 电子发烧友App
电子发烧友App


超声波探头的频率选择
超声波探头的频率一般只有2种,40KHz和25KHz,这使它们拥有高灵敏度、稳定可靠、耗电少、声压级高等特点,虽然只有这2种频率,但一点也不影响超声波测距探头的使用范围,它的用途非常广泛,包括各种测距传感器、计数传感器、报警传感器、近接开关、自动门传感器、工业遥控传感器等。
超声波测距探头连接方式有插脚和导线两种,外壳颜色也分白黑两色,功能类型分三种:T表示发射型、R表示接收型、T/R表示组合一体型。
超声波测距探头的直径一般有10MM、12MM、14MM、16MM、18MM这五种,这五种探头几乎都有40KHz和25KHz两种频率,如此看来,已经有10款产品可供选择了,但其实若再按功能型号来分的话,3种功能型号就能让超声波测距探头变成15款产品,这在用户选购时更加方便快捷。
超声波测距探头频率等参数在产品规格书中都会有所参考,如果想要选择更适用的超声波测距探头,咨询专业人士很重要,而要做到专业,非厂家莫属。
超声波探头分类
1.直探头: 单晶纵波直探头 双晶纵波直探头
2.斜探头: 单晶横波斜探头a1《aL《aⅡ ,双晶横波斜探头
单晶纵波斜探头 aL《a1为小角度纵波斜探头
aL在a1附近为爬波探头爬波探头;沿工件表面传输的纵波,速度快、能量大、波长长、探测深度较表面波深,对工件表面光洁度要求较表面波松。(频率2.5MHZ波长约2.4mm,讲义附件11、12、17题部分答案)。
3.带曲率探头: 周向曲率 径向曲率。
周向曲率探头适合---无缝钢管、直缝焊管、筒型锻件、轴类工件等轴向缺陷的检测。工件直径小于2000mm时为保证耦合良好探头都需磨轴向曲率。
径向曲率探头适合---无缝钢管、钢管对接焊缝、筒型锻件、轴类工件等径向缺陷的检测。工件直径小于600mm时为保证耦合良好探头都需磨径向曲率。
4.聚焦探头: 点聚焦 线聚焦。
5.表面波探头:(当纵波入射角大于或等于第二临界角,既横波折射角度等于90形成表面波)。
沿工件表面传输的横波,速度慢、能量低、波长短探测深度较爬波浅,对工件表面光洁度要求较爬波严格。
超声波探伤中探头的选用原则
超声波探头的类型很多,性能各异,因此根据超声波探伤对象的形状、对超声波的衰减和技术要求,合理选用探头是保证探伤结果正确可靠的基础。对超声波探头的选择主要体现在:探头型式、探头频率、探头晶片尺寸和探头角度等。
1.探头型式
一般根据工件的形状和可能出现缺陷的部位、方向等条件来选择探头的形式,尽量使超声波声束轴线与缺陷垂直。具体可参考上述常见典型探头作用部分。
2.探头频率
超声波探伤频率在0.5一15MHz之间,选择范围较大。一般选择频率时应考虑以下几个因素。
1)由于超声波的绕射,使超声波探伤灵敏度约为二分之一波长。在同一材料内超声波波速是一定的,因此提高频率,超声波波长变短,探伤灵敏度提高,有利于发现更小的缺陷。
2)频率高,脉冲宽度小,分辨率高,有利于区分相邻缺陷,分辨力提高。
3)由扩散公式可知,频率高,超声波长短,则半扩散角小,声束指向性好,超声波能量集中,有利于发现缺陷并对缺陷定位,定量精度高。
4)由近场区长度公式可知,频率高,超声波长短,近场区长度大,对探伤不利。
5)由衰减、吸收公式可知,超声波的衰减随超声波频率、介质晶粒度增加而急剧增加。
通过上面分析可知超声波探伤时频率的影响较大,频率高,探伤灵敏度和分辨率高,波束指向性好,对探伤有利。但是频率高,近场区长,介质衰减大,对探伤不利,所以在选择探头频率时,应综合考虑,全面分析各方面因素,合理选取。一般说来,在满足探伤灵敏度要求的前提下,尽可能选取频率较低的探头;对于晶粒较细的锻件、轧制件和焊接件等,一般选用较高频率的探头,常用2.5—5.0MHz。对于晶粒较粗大的铸件、奥氏体钢等工件,宜选用软低频率的探头,常用0.5~2.5MHz,否则若选用频率过高,就会引起超声波能量严重衰减。
2.探头晶片尺寸
探头晶片的形状一般为圆形和方形。探头的晶片尺寸对超声波探伤结果有一定影响,选择时主要考虑以下因素
1)半扩散角。由扩散角公式可知,晶片尺寸增加,半扩散角减小,波束指向性好,超声波能量集中,对探伤有利。
2)探伤近场区。由近场区长度公式可知,晶片尺寸增加,近场区长度增大,对探伤不利。
3)晶片尺寸大,辐射的超声波能量强,探头未扩散区扫查范围大,发现远距离缺陷能力增强。
在探伤面积范围大的工件时,为提高探伤效率,宜选用大晶片探头;探伤厚度大的工件时,为了有效地发现远距离的缺陷宜选用大晶片探头;对小型工件,为了提高缺陷的定位定量精度,宜选用小晶片探头;对表面不太平整、曲率较大的工工件,为了减少耦合损失,宜选用小晶片探头。
3.角度
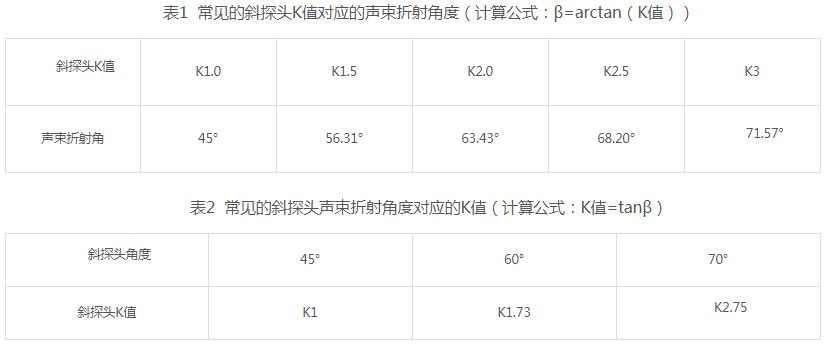
在检测中应尽量使超声波声束轴线与缺陷垂直,因此角度的选择根据检测对象中可能存在的缺陷类型、位置和工件允许的探伤条件,利用反射、折射定律以及相关几何知识,选择合适角度的探头。以在横波检测中,探头的K值为例,折射角对检测灵敏度、声束轴线的方向,一次波的声程(入射点至底面反射点的距离)有较大影响。对于用有机玻璃斜探头检测钢制工件,β=40°(K=0.84)左右时,声压往复透射率最高,即检测灵敏度最高。由此可知,K值大,β值大,一次波的声程大。因此在实际检测中,当工件厚度较小时,应选用较大的K值,以便增加一次波的声程,避免近场区检测。当工件厚度较大时,应选用较小的K值,以减少声程过大引起的衰减,便于发现深度较大处的缺陷。在焊缝检测中,还要保证主声束能扫查整个焊缝截面。对于单面焊根部未焊透,还要考虑端角反射问题,应使K=0.7~1.5,因为K《0.7或K》1.5,端角反射率很低,容易引起漏检。
责任编辑:YYX

















 工商网监
工商网监
评论