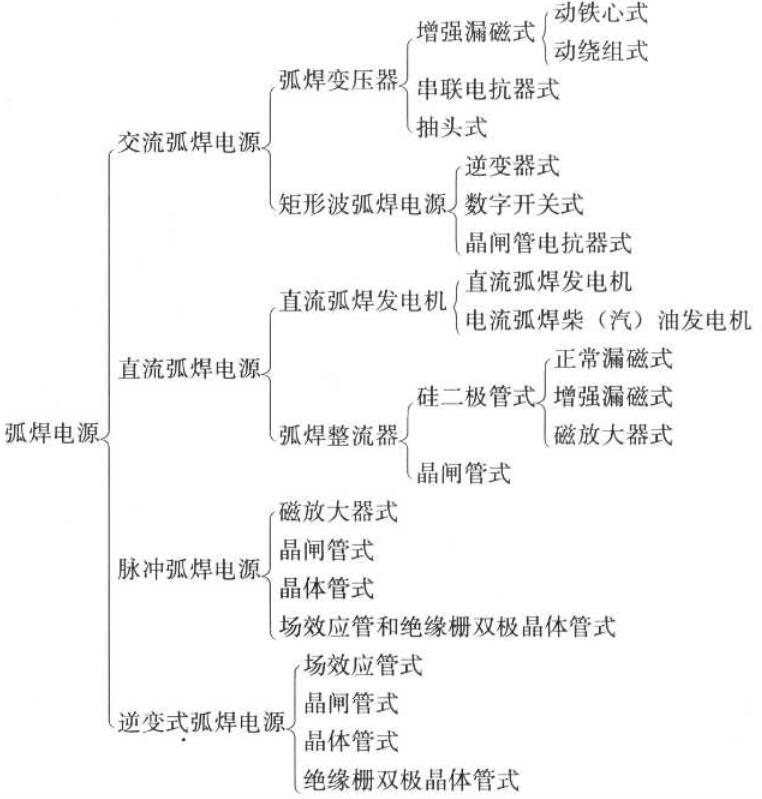
自动埋弧焊机是指采用熔剂层下自动焊接的设备,由电源、焊接小车和控制箱组成,主要用于焊接各种钢板结构的有或无坡口的直焊、角焊、对焊、搭接焊等,它配用交流焊机作为电弧电源,具有生产效率高、焊缝质量好。
2020-01-17 16:08:195275 本文主要详细介绍了晶闸管式弧焊电源常见故障及排除方法,分别有风扇不转或风力很小、焊机外壳带电、不能起弧,即无焊接电流。
2019-11-27 15:12:323938 在硅电源的直流回路中,串入大功率晶体管组,以获得所需任意类型的外特性和对电流、电压无级调节的焊机,叫晶体管式弧焊电源,它是由电子控制的弧焊电源。
2019-11-27 14:56:165491 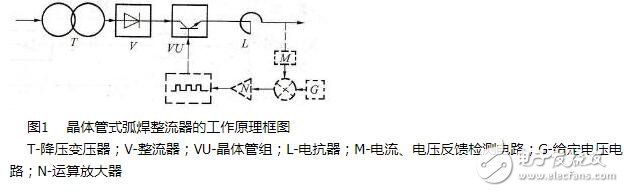
按输出电流种类分,有直流、交流和脉冲三大弧焊电源类型。按输出电流种类进行分类,比较便于选用,它在每一大类中又按其工作原理、结构特征或使用的关键器件不同细分成若干种类型,弧焊电源的分类如下图所示。
2019-11-27 14:44:3512358 埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。
2019-11-19 15:01:229870 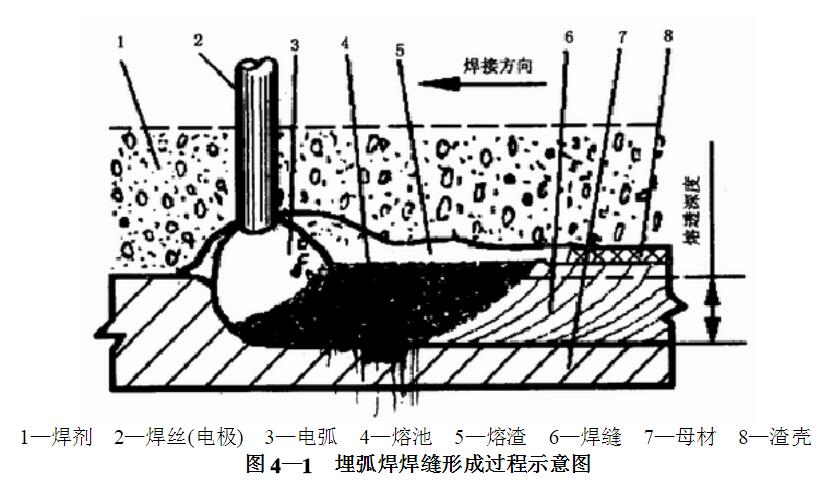
碳弧焊是一种焊接方法,其电弧是在不熔化的碳(石墨)电极与工件之间,或在两个碳电极之间形成的。后一方法是一种变化形式,称为双极碳弧焊。另外两种变化形式(有保护碳弧焊和气体碳弧焊)工业上已不再使用。
2019-11-19 14:33:523559 引弧是焊条电弧焊的基本操作之一,尤其在定位焊中,使用引弧更为频繁。
2019-11-18 10:55:3924365 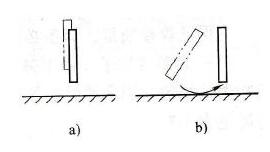
氧化碳气体保护焊是焊接方法中的一种,是以二氧化碳气为保护气体,进行焊接的方法。在应用方面操作简单,适合自动焊和全方位焊接。在焊接时不能有风,适合室内作业。
2019-11-18 10:03:308480 焊接电流是决定熔深的主要因素。在一定的范围内,电流增加时,焊缝的楚深‘和余高4都增加,而焊缝的熔宽B增加不大。增大焊接电流可以提高生产率,但在一定的焊速下,焊接电流过大会使热影响区过大并产生焊瘤或使焊件被烧穿。若焊接电流过小,则熔深不足,产生熔合不好或未焊透,夹渣等缺陷。
2019-11-15 16:27:5915735 气保焊指二氧化碳或氩气保护的焊接方法,不用焊条用焊丝。CO2焊效率高,氩气保护焊主要焊铝、钛、不锈钢等材料。埋弧焊是用焊丝焊接,焊剂保护。焊剂像沙子把电弧埋住。主要用于焊接厚板。气保焊危害是电弧和灰尘对焊工的健康影响很大。
2019-08-12 14:45:4547602 钨极接电源负端,喷嘴接电源正端,等离子弧体产生在钨极与喷嘴之间,在等离子气体压送下,弧柱从喷嘴中喷出,形成等离子焰。
2019-07-09 14:18:1512083 等离子弧能量密度大,弧柱温度高,穿透能力强,实现10~12mm厚度钢材不开坡口焊接,能一次焊透双面成形,焊接速度快,生产率高,应力变形小。
2019-07-09 14:15:5916543 等离子弧焊是指利用等离子弧高能量密度束流作为焊接热源的熔焊方法。等离子弧焊接具有能量集中、生产率高、焊接速度快、应力变形小、电孤稳定且适宜焊接薄板和箱材等特点,特别适合于各种难熔、易氧化及热敏感性强的金属材料(如钨、钼、铜、镍、钛等)的焊接。
2019-07-09 14:13:2917190 高频引弧是非接触引弧方法一种,可以减少引弧使用的钨极的磨损,有利于氩弧焊的持续进行。即:采用高压击穿的引弧方式,先在电极针(钨针)与工件间加以高频高压。引弧时,使钨极末端与被焊表面之间保持一定的小间隙,然后,接通高频振荡器脉冲引弧电路,使间隙击穿放电而引燃电弧。
2019-07-08 14:29:5632286 手弧焊是用手工操作的焊接方法,因此焊缝的质量在很大程度上决定于焊工的操作技术。手弧焊时焊条要做三个方向的运动:朝熔池方向逐渐送进;沿焊接方向逐渐移动:必要时作有规则的横向摆动。
2019-07-08 14:12:337693 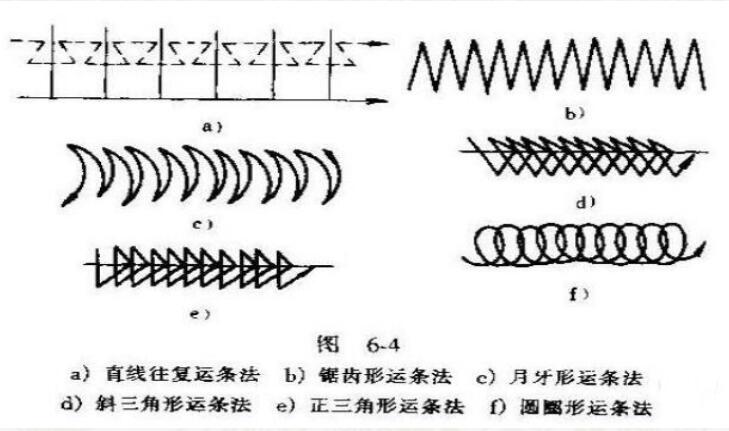
焊接电源是指CO2气体保护焊的电源,采用平特性或缓降外特性,空载电压为38~70V。电弧自调节作用强,短路电流大,引弧容易,不粘丝。操作时会感到电弧平静、柔软、富有弹性、飞溅小。
2019-07-02 16:41:226167 本文档的主要内容详细介绍的是MZ1000埋弧焊电路原理图免费下载。
2019-04-22 08:00:007 微弧氧化是在金属及其合金表面生成陶瓷膜的一种表面处理技术,微弧氧化生成的陶瓷膜具有耐高温、耐腐蚀、耐磨损、绝缘等优良性能,在航天、航空、汽车、电子、造船等领域具有广阔的应用前景。微弧氧化已经成为一个研究热点,电源是制约微弧氧化发展的一个重要因素,本文针对微弧氧化电源展开研究。
2018-11-26 08:00:006 形状、保护气体、电机与工件(或喷嘴)的间隙、电源的动特性外,还取决于引弧控制电路的设计和性能。 本文提出了一种以NE555构成的多谐振荡器为核心的高频引弧电路,给出了该引弧电路的工作原理及参数设计方法;通过对空气
2018-01-17 15:56:430 针对弧焊 逆变电源 谐波产生的原因、特点及危害,介绍了无源滤波器、有源滤波器、软开关技术等抑制对策,以及三种谐波抑制措施特点。通过分析指出,传统的无源滤波方式存在不足,而有源滤波能弥补它的不足,另外,软开关技术的应用,在一定程度上也可以达到良好的滤波效果。
2017-12-01 17:52:50787 弧焊电源从模拟式到开关式的发展,逐步的缩小体积,减轻重量,提高效率,被广泛的应用于现代工业和通信技术等重要领域。就目前而言,高频化、模块化、数字化、智能化是弧焊电源发展的必然趋势。伴随着
2017-11-16 15:40:2815 弧焊逆变电源(亦称弧焊逆变器)是一种高效、节能、轻便的新型弧焊电源。目前,采用ICBT作为功率控制器件来提高功率主电路的控制 性和稳定性,以8位和16位单片机作为控制核心进行焊接程序控制和焊接参数
2017-10-31 15:39:042 基于STM32的脉冲变极性弧焊与控制系统设计
2017-09-25 10:57:247 GB 15579.1-2013 弧焊设备 第1部分焊接电源
2017-01-08 15:41:2919 弧焊逆变电源工作的影响因素就是滤波干扰。而滤波干扰不仅影响工作效率,甚至会导致危险情况的发生。所以对弧焊逆变电源中的谐波抑制就尤为重要。本文就来详述弧焊逆变电源中的有源滤波和无源滤波。
2016-11-05 01:11:12724 智能化逆变弧焊电源控制策略现状及发展趋势。
2016-03-31 10:11:0827 一种数字化逆变弧焊电源的研制,有需要的下来看看。
2016-03-31 09:38:2722 双零软开关逆变弧焊电源的系统建模与仿真。
2016-03-30 15:10:0513 软开关型逆变弧焊电源研究现状,下来看看。
2016-03-30 14:48:1211 逆变式弧焊电源的分析与设计,有需要的下来看看。
2016-03-30 14:17:3018 逆变弧焊电源低频磁场辐射的分析,下来看看。
2016-03-30 14:11:178 基于DSP数字控制技术的双逆变弧焊电源。
2016-03-28 15:26:1819 针对弧焊逆变电源谐波产生的原因、特点及危害,介绍了无源滤波器、有源滤波器、软开关技术等抑制对策,以及三种谐波抑制措施特点。通过分析指出,传统的无源滤波方式存在不足
2012-07-19 16:44:471287 本文基于电抗嚣对。 弧焊电源动特性的影响.给出了晶闹管逆变式CO2弧焊电源电子电抗嚣的设计方法、实例和实验结果 使用这种电抗嚣,既能减小电源的体积和重量,又能有效地改善
2011-10-14 17:56:4244 介绍了焊电源*电弧系统的数学模型。通过计算机仿真分析了输出回路的直流电感对弧长变化的动态响应和对输出电流波形的影响,提出了采用可饱和电感和可变电感的必要性;阐述了可
2011-09-15 16:32:5446 由于目前的逆变电源多采用模拟电路控制,限制了逆变电源性能的提高。焊机的数字化是当今焊接装备发展的潮流,它使得数字控制应用于弧焊逆变电源成为可能。
2011-08-16 11:17:571626 
本文简介了纤维素焊条的药皮成分及其对电弧物理特性的影响, 分析了纤维素焊条熔滴过渡方式, 提出了纤维素对弧焊电源的静外特性要求及保证小电流焊接时电弧稳定的具体措施上方法
2011-05-23 16:45:1518 RILON焊机是采用先进的逆变技术设计的整流器。 逆变式弧焊设备的出现得益于逆变电源理论和器件的出现。逆变弧焊电源是利用大功率器件MOSFET场效应管,将50/60HZ的工频转换为高频(如
2011-04-25 15:08:22209 摘要:本文提出了基于DSP的弧焊逆变电源数字化控制系统,给出了利用单片机和DSP实现弧焊逆变电源数字化控制的解决方案,总结了基于DSP的弧焊逆变电源数字化控制系统优于传统微机控制系统的诸多方面,并探讨了今后的应用前景。 关键词:DSP;弧焊逆变电源;单片
2011-02-22 01:11:4737 1 引 言
弧焊逆变电源广泛应用于造船、机械、汽车、电力、化工、石油、轻工业、航天、国防工业等部门。
2011-01-11 11:10:28956 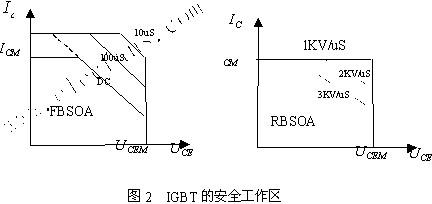
比较了电流型和电压型PWM控制器的工作原理的技术特点。介绍了电流型PWM控制器U3845在弧焊逆变电源中的应用。
逆变式弧焊电源.特别是高额化弧焊逆变电掉是电源史上“2ok
2010-12-13 14:52:08187 摘 要:根据新型LCL谐振软开关弧焊逆变电源主电路原理,对这种弧焊电源进行了设计,并对电路中主要参数予以了确定。其内容包括:逆变电源输出电流Io及空载电压的计算、串联谐振
2010-11-23 21:18:5441 摘要:本设计充分利用ALTERA公司的CycloneII系列FPGA的特性,构建了逆变弧焊电源的数字化控制系统。本设计在FPGA中实现数字化的PI和数字化的PWM控制。数字化控制实现了焊接过程信息
2010-11-11 22:32:0545 《埋弧自动焊焊接施工工艺标准》(以下简称“本标准”)是由浙江精工钢结构建设集团有限公司(以下简称“精工”)贯彻了《建筑钢结构焊接技术规程》(JGJ81-2002)、《埋弧焊
2010-10-27 15:38:0036 自动埋弧焊以其焊接熔深大,生产效率高,机械化程度高 ,在锅炉、压力容器行业的中厚板焊接中一直被广泛应用,并且效果非常好。但焊接Q235Bδ=4 mm的低碳钢
2010-10-27 15:37:1120 埋弧焊主要适用于平焊位置焊接,如果采用一定工装辅具也可以实现角焊和横焊位置的焊接。埋弧焊时影响焊缝形状和性能的因素主要是焊接工艺
2010-10-27 15:36:2556 弧焊逆变电源从80年代初期至今已走过了20多年的路程。大功率电器元件的发展,先进的微处理器及数字控制技术的引入为数字化弧焊逆变电源的发展提供了一个广阔的天地。今天,
2010-10-02 23:45:0437 本文分析了弧焊电源的传导骚扰的产生机理,介绍了传导骚扰测试标准及测试方法,通过对几种样机的传导骚扰测试表明,虽然添加合适的滤波器可以使传导骚扰低于标准的限值,
2010-08-04 11:45:238 摘要:通过对IGBT为形状器件的新一代弧焊逆变器主电路的拓扑结构进行了分析和研究,探讨了两种典型拓扑结构——双单端逆变吕、全桥逆变器。关键词:弧焊逆变器;拓扑结构
2010-05-27 10:36:4263 脉冲焊 pulse welding
脉冲焊是应用可控脉冲技术,将两个并联运行的电源(即维弧电源及脉冲电源)向焊接电弧供电的焊
2010-03-18 21:46:183761 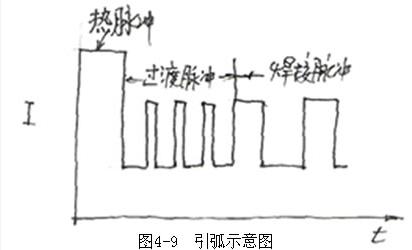
电源故障暂保护与死保护电路
2010-03-07 10:56:07478 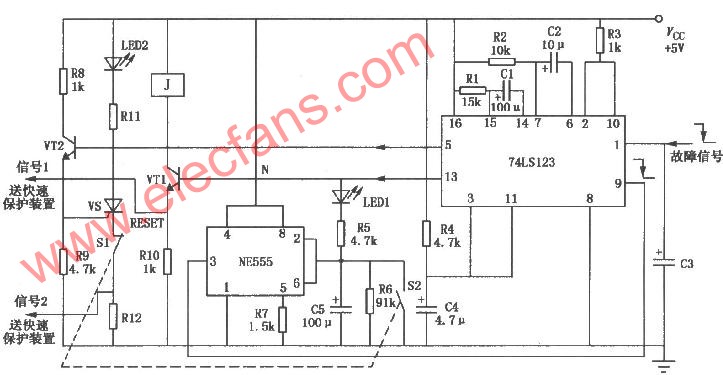
IGBT在CO2气体保护焊电源中的电路原理图
IGBT在CO2气体保护焊电源中的应用电路图如图所示
2010-02-17 17:14:123044 
介绍了将ZX5-250弧焊电源改制为脉冲电源进行铸铁冷焊的方法。经实验试焊证明,改制后的电源能完全满足铸铁冷焊的要求。
2010-02-01 15:04:1521 埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢
2010-02-01 14:18:347 埋弧焊(含埋弧堆焊及电渣堆焊等)是一种重要的焊接方法,其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢
2010-01-26 14:49:5011 熔化极气体保护电弧焊都是利用短路引弧法进行引弧,钨极氩弧焊大都采用非接触引弧法,但也有采用短路引弧法。下面以熔化极气体保护焊为例说明短路引弧法的原理。
2010-01-26 14:47:4226 本文介绍了软开关弧焊逆变器的控制技术,研制了一台弧焊软开关逆变器。给出了主电路的具体结构及其控制方式,研究了软开关的实现过程。试验结果表明,相移PWM软开关技术能
2009-12-15 15:39:2474 弧焊变压器节能策略及其控制系统研究
摘 要:本文针对弧焊变压器空载能耗大、功率因数低等问题,提出了一种节能策略,并基于微处
2009-12-15 09:43:37838 弧焊变压器的维护保养
2009-12-15 09:34:09662 基于虚拟仪器的CO2弧焊分析仪的研制
介绍利用LabWindows/CVI研制的CO2弧焊测试分析仪。从硬件及软件两方面对该虚拟仪器的构成和设计给予了详细描述
2009-10-13 00:09:53499 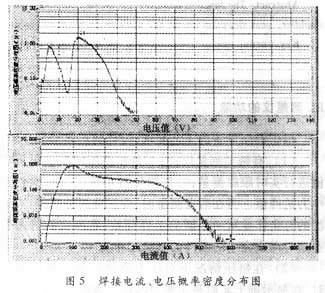
改进电源故障保护电路
图 改进电源故障保护电路
图所示电路
2009-07-20 15:16:53504 
研制智能化的测试系统实现弧焊电源性能测试与评价的自动化和智能化,对弧焊电源的研究开发、生产和使用有重要意义。研制了一种用于弧焊电源智能评价与诊断系统的测试
2009-07-18 08:24:2518
电子开关灭弧电路
图 电子开关灭弧电路
2009-07-17 10:04:475487 
LC振荡灭弧电路
图 LC振荡灭弧电路
LC振荡
2009-07-17 09:58:181743 
氢弧灯稳流电源电路图
2009-06-11 11:20:41624 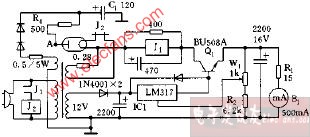
等离子弧焊及切割技术
2009-04-17 14:24:0058 主板电源保护电路
2008-12-14 21:25:282021 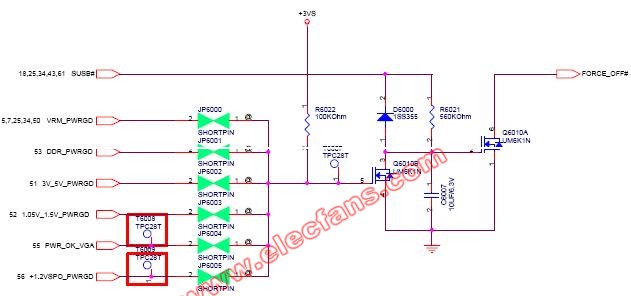
本文研究了逆变式脉冲弧焊电源获得脉冲输出的方法和工作原理,提出了给定脉冲控制电路及逆变器驱动电路。该文提及的关键词有:逆变器,脉冲弧焊电源。
2008-11-19 18:16:4221
振动子变流器电源的消弧装置
2008-04-30 23:45:531045 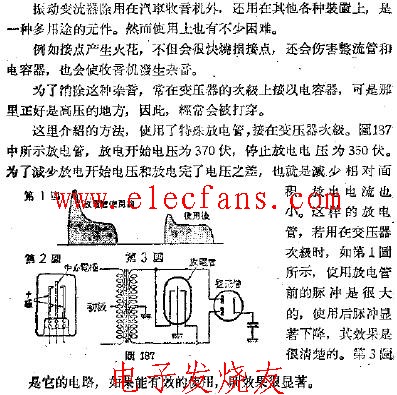
电弧焊引弧电路 本装置最大输入小于100W,采用弱电流引弧技术,能迅速自
2006-04-16 23:17:428501 
 电子发烧友App
电子发烧友App


 (1)
(1)
 (4)
(4) (5)
(5) (6)
(6)







 工商网监
工商网监
评论