鲁尔圆锥接头多功能测试仪|鲁尔接头鲁尔圆锥接头多功能测试仪是一种用于检测金属管道连接接头的仪器,它采用超声波脉冲传播时间差测试方法,测量管道连接接头的位移变化,从而确定连接接头的质量和使用可靠性
2023-10-11 17:12:03
激光焊接机能焊黄铜板吗?答案是可以的,许多反馈激光焊接设备很难在铜产品上进行焊接,这是因为铜作为一种导体的优良选择,具有很高的热传导性能,会快速地将热量从焊接接头处扩散,从而难以维持热平衡并进行可靠
2023-09-01 15:28:31 179
179 
。 锂电池极片超声波金属焊接机电源发生器焊接接头的形成机制主要有机械咬合和塑性变形,其是接头形成的重要因素。接头的焊接拉力、敷箔量、工件连接界面塑性变形的形貌、有效连接长度是决定接头焊接质量的主要因素。焊接
2023-08-21 10:21:21189 
焊接接头系数Φ是指对接焊接接头强度与母材强度之比值,用以反映由于焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
2023-08-08 11:49:58549 焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
2023-07-11 15:57:07666 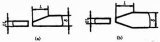
焊接机是一种电气设备,能够在相对较低的直流电压下产生非常高的电流。这种高电流输出可用于创建预期的焊接电弧和焊接接头。焊接接头是通过焊机产生的大电流短路将焊条熔合在接头区域而形成的。
2023-07-11 14:49:12199 
厚度不同的两块钢板对接时,为避免截面急剧变化引起严重的应力集中,常把较厚的板边逐渐削薄,达到两接边处等厚。对接接头的静强度和疲劳强度比其他接头高。在交变、冲击载荷下或在低温高压容器中工作的联接,常优先采用对接接头的焊接。
2023-07-05 12:26:15182 光学BGA返修台的高精度焊接,首先要求设备具备较高的精度,这包括夹具的精度、振动抑制系统、焊锡系统等,这些配件可以保证焊接的精度和可靠性。 2. 焊接头设计 返修台焊接头的设计也是重要的,焊接头的形状要符合焊接的结构,可以更好的对BG
2023-07-05 11:39:05127 
焊接机又有哪些区别你知道吗?面对市场上如此多功能的焊接头,你会选择吗?本篇,镭拓就给大家分享一下如何选择合适的手持式光纤激光焊接头。相信大家都知道手持式光纤激光焊接机
2023-07-04 13:34:45295 
、水冷系统、手持焊接头、送丝机等部件构成,本篇我们与大家探讨一下镭拓手提式光纤激光焊接机的新升级的四合一功能的手持焊接头。手持焊接头也就是手持焊枪,它的功能作用想
2023-06-29 09:50:57143 
激光焊接机器人是一种将激光束聚焦到工件表面上时在狭窄区域内加热工件表面,通过熔化工件并稍微凝固的方式连接两个工件的焊接设备。机器人搭载激光焊接头,可以实现在空间三维环境内的高精度焊接。
2023-06-13 14:51:16455 
首先依靠内置传感器感知焊接工作区域,根据工件的形状和大小,计算出焊接路径和时间,电机驱动焊接机器人,使用焊接头执行焊接任务,焊接完成,机器人使用内置传感器检测焊接质量。
2023-04-07 10:40:431635 1.铝合金激光自熔焊接激光自熔焊接是指以高能量密度激光束为热源,冲击到母材表面,使母材自身熔化,形成焊接接头的焊接方式。对于铝合金激光焊接来说,铝合金表面对激光的反射率高,焊接时需要较大的激光功率
2023-03-30 11:11:29293 
实验验证感应加热焊接接线端子的效果
2023-03-20 15:34:25257 连续脉冲激光焊接机是利用高能激光束作为热源照射到工件表面,从而使工件熔化并连接,实现优良的焊接接头。在高功率激光焊接过程中,激光照射到材料表面使工件熔化,但高温同时伴随着金属的气化,形成金属蒸汽等离子体。形成的金属蒸汽等会对激光有吸收、折射和反射的作用,使实际到达工件表面的能量减弱,影响熔池的稳定。
2023-03-01 17:22:29294 
连拓精密的螺纹快速连接接头(螺纹快速密封连接器),广泛应用于设备以及管路压力测试,液压泵阀、发动机以及油缸密封性测试,空调冷却系统,汽车卡钳和燃油管等,可以轻松封堵设备对外管口,或者进行密封连接的内螺纹快换接头。因为连拓精密的螺纹快速连接接头密封性强,操作与设计合理受到客户的欢迎。
2023-01-03 14:32:36842 
这些文章介绍了焊接接头疲劳行为相对于传统材料疲劳行为的特殊性,利用名义应力和结构应力方法评估焊接接头疲劳寿命的共性与区别,并且通过具体实例介绍了利用二维有限元模型计算结构应力的具体方法及预测寿命与实验寿命的对比。
2022-12-08 09:29:441007 焊缝熔化区与热影响区组织演化;激光焊接接头缺陷的形成、焊接残余应力与变形产生等。下面介绍激光焊接机在焊接不同金属材料的工艺。
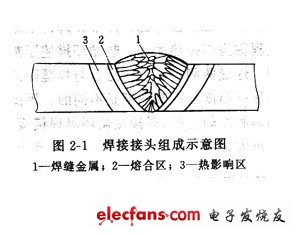
2022-09-02 10:20:291187 焊接接头设计是超声波焊接的重要方面,其指的是数量为两个或两个以上的零件需要用到焊接组合的接点,包括焊缝、熔合区和热影响区。
2022-09-01 16:54:11435 因此,必须通过相应的实验即焊接工艺评定加以验证焊接工艺正确性和合理性,焊接工艺评定和还能够在保证焊接接头质量的前提下尽可能提高焊接生产效率和最大限度的降低生产成本,获取最大的经济效益。
2022-07-22 15:02:182831 船舶焊接接头维氏硬度实验方法,力学实验,拉力试验机
2022-05-11 14:28:54 0
0 计为自动化生产的磁变送器的组成部件中,有一个长度约50mm管状结构的三通接头,在管的一端有攻牙,中间开有用于焊接转接头的孔(如图一)。这种开在正中间的孔,在焊接转接头后通常会因焊接温度较高,导致一端
2022-05-07 09:14:40665 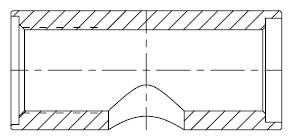
对于电池包模组,可以使用多种方法将busbar连接到接头,包括激光焊接和超声波焊接、压接或螺钉连接,考虑到实时过程监控的最新发展,动态激光焊接正在成为一种非常合适的连接方法。
2022-04-21 09:56:392941 ; GB/T 2649-1989 焊接接头机械性能试验取样方法27、  
2009-09-15 08:13:28
严格来讲焊接机器人焊缝跟踪寻位系统由两部分组成:焊前通过焊缝寻位功能检测组对间隙是否合适,并精确达到需要焊接接头点;焊中实时跟踪焊缝及监控产品变形量。焊缝跟踪:指在焊接位置前方安装光学传感器进行
2022-02-22 17:53:491456 
严格来讲焊接机器人焊缝跟踪寻位系统由两部分组成:焊前通过焊缝寻位功能检测组对间隙是否合适,并精确达到需要焊接接头点;焊中实时跟踪焊缝及监控产品变形量。 焊缝跟踪:指在焊接位置前方安装光学传感器
2022-01-12 17:53:26436 
连接层材料能够吸收超声波,提高焊接接头材料的软化和熔融程度,能够焊接取向材料以及不同类型的高分子材料。 取向聚丙烯在超声波焊接过程中使用了熔融指数为0.03~30的五种连接层材料,使用低熔融指数
2021-12-14 17:25:33358 高压汽车配件铜焊接头气密性测试仪器装置,汽车配件焊接接头是指两个或两个以上零件要用焊接组合的接点,或指两个或两个以上零件用焊接方法连接的接头,包括焊缝、熔合区和热影响区。焊接接头的机械性能决定于它
2021-11-30 10:39:22329 
——切断焊接电流,电极压力继续维持至熔核凝固到足够强度。(4)休止时间——电极开始提起到电极再次开始下降,开始下一个焊接循环。为了改善焊接接头的性能,有时需要将下列各项中的一个或多个加于基本循环:(1)
2021-11-26 17:46:17231 
1. 焊接结构疲劳失效的原因 焊接结构疲劳失效的原因主要有以下几个方面: ① 客观上讲,焊接接头的静载承受能力一般并不低于母材;而承受交变动载荷时,其承受能力却远低于母材,而且与焊接接头类型和焊接
2021-11-12 10:52:131110 大家好,由于很多网友会在焊接电池接头的时候,不知道怎么操作,所以下面斯特科技给大家分享一下如何正确焊接,以及一些需要注意的地方。
2021-07-22 10:33:3816518 高频电阻焊螺旋翅片管是在被焊件中导人大功率的高频电流.利用电流通过被焊件接头的接触面和邻近区域产生的电阻热使焊接接触表面达到熔化或半熔化的塑性状态.然后给焊接接触表面施加适当的压力,从而完成翅片管的焊接工作。
2021-07-21 15:16:191252 熔焊,又叫熔化焊,是一种最常见的焊接方法。所谓熔焊,是指焊接过程中,将联接处的金属在高温等的作用下至熔化状态而完成的焊接方法,可形成牢固的焊接接头。
2021-03-04 14:49:4025706 缝焊机的焊件组装成搭接接头或对接接头,放置在两个滚轮电极之间,滚轮电极受焊件压紧,连续脉冲送出,形成连续焊缝电阻焊接方法或缝悍。是点焊的演变。
2021-03-01 16:45:367096 由于各种加工和清洗工艺可能会残留润滑油、切削油等影响产品表面清洁度的污染物,所以激光焊接前必须对零部件进行除油和清洗工序,否则影响热熔填充金属的流动能力和在焊接接头中形成碳化相,从而降低接头的耐腐蚀性和机械性能。
2020-12-25 10:57:30354 半自动或全自动设备连接的其它压接头技术应用类型。Raychem压接头是款可靠性和经济高效率应用需求的压接头。 Raychem压接头特点: 产品类型对接接头 Sealable是 压接头类型嵌入式对接,压
2020-07-28 09:53:25293 最基本的接头连接器是一种快速有效的连接两根导线末端而无需焊接的设备。虽然接头连接器的焊接具有一些优点,但是时间和成本可能过高。
2020-05-21 10:20:04877 钎料是形成钎焊接头的填充金属,钎焊接头的质量在很大程度上取决钎料。钎料应该具有合适的熔点、良好的润湿性和填缝能力,能与母材相互扩散,还应具有一定的力学性能和物理化学性能,以满足接头的使用性能要求。
2020-04-27 11:59:024255 1、两个级别的检验 焊接接头的材相切片检验通常在两个级别的检验中进行 宏观: 使用体视显微镜实现至多 50 倍的放大率。 微观检验通常在穿过焊接接头的未镶嵌截面上进行,并且涉及切割和粗/精细研磨技术
2020-03-17 09:16:15800 焊前把铸件预热到600~700℃,焊接过程保持在400℃以上,焊后缓慢冷却至室温。采用热焊法可有效减小焊接接头的温差,从而减小应力,同时还可以改善铸件的塑性,防止出现白口组织和裂纹。
2020-02-05 09:15:2214454 严格控制焊接接头上的热输入量‚选择合适的焊接方法和工艺参数(主要有焊接电流、电弧电压、焊接速度)。
2019-12-27 10:01:1010510 焊接接头形式:对接接头、角接接头及T字形接头、搭接接头。
2019-11-20 10:28:5937297 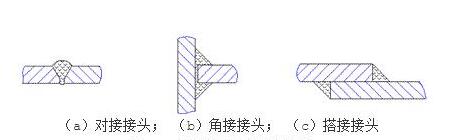
焊接裂纹是焊接件中最常见的一种严重缺陷。在焊接应力及其他致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而形成的新界面所产生的缝隙。
2019-10-25 10:14:068961 切割LED非常容易。该卷具有指定的点以切割每3个LED。在切片的地方,LED也会成为焊接接头。
2019-08-20 11:09:032679 
焊缝尺寸增加,变形随之增大,但是过小的焊缝尺寸将降低结构的承载能力,并使焊接接头的冷却速度加快,热影响区硬度增高,容易产生裂纹等缺陷,因此应在满足结构承载能力和保证焊接质量的前提下,随着板的厚度来选取工艺上可能选用的最小的焊缝尺寸。
2019-08-05 15:20:2913305 垂直或倾斜位置开坡口的接头必须从下向上焊接,对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。
2019-07-05 16:13:2236558 焊接接头的不完整性称为焊接缺欠,主要有焊接裂纹、未焊透、夹渣、气孔和焊缝外观缺欠等。这些缺欠会减少焊缝截面积,降低承载能力,产生应力集中,引起裂纹;降低疲劳强度,易引起焊件破裂导致脆断。其中危害最大的是焊接裂纹和气孔。
2019-05-14 16:48:2421973 相信大家对于激光焊接机并不陌生,目前就是激光焊接头都有分光式多点激光焊接头,多头激光焊接头,激光条形光斑焊接头。分光式激光焊接头主要使用在半导体多引脚芯片焊接。
2019-04-24 15:56:4217663 (1)工艺焊接性和使用焊接性焊接性包括两个含义:一是接合性能,就是一定的材料在给定的焊接工艺条件下对形成焊接缺陷的敏感性;二是使用性能,指一定的材料在规定的焊接工艺条件下所形成的焊接接头适应使用要求
2019-04-22 14:14:209472 清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者,光束还可进入常规 焊难以焊及的区域,焊接速度快。
2018-07-04 09:03:0013221 我国国土面积辽阔,气候环境多样,高速列车无论是在生产过程还是在运行过程中均要经受复杂气候变化的考验。在铝合金车体MIG焊接过程中,环境温度、温度、风速等均对焊接接头的微观组织、常规力学性能以及疲劳
2018-04-19 11:05:280 处理的焊接接头进行了硬度性能检测。结果表明:喷丸、喷砂表面强化处理会提高焊接接头表面的硬度,其中经钢丸强化处理的接头表面硬度值最高。喷丸、喷砂表面强化处理可以在焊接接头表面引入残余压应力,降低有效拉应力,从而延长疲劳裂纹的
2018-04-19 09:58:170 采用焊接的加工工艺制造,焊接完成后,焊接接头表面会形成一定的余高,而焊后焊缝余高的存在将影响铝合金焊接接头的使用性能。铝合金焊缝打磨主要针对焊缝余高和焊缝接头的打磨,利用良好的打磨工艺除去余高以及焊接残留物,使焊缝具有良好的表面
2018-04-17 16:03:190 铝锂合金因具有低密度、高的比强度和比刚度、耐腐蚀以及良好的焊接性等优异的综合性能,已成为航空航天领域发展迅速的轻量化结构材料。许多航空航天结构件制造过程中,采用焊接工艺可以减轻重量,提高结构件连接
2018-01-29 15:24:240 能量密度高、自适应性强、对接头装配精度要求低、成本较低等优点,同时也是航空航天领域普遍采用适合铝合金的焊接技术。但由于等离子弧随着焊接工艺和规范参数的改变而变化较大,获得良好焊接接头的合理焊接参数范围较窄、焊缝成型以及稳定性较差。为此,要实现对穿孔等离子弧焊焊
2018-01-23 14:01:494 用超声波探伤对并联环钎焊接头进行质量评价_陈俊晔
2017-01-02 15:36:120 光纤熔接损耗主要是由光纤自身的传输损耗和光纤熔接接头处的熔接损耗组成。由于光纤接续质量影响光纤线路传输损耗的客限、光纤线路无中继放大传输距离等参数,因此要尽可能降低降低光纤熔接接头损耗,以确保光纤CATV信号的传输质量。
2014-12-23 10:25:245285 2012-03-15 14:20:157 2012-03-15 14:16:5415 Molex日前扩展其CMC产品线,新推出一款接脚兼容的154电路连接头,以及32及112电路焊接头。
2011-12-31 09:58:151071 Molex公司扩展其CMC产品线,推出一款引脚兼容的154电路连接头,以及32及112电路焊接安装连接头。CMC是用于汽车和运输动力传动应用的业界标准接口
2011-12-29 09:15:38928 焊接接头的主要基本形式有四种:对接接头、T型接头、角接接头和搭接接头。焊接接头分类的原则仅根据焊接接头在容器所处的位置而不是按焊接接头的结构形式分类
2011-11-30 14:13:047988 焊接接头系数是指对接焊接接头强度与母材强度之比值。用以反映由于焊接材料、焊接缺陷和焊接残余应力等因素使焊接接头强度被削弱的程度,是焊接接头力学性能的综合反映。
2011-11-30 14:09:503365 
Molex公司扩展其CMC连接器系列,推出一款引脚兼容的154电路连接头,以及32和112电路焊接头
2011-05-05 08:52:501845 一般企业在使用投影仪等设备时,其VGA接头大多需要人工焊接,接头多,难焊是VGA的焊接的两个难头,弄不好要么没信号,要么出现色差,下面我把如何焊接VGA头的方法介绍
2010-09-13 16:08:3067 应用有限元分析方法,针对平板对接接头横向拉伸试验,打底焊道为高强匹配、填充焊道为低强匹配焊接接头在外载荷作用下的接头强度进行数值模拟和试验研究,并将数值模拟
2010-09-01 15:14:1031 点焊通常采用搭接接头和折边接头(图11-9)接头可以由两个或两个以上等厚度或不等厚度的工件组成。在设计点焊结构时,必须考虑电极的可达性,即电极必须能方便地抵达工
2010-08-29 10:41:341539 
热塑管燃气管道电熔焊接头超声检测与评价
本文介绍应用超声波成像设备对燃气热塑性管件电熔焊接头进行无损探伤的方法。
2010-03-20 10:28:349 1)1Cr18Ni9Ti 不锈钢φ133×11mm 大管水平固定全位置对接接头主要用于核电设备及某些化工设备中需要耐热耐酸的管道中,焊接难度较高,对焊接接头质量要求很高,内表面要求成形良好
2010-02-01 16:01:538 完成了单个冲击对1Cr18Ni9Ti不锈钢管道焊接头试样低周疲劳寿命影响的试验研究。单个试验最大瞬时峰值应变率达480s-1。试样未经消除焊接残余应力。采用成组法试验(每组7个试样),
2010-02-01 14:54:298 研究了铁路钢结构桥梁用14MnNbq钢双细丝双弧埋弧焊接多种母材与焊材匹配的对、角接接头的性能和组织状况,较为深入地分析了接头性能与组织的关系。结果表明,采用双细丝双弧
2010-01-29 13:37:0310 通过分析换热器管板与管子连接接头的接头型式及相关要素,提出了制造过程中的控制环节、控制方法。
2010-01-26 15:24:5016 通常采用打磨焊趾的方法来改善焊接接头的疲劳强度,而使用超声波冲击焊趾来提高焊接接头及结构的疲劳强度,是一种国际上刚刚出现的新方法。本文研制成功了一种基于压电陶
2010-01-26 15:00:3218 该文以可靠性理论为基础,研究制定了电厂锅炉蛇形管焊接接头的加速寿命试验的方法和规范。通过对大量新制的15CrMo摩擦焊接头具有加速寿命意义的高温内压爆破持久试验,和对
2010-01-14 15:07:0531 空分冷箱内铝合金管道对接接头的焊接质量决定了冷箱及设备的安全运行,本文结合空分铝合金管道焊接中常见的缺陷特点,简述铝合金管道焊接缺陷的产生和预防措施,编制合理
2009-12-28 16:29:5413 采用钨极氩弧焊的方法对φ0.7 mm的65Mn钢丝进行了焊接试验研究。研究表明:当焊接电流为10 A时可以得到外形完美的柱状焊接接头,但接头非常脆硬。采用加热温度280℃,保温10 min的
2009-12-28 16:23:5117 将电弧同时作为热源与超声发射源的电弧超声技术应用于低温钢的焊接过程,选取16MnDR和09MnNiDR进行电弧超声焊接试验,通过对比分析焊缝区的金相组织和焊接接头的冲击韧性,结合
2009-12-26 15:03:1614 冷裂纹是在焊接过程中或焊后,在较低的温度下,大约在钢的马氏体转变温度(即Ms点)附近,或300~200℃以下(或T<0.5Tm,Tm为以绝对温度表示的熔点温度)的温度区间产生的,故称
2009-12-24 15:02:0512 电缆接头
电缆接头冷缩电缆接头 电缆
2009-11-16 09:36:30801 钢质管道焊接及验收规范 SY/T 4103-2006:4 焊接一般规定5 焊接工艺评定6 焊工资格7 焊接接头的设计和准备8 焊缝的检查与试验9 无损探伤验收标准lO 缺陷的
2009-09-15 08:34:1320 船舶焊接接头弯曲试验方法 CB T 3351-2005
2009-05-28 01:15:0016 本文介绍7大型压缩机主轴的焊接接头设计及修复要点,给出7主轴焊接位置、坡口型式、预热方法及温度、层间温度、热处理方法及温度范围,证明了用焊接方法修复压缩机主轴其质
2009-05-20 15:06:3313 vga接头焊接方法
2007-12-28 21:59:0744844
 电子发烧友App
电子发烧友App














 工商网监
工商网监
评论